在鋁合金壓鑄生產線上防止機體加工表面氣孔的對策
2015-02-21 07:47:22橋野文譽曽我和弘松岡秀臣中神立行矢野栄治三田康忠西川賢治川合誠
汽車與新動力 2015年3期
【日】 橋野文譽 曽我和弘 松岡秀臣 中神立行 矢野栄治 三田康忠 西川賢治 川合誠
?
材料工藝
在鋁合金壓鑄生產線上防止機體加工表面氣孔的對策
【日】 橋野文譽 曽我和弘 松岡秀臣 中神立行 矢野栄治 三田康忠 西川賢治 川合誠
豐田汽車公司田原工廠發動機鑄造車間的技術人員對發動機鋁合金氣缸蓋裝配面上發生氣孔缺陷的原因進行分析。結果發現,金屬模具的溫度變化會導致模具膨脹或收縮,而且采用常規方法清除模具上膠粘的鋁材有可能會造成模具的磨損。為此,在生產過程中應用金屬模具溫度管理技術,同時改用堿性溶液清除模具上膠粘的鋁,最終實現減少氣缸蓋裝配面上氣孔缺陷的目標。
氣缸蓋裝配面 氣孔 金屬模具 溫度管理 模具清洗
0 前言
豐田汽車公司的田原工廠位于日本愛知縣田原市的臨海工業區,該工廠的發動機制造部門集鑄造、加工、組裝、刀具研磨及維修等各種發動機制造功能于一體。
田原工廠的第二發動機鑄造科是采用壓鑄工藝生產V6及V8發動機機體(配裝于Lexus等車型)的車間。作為用于Lexus品牌的V6及V8發動機,要求其必須具備極高的品質。本文介紹在該車間生產技術人員與后續工段技術人員的協作下,改善鑄件產品品質的實例(圖1)。

圖1 V6及V8發動機的機體照片
1 課題選定
V6及V8發動機機體氣缸蓋裝配面上的鑄造缺陷一直都是存在的,由此導致的鑄件不合格率遠遠超過目標值(圖2)。因此,技術人員將降低氣缸蓋裝配面的加工不合格率作為現場技術攻關的目標之一。
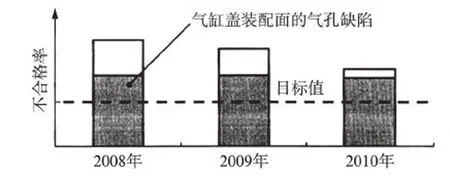
圖2 機體氣缸蓋裝配面加工不合格率的變化
2 現狀把握
氣缸蓋裝配面的鑄造缺陷一般是在加工完成后的檢查中發現的,用電子顯微鏡對缺陷進行觀察和分析后發現,缺陷表面沒有樹枝狀晶體等金屬熔液凝固時常見的紋路,而是呈現出平整的球面狀。這被認為是由于鑄造缺陷內部的壓力較高,壓力從內部施加于鑄造毛坯的結果。因此,推斷這是內部含有空氣的氣孔缺陷(圖3)。
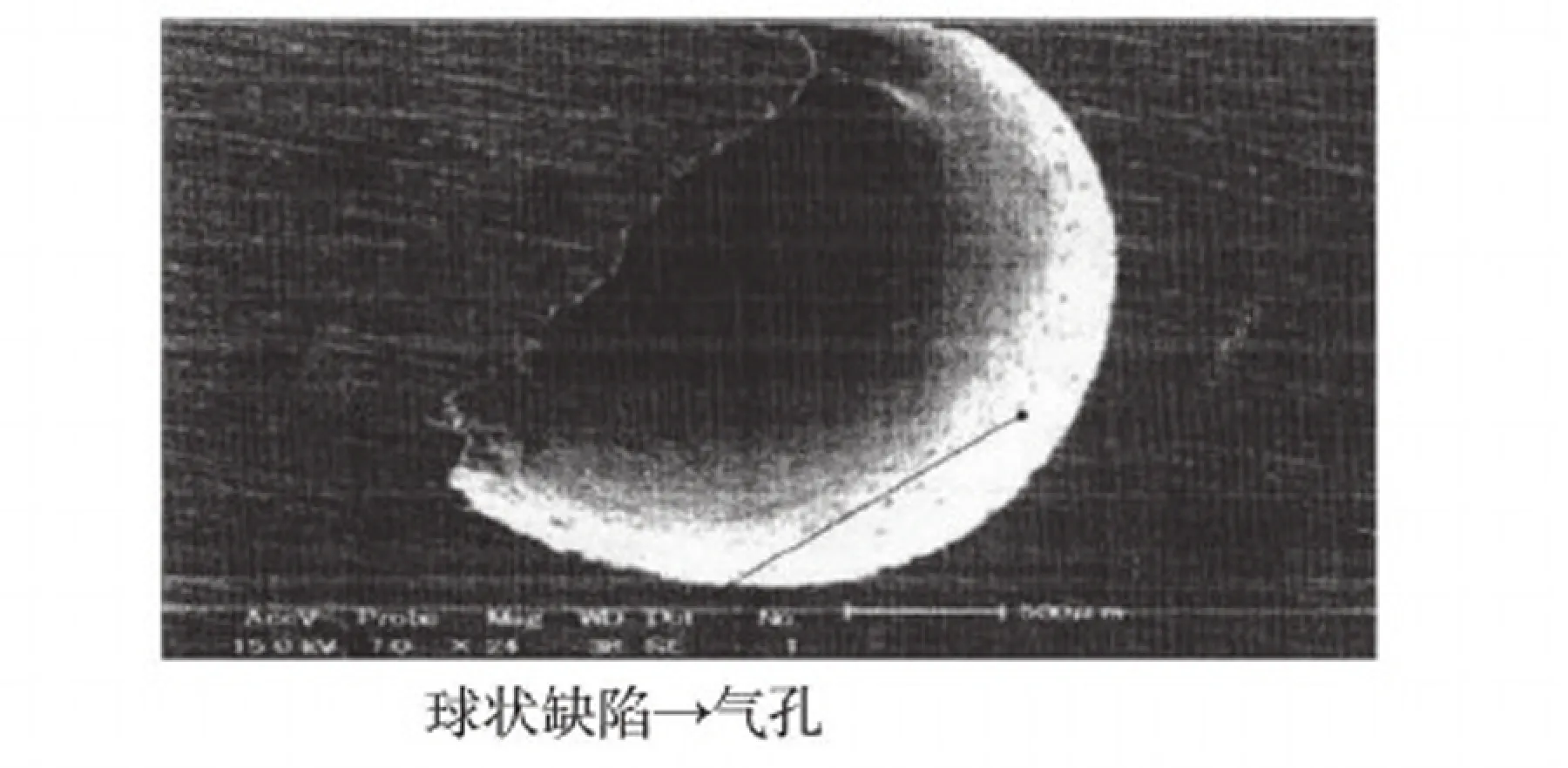
圖3 用電子顯微鏡觀察得到的鑄件氣孔圖像
通常,由于壓鑄工藝所用金屬模具溫度較低,在金屬模具中快速冷卻的鋁合金熔液凝固時間也較短,因此,容易在表層形成一定程度缺陷較少的完好層。
因此,對鑄件表層的完好層進行調查,結果發現,一直到距離金屬模具表面0.7~0.9mm處,都是不存在鑄件氣孔缺陷的完好層(圖4)。基于這一調查結果,在后續工段技術人員的協助下,長時間實施采用堆焊法矯正金屬模具以降低加工余量的試驗。由試驗結果確認,可將氣孔封閉在鑄件內部,而不出現在最終的加工表面(圖5)。
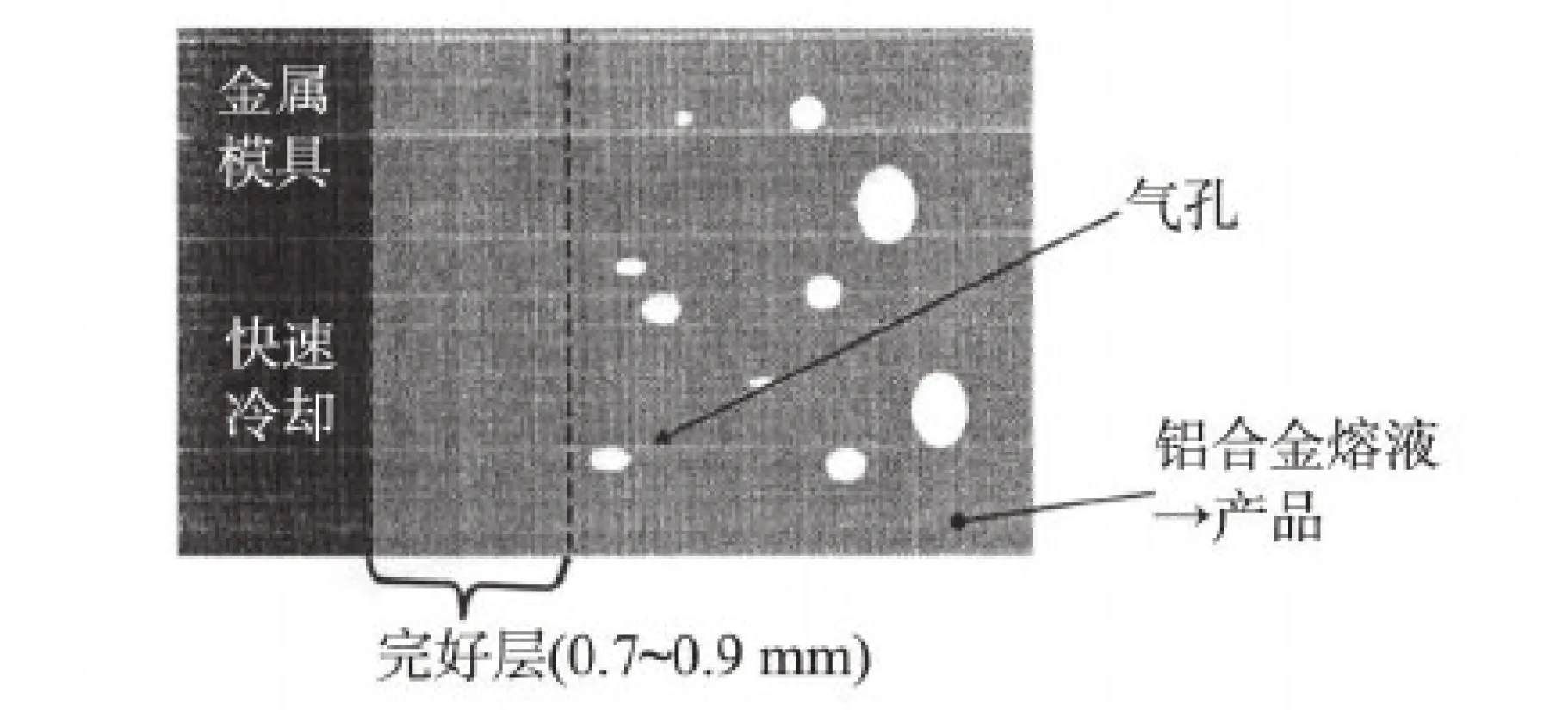
圖4 鑄件表層的完好層
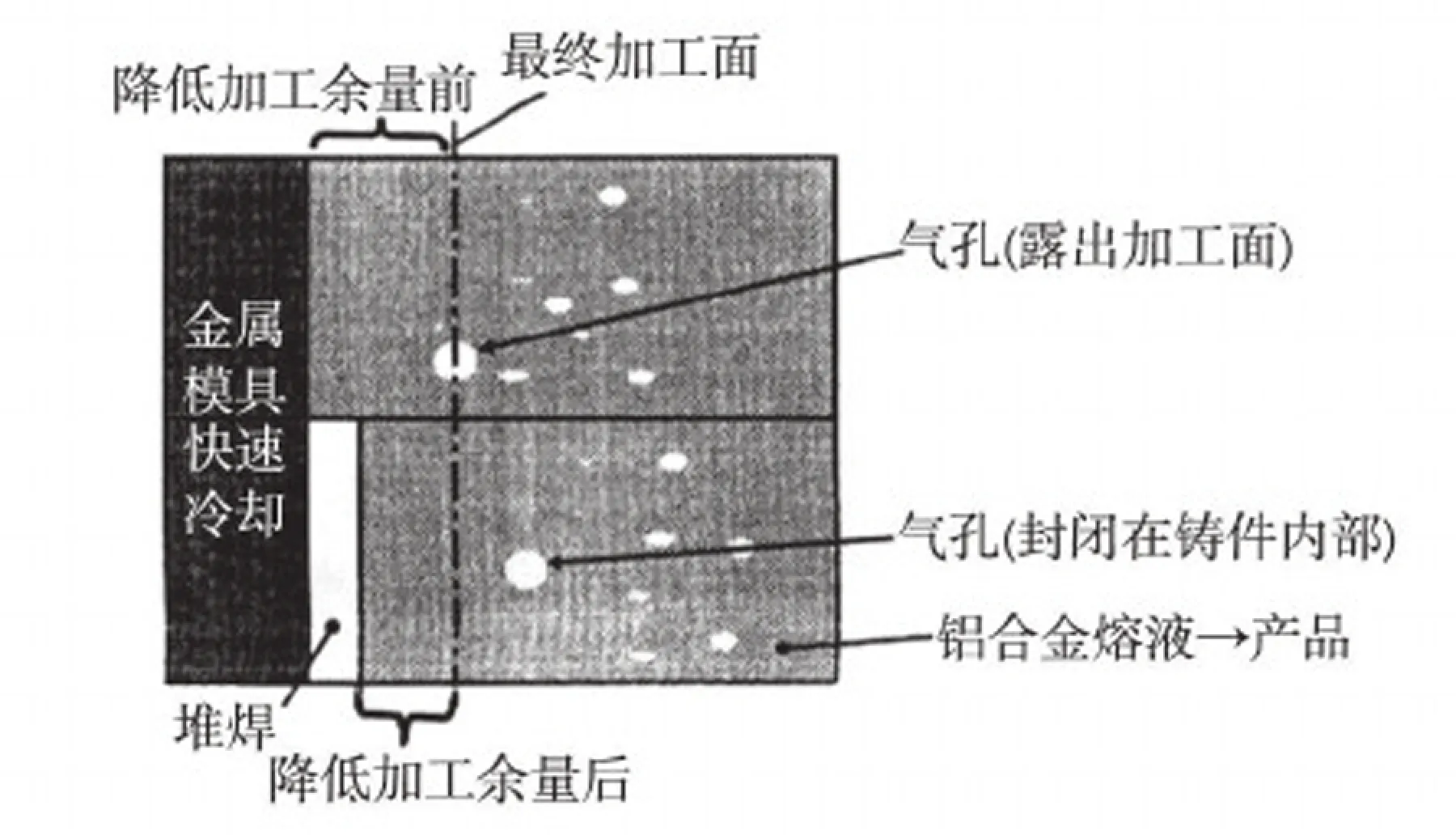
圖5 通過降低加工余量將氣孔封閉在鑄件內部的機理
然而,同時也發現了必須予以解決的課題,即鑄件毛坯材料的尺寸差異。如毛坯尺寸過小,會形成導致產品不合格的殘留黑皮(金屬表面的氧化膜);而如果尺寸過大,則鑄件毛坯的加工余量就會增加,從而加劇加工刀具的損壞。
因此,在確定測量鑄件毛坯材料尺寸差異的測點后,進行大量的調查試驗。結果確認,鑄件材料
尺寸的的差異是隨著部位的不同而發生變化的(圖6)。
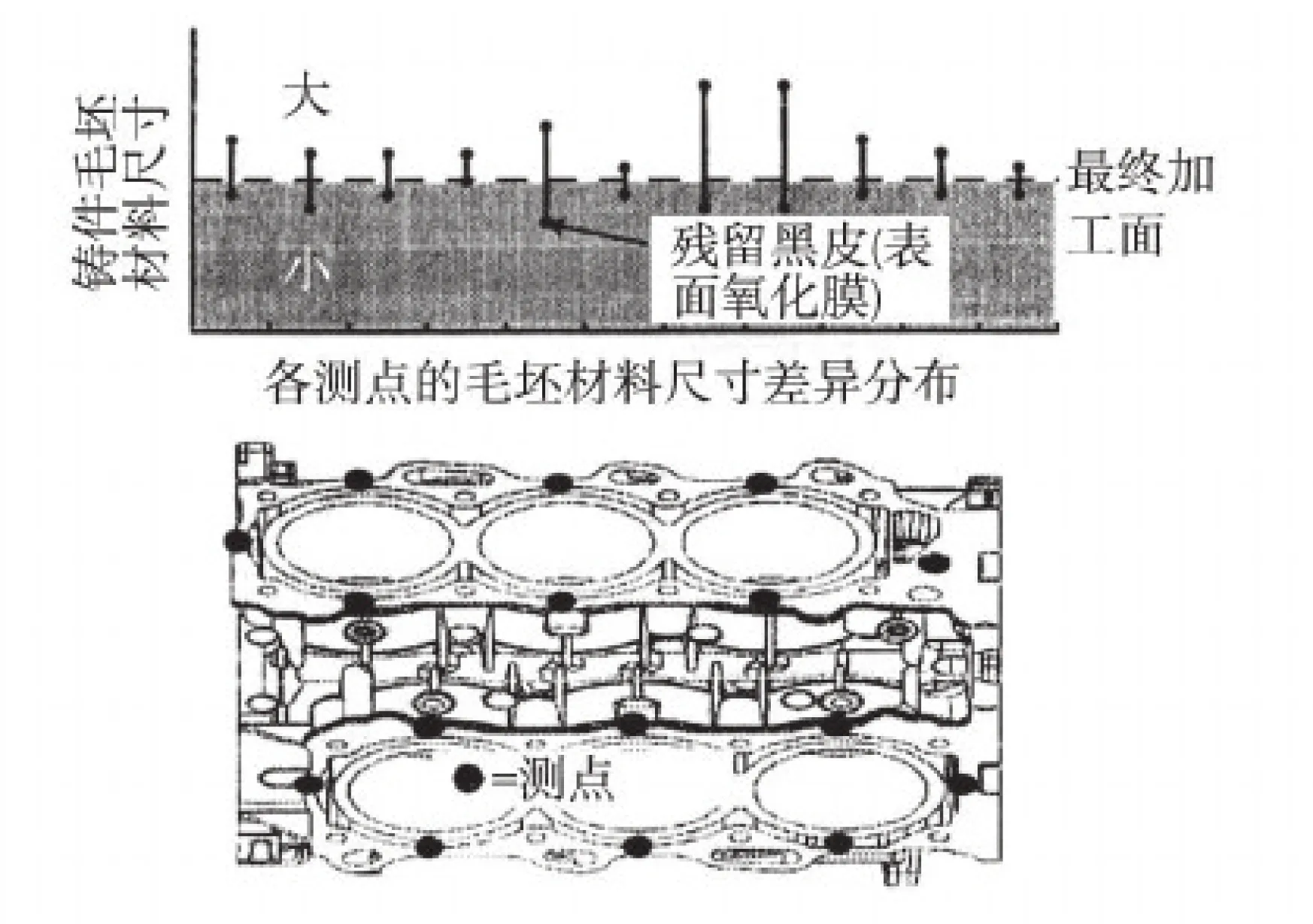
圖6 氣缸蓋裝配面的尺寸差異
根據上述分析可知,如能抑制鑄件毛坯材料的尺寸差異,就有可能在完好層范圍內實施表面加工(指鑄件的表面精加工)。
3 目標設定
研究人員對在鑄件完好層范圍內進行表面精加工以封閉氣孔的對策進行分析研究,嘗試將氣缸蓋裝配面上因氣孔缺陷導致的不合格率降低到目標值以下。
4 原因分析
針對鑄件坯材尺寸(加工余量)出現差異的原因,根據現場實物進行分析后得出結論(圖7)。分析結果表明,導致氣孔缺陷的原因主要有以下2個方面: (1)金屬模具的溫度變化會使模具產生膨脹或收縮;(2)在清除金屬模具上膠粘的鋁合金時,模具會產生一定磨損。
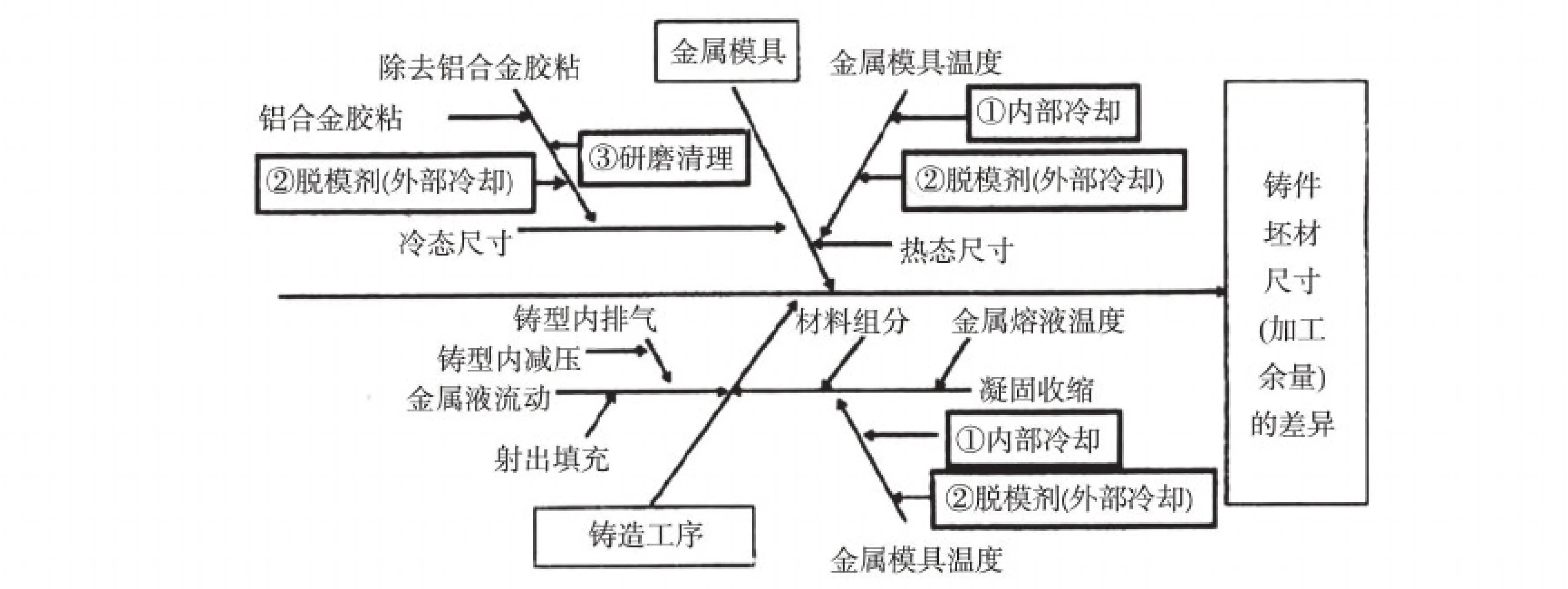
圖7 導致氣孔缺陷的原因分析
此次研究針對影響金屬模具溫度變化及模具形狀穩定化的3個因素實施改進措施: (1)內部冷卻;(2)涂敷脫模劑(即外部冷卻);(3)在清除鋁膠粘的作業中引起的模具磨損。
5 針對金屬模具溫度變化的改進措施
對金屬模具溫度變化最為明顯的時間及溫差進行確認,結果表明,在金屬模具夾鉗操作時會出現約30℃的溫度波動(圖8),并且,此時的加工余量也有大幅度的變化。對于壓鑄金屬模具而言,一般會運用以下2種方法,將其溫度(受熱于鋁合金熔液)降低至目標溫度水平: (1)金屬模具的內部冷卻;(2)涂覆脫模劑(即外部冷卻)。為此,詳細調查了這兩種方法的現狀,并采取相應對策。
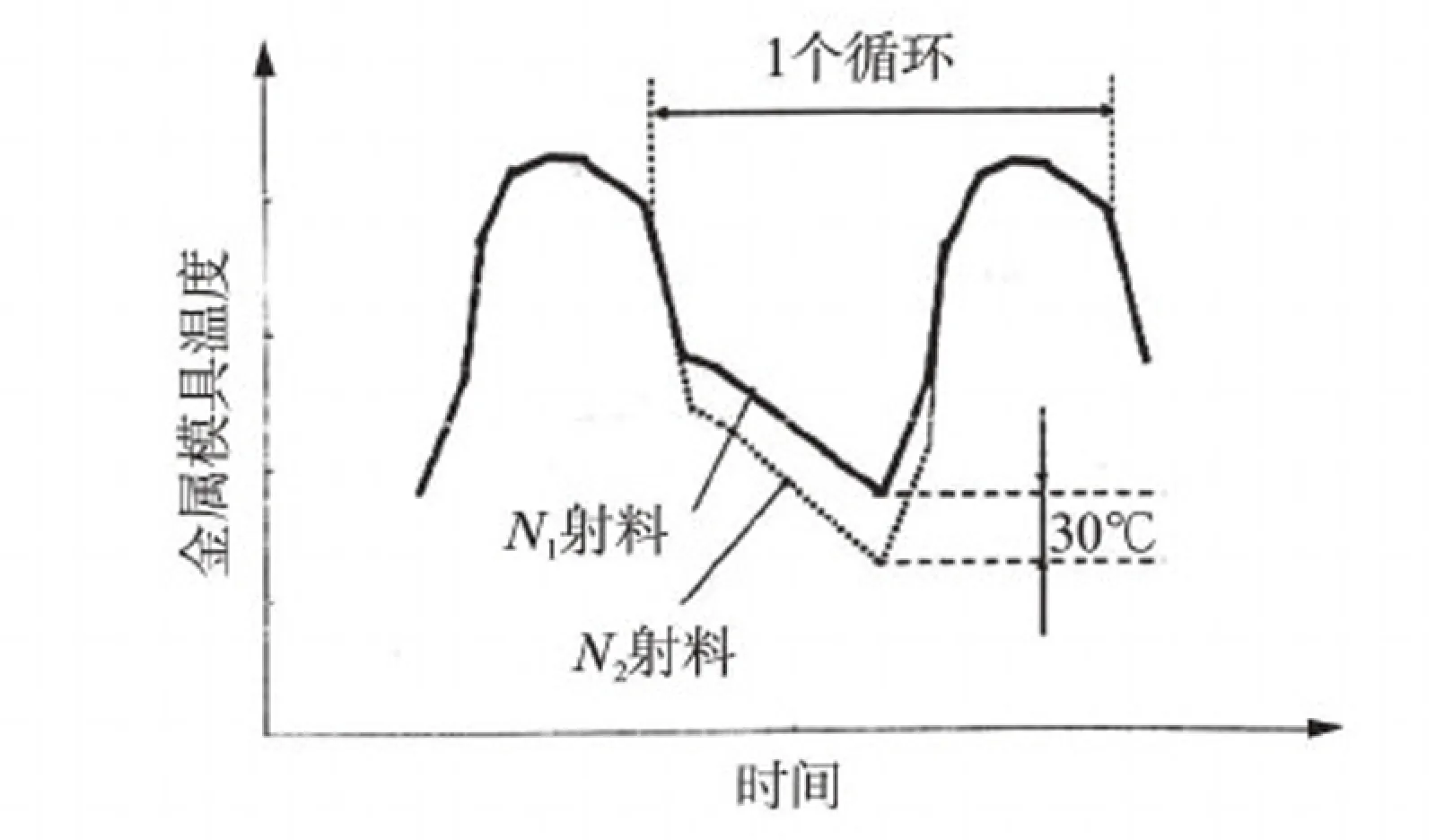
圖8 澆鑄過程中金屬模具的溫度變化
5.1 金屬模具的內部冷卻
針對金屬模具內部設置冷卻水道的主體壓鑄模與全部模具嵌套實施調查。調查結果顯示,在通往型腔前端起冷卻作用的水道處有附著的異物,水道因此而變得狹窄(圖9)。
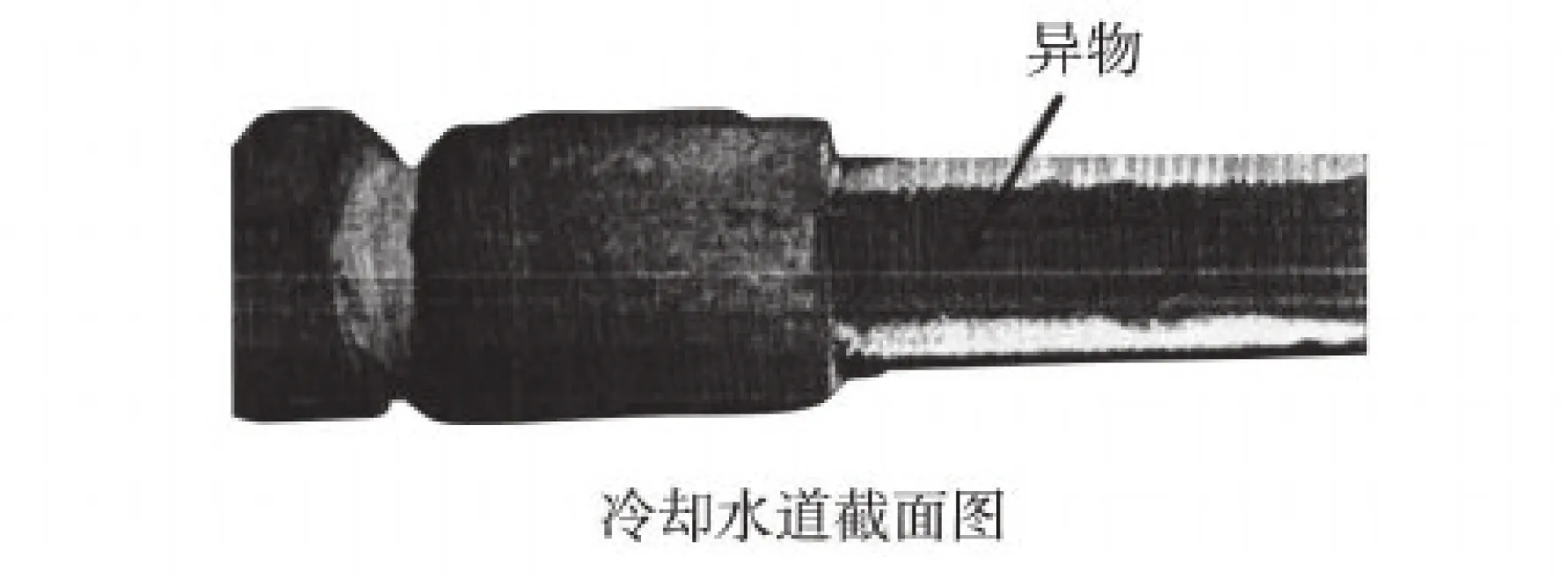
圖9 冷卻水道中的異物
接著,調查工業用水是否存在問題。調查結果表明,在工業用水中,鈣、鈉及鹽分等礦物成分的量極少,說明水的品質并未出現異常。因此,又調查了冷卻水道中異物的具體形態,結果表明,所謂“異物”,就是常說的“紅銹”,是以Fe2O3為主體的物質。雖然之后嘗試采用濾清器等去除雜質,或使用管道水循環冷卻等方法,但出于成本及穩定性等方面的原因,這些措施并沒有得到采納。
因此,著眼于日本南部鐵器的生產工藝。所謂“南部鐵器”,是利用獨特的制造工藝,在鐵器表面形成黑銹,以此抑制紅銹的發生。黑銹與紅銹的體積比約為1/10,所以能夠減少異物的生成量。研究人員針對能否在配管內部涂覆黑銹層的問題進行各種試驗研究。結果顯示,如果使用堿性離子化水作為冷卻水(pH值約為10),那么,在一段時間后,管道內部會生成極少量的黑色覆層,由此抑制紅銹的產生,減少管道內的異物(式(1),式(2))。
紅銹: 4Fe+3O2+2H2O→4FeO(OH)
(1)
黑銹: 6FeO(OH)+2e-
→2Fe3O4+2H2O+2OH-
(2)
5.2 涂敷脫模劑
針對兼具外部冷卻作用的金屬模脫模劑及其涂敷方法,也同時實施詳細的調查。在脫模劑中加水后,利用約240個噴槍對金屬模具整個表面進行涂敷作業,每次噴涂1.5L脫模劑。由于很難同時對這么多的噴槍分別實施管理,只能按總量控制脫模劑的涂敷量,所以,從各噴槍噴出的脫模劑的量可能會出現波動(圖10)。
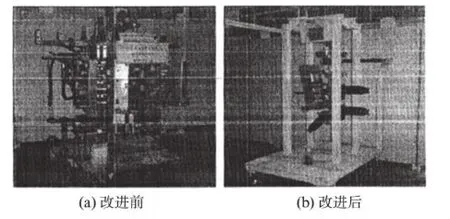
圖10 涂敷脫模劑的噴槍
為此,對所有噴槍的脫模劑噴涂量進行定期測定,確認脫模劑的噴涂量確實存在極大的波動。嘗試通過減少噴槍數量來達到管理脫模劑噴涂量的目的,但這樣無法確保必要的噴涂效果,并且會導致發生鑄件擦傷等不合格現象。最后,確認不能采用這一方法。
最終的對策是開發了對油性脫模劑施加靜電的全新噴涂工藝,利用脫模劑噴槍在眾多涂敷點之間移動,完成脫模劑的涂敷作業,力求實現噴涂量的穩定化(圖11)。試驗結果表明,采用這一工藝可大幅減少用于涂敷脫模劑的噴槍數量,涂敷量管理也變得更為有效和方便,能夠抑制噴涂量的波動。
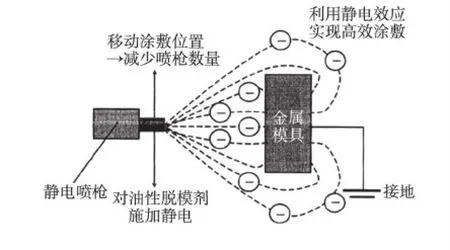
圖11 靜電脫模劑的噴涂原理
通過上述改進措施,金屬模具在熱態與冷態下的溫度變得更為穩定,氣缸蓋裝配面的加工余量得到控制,以此減少鑄件不合格率的效果最終得到確認。
6 針對研磨清理作業的改進措施
按照金屬模具的維護要求,對冷態金屬模具的尺寸必須定期用三維檢測儀器確認其形狀,如發生形狀變化,就必須用數控加工機床進行修復,以維持其設計形狀。金屬模具尺寸發生變化的一個重要原因是在鑄造生產前后進行模具整備時,因對模具表面進行研磨清理而導致其發生磨損。該項作業的目的是清除在鑄造生產中附著在金屬模具上的鋁。
附著在金屬模具上的鋁是被焊接上去的,因此,必須使用噴氣鑿或小型研磨機進行研磨清理(圖12)。為此,雖然技術熟練工人能夠只清除模具表面的鋁而不損壞模具本身,但非熟練工人有可能會在作業過程中對金屬模具造成刮削和損傷,由此導致其形狀發生變化。因此,技術人員對鋁清除作業中改進機械切削方法的課題進行研究,探索新的途徑。最終,借鑒涂裝車間所使用的夾具清洗方法,即使用堿性溶液(氫氧化鈉)清除涂料的經驗,研究評價了
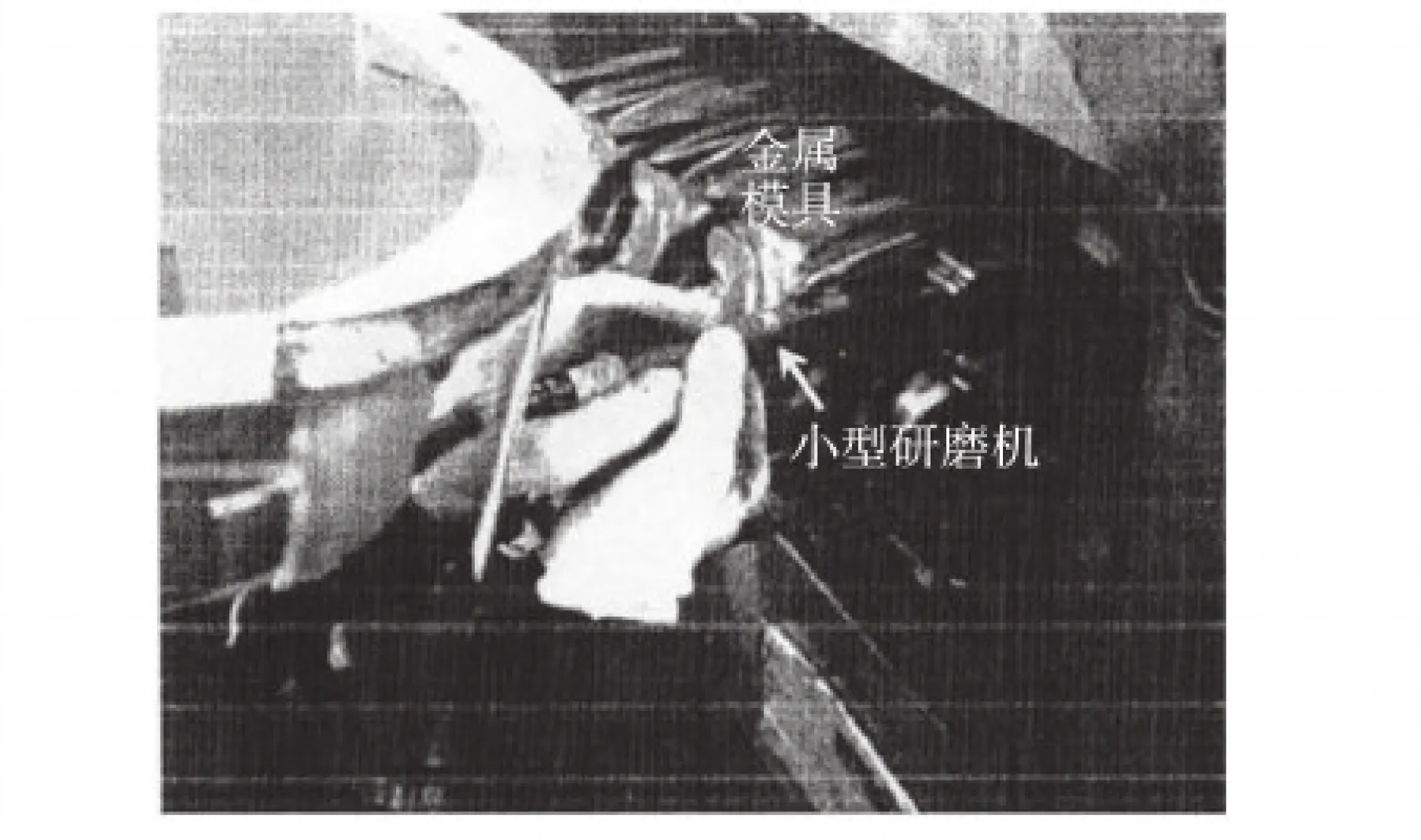
圖12 清除附著在金屬模具表面的鋁
基于式(3)所示化學反應溶解清除鋁的效果。試驗結果證實,可以在不損壞金屬模具的前提下,溶解并清除模具表面的鋁,從而達到預期的效果。
2Al+2NaOH+6H2O
→2Na[Al(OH)4]+3H2
(3)
此外,針對鋁與堿性溶液最容易發生反應的溫度及浸泡時間等條件進行多次嘗試和研究,最終確定了適用于量產的處理條件。
在確認量產處理條件的過程中,考慮到如果反應能力減弱,會導致無法徹底清除模具表面的鋁,從而造成產品不合格率上升的后果,所以,提出應將鋁材試樣浸泡在堿性溶液中達一定時間,并比較其浸入溶液前后的質量,以此判斷處理工序的效果。并且,這將作為金屬模具的日常維護管理項目固定下來。
最后,針對堿性溶液在操作過程中的安全性進行探討。在徹底理解工藝操作的特性、確定管理項目和防護設備,以及制定作業程序手冊之后,還開展車間的安全生產活動,增強員工的安全意識,將作業風險降至最低,從而成功導入堿性溶液清除工序,降低了因金屬模具研磨導致的尺寸變化。
7 結語
在實施本文所述各項對策后,降低了金屬模具在熱態及冷態條件下的尺寸波動,如圖13所示,不僅降低了氣缸蓋裝配面的氣孔不合格率,而且,由于降低了加工余量,從而能取消加工過程中的粗加工工序。
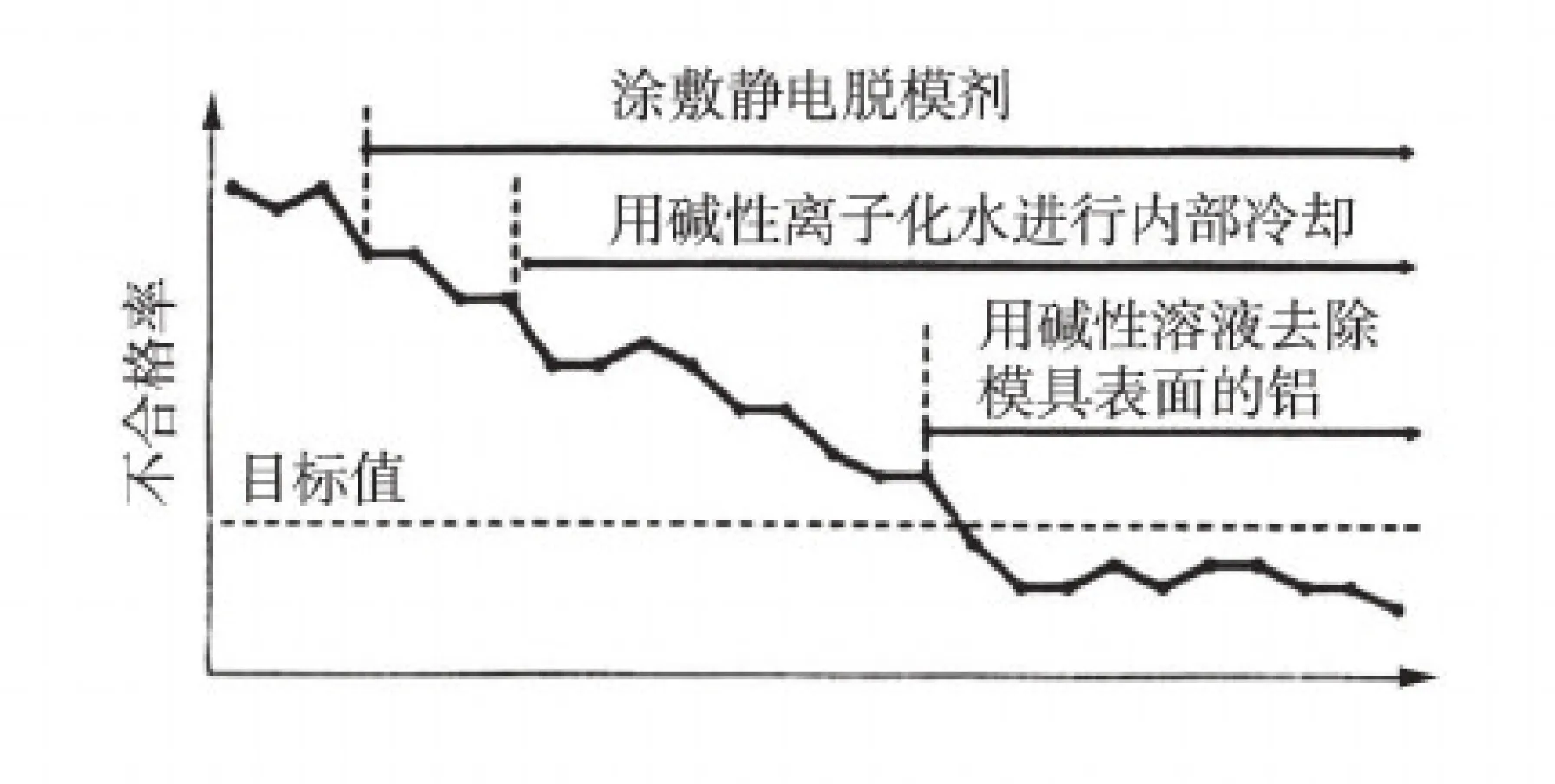
圖13 降低機體不合格率的效果
2014-10-09)