全數(shù)字脈沖MIG焊在LNG項(xiàng)目低溫管線(xiàn)焊接中的應(yīng)用
2015-02-23 07:19:56王志堅(jiān)孫建文
金屬加工(熱加工) 2015年6期
王志堅(jiān) 孫建文
全數(shù)字脈沖MIG焊在LNG項(xiàng)目低溫管線(xiàn)焊接中的應(yīng)用
王志堅(jiān) 孫建文

【摘要】通過(guò)對(duì)LNG項(xiàng)目模塊化建造工藝管線(xiàn)中的低溫碳鋼ASTM A333 Gr.6和奧氏體不銹鋼ASTM A312 TP304L的焊接性分析,采用全數(shù)字脈沖MIG焊進(jìn)行管道全位置焊接工藝評(píng)定,焊縫的性能滿(mǎn)足LNG項(xiàng)目技術(shù)規(guī)格書(shū)和ASME B31.3的要求,焊接效率比常規(guī)的手工焊填充、蓋面提高了一倍左右,確保了LNG項(xiàng)目的建造質(zhì)量和進(jìn)度。
1. 概述
2014年,中國(guó)石油集團(tuán)承攬俄羅斯YAMAL LNG項(xiàng)目,該項(xiàng)目位于俄羅斯北極圈以?xún)?nèi),亞馬爾半島上南坦別伊天然氣田每年有9個(gè)月的冰期,最低-52℃。工程為168個(gè)模塊,鋼結(jié)構(gòu)重量5萬(wàn)多t,工藝管線(xiàn)19萬(wàn)m,尺寸0.5~72in(1in=25.4mm)。該項(xiàng)目中主要是管廊上的管線(xiàn)預(yù)制,預(yù)制長(zhǎng)度在20~44m,其中LNG管線(xiàn)(運(yùn)行溫度在-169 ℃)需要做深冷保溫。由于項(xiàng)目采用在青島預(yù)制,俄羅斯組裝,所以對(duì)精度要求高。
傳統(tǒng)的工藝管線(xiàn)焊接采用手工氬弧焊(GTAW)和焊條電弧焊(SMAW)進(jìn)行焊接,焊接效率和合格率不高,提高工藝管線(xiàn)的焊接效率和合格率是保證項(xiàng)目進(jìn)度的關(guān)鍵。為解決上述問(wèn)題,我們進(jìn)行了工藝管線(xiàn)的制作工藝改革,現(xiàn)場(chǎng)安裝部分的焊接采用半自動(dòng)數(shù)字MIG焊進(jìn)行全位置焊。本文著重討論在LNG項(xiàng)目模塊化建造中,設(shè)計(jì)溫度為-50℃和-196℃的低溫碳鋼管線(xiàn)和不銹鋼管線(xiàn)的全數(shù)字脈沖MIG焊的應(yīng)用。
2. 材料焊接性分析
YAMAL LNG項(xiàng)目低溫管線(xiàn)主要包括低溫碳鋼管線(xiàn)和不銹鋼管線(xiàn),最具代表性的低溫碳鋼管線(xiàn)材料為ASTM A333 Gr.6、A671 Gr.CC60,管件材料為ASTM A350 LF2 CL1、A420 WPL6,通常在-45℃的低溫環(huán)境下使用,其wC<0.3%,淬硬及冷裂傾向都較小,韌性和塑性好,焊接時(shí)一般不易產(chǎn)生硬化組織和裂紋缺陷。不銹鋼管線(xiàn)為ASTM A312/A358/A403 TP304/304L, 316/316L,管件材料為ASTM A182 F304/304L,316/316L,通常可用于溫度達(dá)-196℃的深冷工況,304L和316L具有超低碳含量,使得在近焊縫的熱影響區(qū)中盡量少析出碳化物,從而大大降低晶間腐蝕。
3. 焊接工藝評(píng)定
(1)母材的確定 LNG項(xiàng)目工藝管線(xiàn)的焊接標(biāo)準(zhǔn)為ASME B31.3和ASME IX,按照ASME IX標(biāo)準(zhǔn),ASTM A333 Gr.6和304L的材料進(jìn)行焊接工藝評(píng)定可以覆蓋YAMAL項(xiàng)目工藝管線(xiàn)材料的焊接。試驗(yàn)用母材的化學(xué)成分和力學(xué)性能如表1、表2所示。

表1 低溫碳鋼的化學(xué)成分和力學(xué)性能
(2)焊接方法和焊接設(shè)備的確定焊接方法確定:根據(jù)LNG項(xiàng)目工藝管線(xiàn)的特點(diǎn)和項(xiàng)
目技術(shù)規(guī)格書(shū)要求,既要滿(mǎn)足項(xiàng)目的要求,又要提高工藝管線(xiàn)的焊接質(zhì)量和效率,因此現(xiàn)場(chǎng)工藝管線(xiàn)采用手工氬弧焊進(jìn)行根焊和熱焊,然后采用半自動(dòng)全數(shù)字脈沖MIG焊進(jìn)行填充和蓋面。因?yàn)闅寤『父傅暮傅篮穸戎挥?~3mm,所以必須再進(jìn)行一道熱焊才能進(jìn)行脈沖MIG焊。根據(jù)脈沖MIG焊的焊接特點(diǎn),采用半自動(dòng)脈沖MIG焊進(jìn)行管線(xiàn)的填充和蓋面,可以大幅提高焊接效率,相應(yīng)減少出現(xiàn)焊接缺陷的概率。

表2 不銹鋼的化學(xué)成分和力學(xué)性能
焊接設(shè)備的選擇:手工氬弧焊選用LINCOLN AC/DC TIG275進(jìn)行根焊和熱焊,填充和蓋面的焊接選用松下全數(shù)字脈沖MIG/ MAG焊機(jī)500GL3(見(jiàn)圖1),采用脈沖模式進(jìn)行焊接。
采用普通C O2氣體保護(hù)焊(見(jiàn)圖2)與脈沖MIG焊(見(jiàn)圖3)分別焊接低溫碳鋼。CO2氣體保護(hù)焊焊接參數(shù):焊接電流為176A,電弧電壓為20.8V;脈沖MIG焊焊接參數(shù):焊接電流為134A,電弧電壓為20.4V。從對(duì)比結(jié)果可知,脈沖MIG焊從控制熱輸入、飛濺和焊縫成形來(lái)看,優(yōu)勢(shì)是顯而易見(jiàn)的。
(3)碳鋼管線(xiàn)的焊接工藝評(píng)定根據(jù)YAMAL項(xiàng)目碳鋼低溫管線(xiàn)設(shè)計(jì)溫度為-50℃的要求,碳鋼管線(xiàn)焊接工藝焊材采用合金鋼焊絲、廣泰KT—80Ni1/KM—80Ni1(ER80S—Ni1)的TIG絲和MIG絲,滿(mǎn)足-60℃低溫沖擊吸收能量≥27J。焊接工藝評(píng)定要求如表3、表4所示。
(4)不銹鋼管線(xiàn)的焊接工藝評(píng)定YAMAL項(xiàng)目不銹鋼管線(xiàn)系統(tǒng)的設(shè)計(jì)溫度要求不同,包括-50℃、-104℃和-196℃,因此焊接工藝評(píng)定的低溫沖擊溫度選擇-196℃,選擇廣泰KT—308L/ KM-308L (ER308L)的焊絲作為填充材料,并且要求焊絲的沖擊側(cè)向膨脹率>0.38mm,鐵素體含量≤6FN。具體的焊接工藝評(píng)定要求和焊接參數(shù)如表5、表6所示。

圖 1
4. 焊接工藝評(píng)定性能試驗(yàn)及分析
(1)碳鋼管線(xiàn)力學(xué)性能試驗(yàn)焊接工藝評(píng)定試驗(yàn)結(jié)果如表7所示。低溫碳鋼工藝評(píng)定的拉伸、彎曲和沖擊韌性均滿(mǎn)足YAMAL項(xiàng)目的要求,焊接接頭進(jìn)行焊后退火,焊縫的沖擊韌性有明顯提高。
(2)304L不銹鋼力學(xué)性能試驗(yàn) 焊接工藝評(píng)定試驗(yàn)結(jié)果如表8所示。不銹鋼工藝評(píng)定的拉伸、彎曲和沖擊韌性均滿(mǎn)足YAMAL項(xiàng)目的要求,沖擊試件在-196℃的側(cè)向膨脹率均>0.38mm,鐵素體含量<4FN。

圖 2

圖 3
(3)焊接接頭金相組織分析低溫碳鋼母材、焊接接頭金相顯微組織如圖4所示。
母材組織和熱影響區(qū)為體素體+珠光體,焊縫組織是以鐵素體為主,含少量珠光體的狀晶,組織均勻,低溫?cái)嗔秧g性良好。
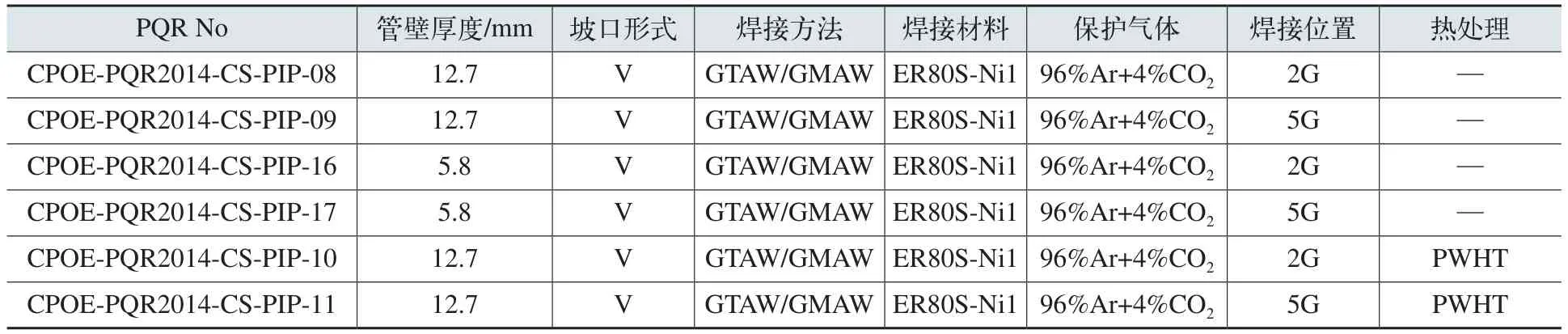
表3 低碳鋼焊接工藝評(píng)定設(shè)計(jì)

表4 焊接參數(shù)

表5 奧氏體不銹鋼304L焊接工藝評(píng)定設(shè)計(jì)

表6 焊接參數(shù)
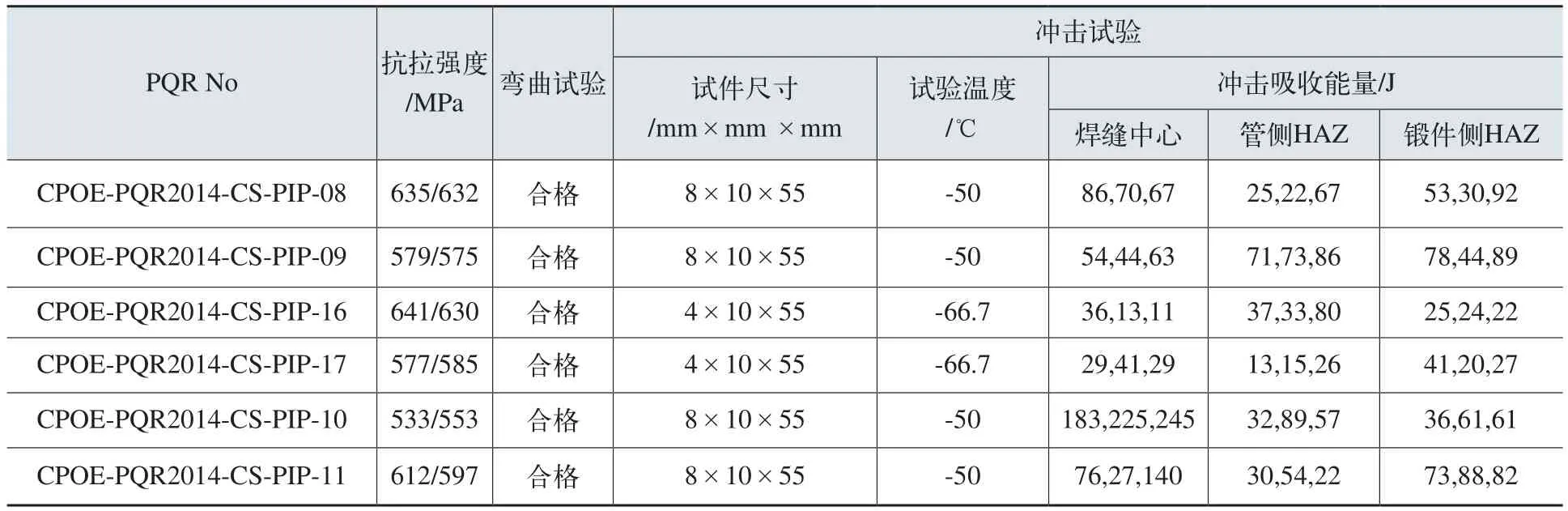
表7

表8
不銹鋼母材、焊接接頭金相顯微組織如圖5所示。母材的組織為均勻奧氏體,焊縫組織為奧氏體+少量的鐵素體,鐵素體含量<4FN。

5. 焊接效率和焊接合格率分析
為滿(mǎn)足YAMAL項(xiàng)目的建造進(jìn)度,在進(jìn)行工藝管線(xiàn)的焊接工藝評(píng)定時(shí),不僅進(jìn)行了脈沖MIG填充和蓋面的焊接工藝評(píng)定,還進(jìn)行了手工焊填充和蓋面的焊接工藝評(píng)定。我們分別進(jìn)行了低溫碳鋼兩種規(guī)格試件的焊接工藝評(píng)定,即:φ355.6mm×12.7mm和φ219.1mm×5.8mm,不銹鋼也進(jìn)行了兩種規(guī)格試件的焊接工藝評(píng)定,即:φ219.1mm×10.31mm 和φ219.1mm×5.8mm,并分別進(jìn)行了2G和5G位置的焊接,同時(shí)對(duì)手工焊和脈沖MIG填充和蓋面的焊接時(shí)間進(jìn)行了統(tǒng)計(jì),脈沖MIG焊填充和蓋面的焊接效率是手工焊的兩倍左右。焊接效率與焊接位置和管壁厚度有關(guān),管壁越厚,脈沖MIG焊的焊接效率越高,5G位置的焊接效率優(yōu)勢(shì)大于2G位置的。在焊接合格率方面,采用脈沖MIG焊的工藝評(píng)定試件全部合格,采用手工焊的則出現(xiàn)了一些焊接缺陷。
6. 結(jié)語(yǔ)
脈沖MIG的焊接工藝通過(guò)了YAMAL項(xiàng)目業(yè)主和第三方的認(rèn)可,已成功用于YAMAL項(xiàng)目低溫碳鋼管線(xiàn)、不銹鋼管線(xiàn)和深冷管線(xiàn)的焊接,焊接效率比焊條電弧焊的焊接效率提高了一倍左右,焊接一次合格率也明顯提高,可達(dá)到99%。




圖 4


圖 5
20150307
作者簡(jiǎn)介:王志堅(jiān)等,中國(guó)石油集團(tuán)海洋工程有限公司。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
甘肅教育(2020年14期)2020-09-11 07:57:42
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
時(shí)代英語(yǔ)·高二(2015年1期)2015-03-16 00:08:11
