蒙乃爾合金UNS N04400焊接質(zhì)量控制
2015-02-23 07:20:08于吉俊張興忠桑梓心魏樂
金屬加工(熱加工) 2015年6期
于吉俊 張興忠 桑梓心 魏樂
蒙乃爾合金UNS N04400焊接質(zhì)量控制
于吉俊 張興忠 桑梓心 魏樂
【摘要】通過對蒙乃爾合金UNS N04400管道焊接技術(shù)、焊接管理要素進(jìn)行優(yōu)化控制,確保最終獲得良好的焊縫質(zhì)量,確定了該類管道的焊接方法、工藝參數(shù)以及焊接過程中的質(zhì)量控制措施,應(yīng)用于40萬t/a輕石腦油異構(gòu)化裝置工藝管道的安裝,積累了UNS N04400管道焊接經(jīng)驗,給類似管道的施工提供了借鑒和參考。
蒙乃爾合金UNS N04400是一種在石油化工、化學(xué)、制藥等工業(yè)領(lǐng)域用途較廣、綜合性能較好的耐腐蝕鎳基合金,此合金在氫氟酸和氟氣介質(zhì)中具有優(yōu)異的耐蝕性。此外,對熱濃堿液也有優(yōu)良的耐蝕性,其重要特征是一般不易產(chǎn)生應(yīng)力腐蝕裂紋,具有很高的強(qiáng)韌性及良好的冷、熱加工和切削性能。40萬t/a輕石腦油異構(gòu)化裝置中,UNS N04400壓力管道的焊接是本裝置焊接難點和重點。由于UNS N04400是從美國進(jìn)口,焊材從日本進(jìn)口,余量不多,所以需要嚴(yán)格的質(zhì)量控制,以避免返工造成材料不足,拖延施工周期,造成不必要的經(jīng)濟(jì)損失。
1. 焊接質(zhì)量控制措施
(1)焊工選擇 焊工需按照《特種設(shè)備焊接操作人員考核細(xì)則》的有關(guān)規(guī)定,取得相關(guān)焊接項目資質(zhì)。優(yōu)先選用近年焊接合格率一直保持優(yōu)良、參加過多種材質(zhì)焊接,經(jīng)驗豐富而且不銹鋼焊接技能熟練的焊工。安排焊工練習(xí),熟悉蒙乃爾合金焊接材料,掌握焊接技能,經(jīng)考試合格后,焊工才可持證上崗。
(2)焊接設(shè)備 選用檢查合格的ZX7—400STG高頻氬弧焊機(jī),此類焊機(jī)可以高頻起弧、衰減收弧,避免了傳統(tǒng)焊機(jī)在焊接UNS N04400材質(zhì)時容易出現(xiàn)的焊接缺陷。
(3)焊接材料選擇和控制 依據(jù)合格的焊接工藝評定報告,焊絲選用ERNi Cu—7、φ2.5mm,焊條ENiCu—7、φ2.5mm。焊條烘烤合格后方能使用,ENiCu—7焊條烘干溫度為250℃,恒溫1~2h,120~150℃保溫待用。現(xiàn)場施工時,焊工必須配有合格的焊條筒,焊條筒需具備良好的保溫效果,焊接時取出焊條后應(yīng)及時蓋好焊條筒。焊工嚴(yán)格按照焊接技術(shù)交底的要求使用焊接材料,技術(shù)質(zhì)量人員現(xiàn)場檢查焊材的使用,避免誤用焊材。
(4)焊接環(huán)境管理 當(dāng)焊接環(huán)境條件達(dá)到下列情況時,應(yīng)采取措施方可施焊:相對濕度>90%;風(fēng)速>2m/s(氬弧焊),風(fēng)速>8m/s(焊條電弧焊)。
(5)焊縫組對 焊縫組對應(yīng)注意以下幾點:第一,焊縫坡口的準(zhǔn)備、焊接程序應(yīng)執(zhí)行焊接工藝指導(dǎo)書的有關(guān)規(guī)定。UNS N04400坡口加工采用機(jī)械加工,使用不銹鋼專用砂輪片進(jìn)行打磨,坡口形式如圖1所示。
第二,施焊前需用角向磨光機(jī)(≤φ100mm的管件,內(nèi)表面用軸向磨光機(jī)),將坡口內(nèi)外兩側(cè)表面20mm范圍內(nèi)的油漆、銹、污垢及毛刺等對焊接有害雜物清除干凈,且不得有裂紋、夾層等缺陷;如用等離子切割管道,必須除去坡口表面的氧化皮、熔渣,并將凹凸不平處打磨平整。打磨好后用丙酮清洗坡口及兩側(cè)30mm區(qū)域。
第三,焊口組對要求包括:①為避免附加應(yīng)力的產(chǎn)生,施焊前嚴(yán)禁強(qiáng)行組對。②管道組成件對接環(huán)焊縫組對時,應(yīng)使內(nèi)壁平齊,其錯邊量不應(yīng)超過壁厚的10%,且應(yīng)符合下列規(guī)定:質(zhì)量檢查等級為1級的管道≤1mm,其他級別的管道≤2mm。本次施工管道質(zhì)量檢查等級為1級管道,因此錯邊量控制要求非常嚴(yán)格(≤0.55mm),對組對要求非常高。
第四,焊縫應(yīng)盡可能在活動口位置焊接完成,減少固定口數(shù)量,以降低焊接難度。最后固定口位置宜設(shè)置在管道的垂直固定口位置,需要重點考慮的是氬弧焊打底時充氬保護(hù)的難易程度。
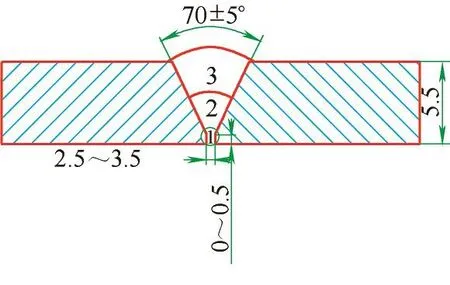
圖1
(6)焊接質(zhì)量控制要點 第一,焊接時,不論采用手工鎢極氬弧焊還是焊條電弧焊,引弧時應(yīng)在坡口內(nèi)進(jìn)行,嚴(yán)禁在坡口外引弧。
第二,采用“過橋”定位焊;焊接接近定位焊部位時,打磨清除定位焊部位。
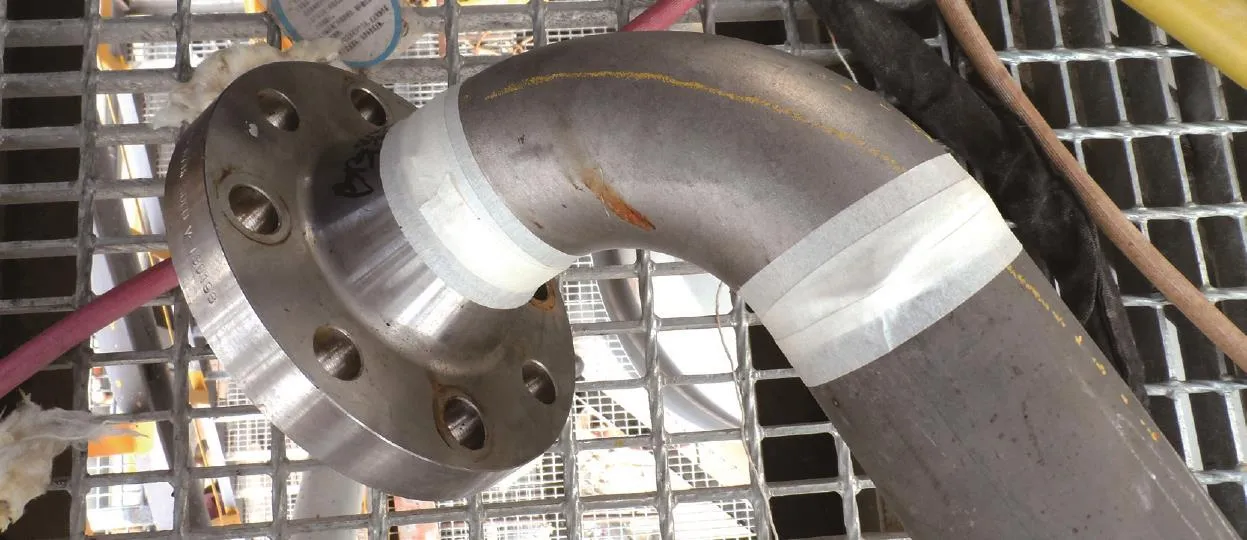
圖2
第三,氬弧焊打底時,需要在管道內(nèi)部進(jìn)行有效的充氬保護(hù),避免焊縫根部高溫氧化現(xiàn)象。充氬保護(hù)類似于不銹鋼氬弧焊打底進(jìn)行的充氬保護(hù),管道內(nèi)部的焊縫兩側(cè)使用海綿封閉,氬氣出口設(shè)置在海綿中心,焊縫的外面使用封口膠布進(jìn)行密封(見圖2),形成充氬室。布置充氬室應(yīng)綜合考慮,充氬室空間應(yīng)盡可能小,以獲得良好的充氬保護(hù)效果,氬氣流量為8~12L/min,充氬后開始焊接的時間根據(jù)充氬室空間大小確定。充氬保護(hù)效果的好壞可依據(jù)以下經(jīng)驗進(jìn)行判斷:內(nèi)側(cè)焊縫出現(xiàn)五彩顏色,則充氬保護(hù)效果良好;內(nèi)側(cè)焊縫出
現(xiàn)光滑的淺黑色,則充氬保護(hù)效果正常;內(nèi)側(cè)焊縫出現(xiàn)燒枯現(xiàn)象,則充氬保護(hù)效果不好,需要打磨清除已經(jīng)焊接的部位。充氬保護(hù)效果對蒙乃爾合金焊縫根部質(zhì)量有重要影響,而焊縫根部質(zhì)量對焊縫質(zhì)量有決定性影響。
第四,氬弧焊打底接近完成時,應(yīng)使用手電筒檢查內(nèi)部的焊縫根部質(zhì)量,確認(rèn)外觀質(zhì)量良好,充氬保護(hù)效果正常后再焊接封閉剩余焊縫,“觀察窗”焊縫段宜設(shè)置在容易獲得良好外觀質(zhì)量位置。
第五,氬弧焊打底后,進(jìn)行焊縫填充焊接時,應(yīng)根據(jù)打底層的厚度靈活選擇是否進(jìn)行充氬保護(hù)焊縫根部,避免焊縫根部在填充焊接時產(chǎn)生高溫氧化現(xiàn)象。
第六,收弧時應(yīng)使弧坑飽滿,每個收弧處均應(yīng)該進(jìn)行打磨,以清除收弧熱裂紋等缺陷,確認(rèn)無缺陷后再繼續(xù)焊接。
第七,焊接參數(shù)選擇如附表所示。手工鎢極氬弧焊進(jìn)行打底層的焊接時,從兩定位焊縫中間起焊,采用小擺動操作,確保兩側(cè)熔合良好,背面成形高度保證在1~2mm之間。同時應(yīng)避免鎢極與焊絲、坡口表面相碰,以防焊縫夾鎢,影響焊縫內(nèi)部質(zhì)量。焊條電弧焊時,宜采用短弧連續(xù)焊,不宜使用滅弧焊,以避免因未掌握滅弧焊技術(shù)而使熔池部位產(chǎn)生缺陷。填充及蓋面焊道采用小擺動操作,層間清理要徹底,各層道之間接頭應(yīng)相互錯開。焊接應(yīng)盡可能采用小電流、快速焊,嚴(yán)格控制好熱輸入。
第八,層間溫度應(yīng)控制在100℃以下,采用紅外線測溫儀檢測溫度,可以采用兩條焊縫同時焊接的方法,一條焊縫打底層焊完后焊接另一條焊縫的打底層,這樣既可控制層間溫度,又能保證焊接效率。
(7)焊后自檢焊后清理焊縫表面焊渣及飛濺,焊縫外形尺寸應(yīng)符合設(shè)計文件的要求,焊縫與母材應(yīng)圓滑過渡,焊縫和熱影響區(qū)表面不應(yīng)有裂紋、氣孔、弧坑和夾渣等缺陷,對有母材損傷、焊縫表面缺陷的,要修補(bǔ)和處理,并用不銹鋼鋼絲刷將焊縫表面刷干凈。
(8)焊后標(biāo)識 焊后用對管道無害的記號筆標(biāo)識焊工號、焊縫號、焊接日期和管線號等有效數(shù)據(jù)。
2. 其他質(zhì)量控制措施
(1)管道隔離采用對管道無害的木板等軟材料進(jìn)行隔離,管道安裝后應(yīng)注意防止其他管道切割、焊接時的飛濺物對其造成污染,所有接觸管道的工具應(yīng)使用不銹鋼材質(zhì)。
(2)管內(nèi)清潔度控制管段封堵前進(jìn)行檢查,確認(rèn)達(dá)到清潔度后,全部管口進(jìn)行封閉。管道現(xiàn)場安裝前,逐件檢查和清除管道內(nèi)部的砂土及其他雜物,管道施工中每個焊縫組對前都要進(jìn)行清潔度檢查,確保安裝管道的清潔度符合要求。
UNS N04400的焊接,只要從人、機(jī)、料、法、環(huán)五個環(huán)節(jié)從嚴(yán)進(jìn)行質(zhì)量控制,控制好每個細(xì)節(jié),就能焊接出質(zhì)量優(yōu)良的焊接接頭。UNS N04400焊接接頭如圖3所示。
3. 結(jié)語
該焊接質(zhì)量控制措施應(yīng)用于我單位承接的40萬t/a輕石腦油異構(gòu)化裝置中工藝管道的安裝,材質(zhì)為DN80SCH4067Ni—30Cu ASTM B165 N0440,管道長約20m,規(guī)格φ88.9mm×5.5mm,焊縫總數(shù)12道,共進(jìn)行RT檢測36張,合格36張,焊接一次合格率100%,焊縫質(zhì)量符合設(shè)計要求。裝置于2013年12月交付使用,目前裝置運行狀況良好,產(chǎn)品質(zhì)量合格,用戶滿意。

焊接參數(shù)

圖3
20150223
作者簡介:于吉俊等,中國石油天然氣第六建設(shè)公司。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
