14MnMoNbB高強度鋼焊縫延遲裂紋的產生及改進措施
2015-02-23 07:20:16張海燕郭建霞
金屬加工(熱加工) 2015年6期
張海燕 郭建霞
14MnMoNbB高強度鋼焊縫延遲裂紋的產生及改進措施
張海燕郭建霞

【摘要】介紹了14MnMoNbB高強度鋼與Q235B碳鋼厚板焊接后焊縫發生延遲裂紋,對其進行原因分析并改進工藝措施,滿足了焊接質量要求。
1. 概述
14MnMoNbB鋼屬于低合金高強度鋼中的低碳調質鋼,這種鋼既具有較高的強度,又有良好的塑性和韌性,所以在工程焊接結構中的應用日益廣泛,對其焊接方面的研究也越來越多。下面就我公司將此材料應用于產品過程中出現的焊接延遲裂紋及改進措施進行詳述。
2. 延遲裂紋的產生
我公司加工的零部件是將14MnMoNbB高強度鋼與碳鋼Q235B進行焊接,焊接接頭形式如圖1所示。
采用的焊接的方法是氣體保護焊,保護氣體是80%Ar+20%CO2混合氣,焊前進行了預熱處理,預熱溫度為150 ~200℃,一切均按焊接工藝評定的規范進行。
但在工件經過2~3天噴漆完畢后發現在對接磨平焊縫位置出現了延遲裂紋,如圖2所示。
3. 原因分析及修復方案
經分析,根據14MnMoNbB鋼自身對焊前預熱、層間溫度等焊接要求苛刻的特點,此次出現的延遲裂紋應該是焊接時因熱輸入高而焊后冷卻速度較快所致,因此應從減緩焊后的冷卻速度方面改進工藝。
依據延遲裂紋的原因分析,制訂了開裂焊縫的修復方案,具體如下:
第一,使用碳弧氣刨清除焊縫裂紋,至無裂紋為止。
第二,焊前利用烤把對焊縫位置及周圍金屬進行預熱,至工件表面溫度150~200℃,如圖3所示。
第三,按照焊接操作規范對焊縫進行多層焊接。
第四,焊后使用多層石棉布覆蓋在施焊焊縫表面進行緩冷,如圖4所示。
第五,緩冷至環境溫度后對焊縫磨平,放置2天后進行焊縫表面著色滲透探傷檢測。
經過對修復的焊縫進行表面著色滲透探傷檢測,焊縫未發現裂紋,如圖5所示。
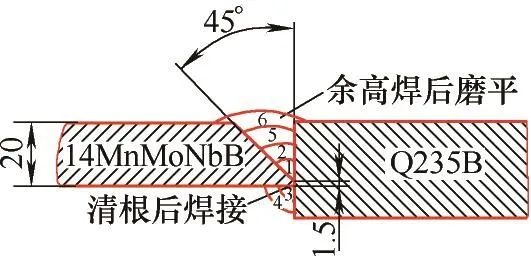
圖 1
圖 2

圖3 焊前預熱

圖4 焊后緩冷

圖5 焊縫滲透探傷檢測
因此,20mm厚14MnMoNbB
鋼與碳鋼Q235B的焊接,采用焊后緩冷工藝措施對焊縫避免產生延遲裂紋有很好的作用。
4. 改進焊接工藝
后續在焊接14MnMoNbB鋼與碳鋼Q235B工件的焊縫時,按照減緩焊后冷卻速度的要求,增加了工件焊后使用石棉布等覆蓋焊縫表面降至環境溫度的環節。
改進后的焊接操作工藝:
第一,兩工件點焊后首先對焊縫位置及周圍金屬進行焊前預熱,至工件表面溫度150~200℃。
第二,按照焊接參數進行多層焊,焊接參數:第1層打底焊,焊接電流180~200A,電弧電壓20~22V,焊接速度25~35 cm/min,Ar+CO2混合氣體流量20~25L/min;第2~6層,焊接電流220~260A,電壓22~26 V,焊接速度25~35 cm/min,Ar+CO2混合氣體流量20~25L/ min。
第三,焊接完畢后立即使用多層石棉布等覆蓋在焊縫及周圍金屬表面,以降低焊縫冷卻速度。
第四,待冷卻到環境溫度后去掉石棉布等,按照圖樣要求打磨焊縫表面余高,并進行焊縫的滲透探傷檢測。
經過跟蹤多臺產品,自改進工藝方法后,未再發生焊縫延遲裂紋的現象。隨后此工藝納入14MnMoNbB鋼的焊接操作規程中。
5. 結語
通過增加焊后緩冷的工藝措施,解決了14MnMoNbB鋼與碳鋼Q235B厚板焊接后的延遲裂紋的問題。
20140803
作者簡介:張海燕等,保定天威電氣設備結構有限公司工程師。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
