解決HT350氣缸蓋試壓漏水問題
2015-02-23 07:19:16李兆軍王鵬楊承雁賈志明桑偉韓小偉曹澍
金屬加工(熱加工) 2015年5期
李兆軍,王鵬,楊承雁,賈志明,桑偉,韓小偉,曹澍
解決HT350氣缸蓋試壓漏水問題
李兆軍,王鵬,楊承雁,賈志明,桑偉,韓小偉,曹澍

1. 概述
氣缸蓋是柴油機的關鍵部件之一,它集潤滑、冷卻、進排氣為一體,因而對鑄件質量要求非常嚴格。在產品投入生產后,由于氣缸蓋試壓漏水造成的廢品率非常高,達到70%左右,成為影響氣缸蓋質量的難題,為盡快解決氣缸蓋試壓漏水的問題,從生產工藝的各個方面認真細致的分析,進行了一系列的試驗,最終取得了良好的效果,降低了廢品率,本文將從鑄造工藝和材料應用上進行分析和解決。
出現缺陷的位置非常有規律,那就是大部分漏水的部位都在氣缸蓋的斜油孔處和導管孔處,這些地方都是鑄件的熱節處,很容易出現縮松缺陷。通過對氣缸蓋漏水部位的解剖分析,用肉眼無法發現缺陷的存在,通過著色無損檢測發現了缺陷的位置和大小,但已經浪費了大量人力、物力,因此縮松缺陷對產品質量構成了很大影響。
氣缸蓋的縮松缺陷屬于微觀縮松,是因此處冷卻速度慢,造成組織得不到鐵液補充而產生縮松缺陷,現對原工藝進行分析。
在鑄造工藝上,采用呋喃樹脂自硬砂造型,型砂強度為1.0MPa,采用2t/h感應電爐熔煉,wC=2.9%~3.2%,wS i=1 . 7 %~2 . 0 %,wM n=0.75%~1.0%,wP<0.05%,wS<0.08%,澆注溫度1380~1390℃。斜油孔處刷了激冷涂料和放置了0.3mm厚的錫鐵皮,在其上方有直徑200mm、高460mm的冒口,導管孔處刷了激冷涂料并有高150mm的錫鐵皮包著。從內澆道布置上看,靠近熱節處澆道薄,可以說工藝上已經考慮了消除熱節縮松缺陷問題。
2. 縮松缺陷產生原因分析
(1)鐵液的澆注溫度過高鐵液的澆注溫度高,會造成鑄件在凝固收縮期產生縮松缺陷,尤其是厚大件,氣缸蓋重達550kg,熱節處直徑達70mm,極易產生縮松缺陷。
(2)激冷涂料厚度不夠激冷涂料應該隨熱節的大小增加其涂層厚度,操作者一般刷涂厚度為0.3mm,偏薄。
(3)冒口補縮效果不理想 雖用保溫冒口,但很有可能造成對熱節的補縮不夠。
(4)錫鐵皮的高度不夠從漏水的位置上看,漏水位置是在從氣缸蓋上平面下35mm處,正是在錫鐵皮上方。
3. 解決措施
(1)刷厚含碲激冷涂料碲是一種強力加大金屬液過冷度的元素。碲涂料的使用可以使該部位的鐵液快速凝固,使此處的組織致密,防止試壓時漏水,且隨著厚度的增加而加強,涂料刷涂厚度可達1mm,從而最大限度地增大激冷效果。
(2)冷鐵激冷在中間孔對著斜油孔處加冷鐵,厚度為15mm。使用冷鐵,可以改變溫度場的分布。隨著冷鐵的激冷,鑄件的凝固過程加快,在鑄件進入石墨化膨脹的過程中,可以提高自補縮效果,在熱節處增加冷鐵,可以消除由于熱節處的鐵液過熱而產生的縮松、縮孔缺陷。在鑄件熱節的上方增加冒口,下面設置冷鐵,形成上熱下冷的溫度場分布,有利于順序凝固過程中的補縮。
(3)采用保溫冒口增加冒口的尺寸,變為直徑為240mm、高500m m的保溫冒口(見附圖),并加上適量的發熱劑。按照均衡凝固的原則,冒口不必晚于鑄件凝固,冒口在鑄件凝固點來臨時,及時關閉補縮通道,
通過鑄件的石墨化膨脹實現自補縮。在改進的過程中,經過總結以前的生產經驗,冒口根部設計成直徑為100mm,這樣可以減少冒口對鑄件的熱影響,在鑄件熱收縮時及時提供補縮鐵液,在鑄件凝固石墨化膨脹時,冒口的補縮通道已經堵死,增強了鑄件的自補縮能力,提高鑄件的品質。并且,這種工藝實現了連接壁-熱節-冒口的順序凝固,完全可以消除熱節縮松。
(4)控制含磷量從化學成分化驗數據可以看出,有一些缸蓋的wP>0.05%,且這些缸蓋大部分都漏水。從有關資料可知,極低的含磷量對氣缸體和氣缸蓋的致密性來說是關鍵的,在采用優質生鐵的同時,嚴格控制回爐料和廢鋼質量。
(5)加強孕育處理控制孕育過度也會造成鑄件滲漏。孕育能提高鐵液凝固時石墨形核的程度,即會增加共晶團的數目。共晶團數目的增多會導致凝固過程中在鑄型上的共晶膨脹力的增大,其結果是導致不致密鑄件的出現。不致密的形式為內部縮松和外部縮陷兩種。內部縮松使鑄件在試壓時表現為滲漏。因此,在稱量時力求準確,并保證在鐵液量的2/3時加入。
(6)加高砂箱考慮到鑄鐵件自身的膨脹對產生縮松缺陷有著重要的影響,我們把氣缸蓋的上箱加高至640mm,大大提高了砂箱的剛度,阻擋了鑄件在凝固過程時的膨脹。
4. 結語
通過一段時間對氣缸蓋試壓跟蹤,改進后的氣缸蓋共打壓30件,漏一件,漏水率由原來的70%降到現在的3.3%,已經達到預期的目標,從中也獲得了寶貴的經驗。作者簡介: 李兆軍、王鵬、楊承雁、賈志明、桑偉、韓小偉、曹澍,淄博柴油機總公司。
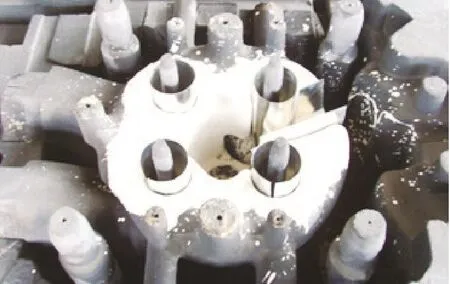
氣缸蓋冒口應用
20150128