Q420qD起重吊鉤的工藝優化
2015-02-23 07:19:39梁濤辛永木
金屬加工(熱加工) 2015年5期
梁濤,辛永木
Q420qD起重吊鉤的工藝優化
梁濤,辛永木

【摘要】Q420qD材料是起重吊鉤用鋼,屬低碳合金鋼。按照標準規定熱處理為鍛后正火+回火或調質。在我們生產實踐過程中,工件正火+回火處理后檢測連體試棒時有力學性能不合格現象。選用調質處理進行試驗,獲得的綜合力學性能比正火+回火要高很多,這是由于在調質過程中,工件表層發生索氏體轉變,而內層比正火的珠光體轉變組織要細小,從而細化晶粒,使工件力學性能得到提高,滿足了使用要求,提高了起重吊鉤的使用安全系數,因此生產中我們優選熱處理工藝為調質。
我公司生產的S級起重吊鉤,按GB10051—2010《起重吊鉤》標準規定,選用Q420qD吊鉤專用鋼,其化學成分符合GB/ T 714—2008《橋梁用結構鋼》(見表1),Q420qD中wMn=1.0% ~1.7%。參照《中國材料工程大典,第2卷,鋼鐵材料工程(上)》中表6.1-1,按化學成分劃分為非合金鋼、低合金鋼、合金鋼,可將其歸到低合金鋼類,屬于低碳低合金鋼系列。
該產品吊鉤有效尺寸為100m m(見圖1),按G B/T 10051—2010《起重吊鉤》中規定的S級(材料選Q420qD)鍛造生產,采用正火+回火或調質。主要工藝流程為:鍛造→粗加工→熱處理→精加工。熱處理技術要求:連體試棒距外表面r/3處取縱向試樣,屈服強度ReL≥410MPa,抗拉強度Rm≥540MPa,斷后伸長率A≥19%,斷面收縮率Z≥50%,-20℃沖擊吸收能量KV2≥47J。
1. 熱處理方法
針對標準GB/T 10051—2010中規定的該鋼種制作的吊鉤熱處理狀態為正火+回火或調質態,分別對其進行工藝試驗,優選熱處理工藝。工件經920℃正火空冷+550℃回火后檢測連體試棒的力學性能,由于正火冷卻速度受氣候及出爐后的擺放等因素影響,工件的力學性能數據很不穩定,其中屈服強度數值剛剛達到技術要求,且時常出現屈服強度檢測結果稍低于要求的情況,易產生不合格品(見表2)。
據《金屬材料缺陷檢測實例及缺陷金相圖譜》介紹,屈服強度低的原因與工件淬火后的硬度和回火后的硬度都有關系,特別是淬火硬度對屈服強度的影響很大。按照這一思路,Q420qD吊鉤加熱后,加大冷卻速度會影響工件的屈服強度,因此我們初步推斷正火空冷與調質相比較,采用調質處理會顯著提高工件的力學性能。
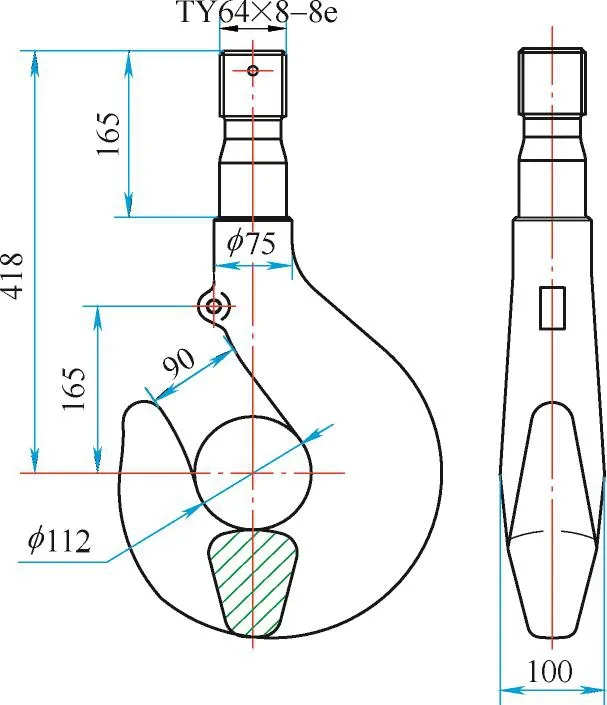
圖1 熱處理時工件示意

表1 Q420qD 化學成分(質量分數)(%)
我們知道,工件冷卻速度越快,奧氏體轉變過冷度越大,轉變產物組織越細小,工件就會得到更好的性能。當低碳鋼工件尺寸在100mm左右時,受尺寸效應的影響,當工作環境溫度較高及
工件擺放緊密時,工件正火冷卻速度(尤其是工件內層)就會降低,正火時析出大量的塊狀鐵素體,從而影響工件的力學性能。
許多資料中對低碳合金鋼的強韌化都有詳細的論述,低碳合金鋼直接淬火獲得低碳馬氏體,低碳馬氏體具有高強度、高韌性相結合的綜合力學性能,低碳鋼進行低碳馬氏體強化是發揮其強韌性潛力的有效途徑,淬火后獲得低碳馬氏體,再經高溫回火獲得索氏體組織,大大提高了工件的塑性和韌性,從而使工件獲得良好的綜合力學性能。
結合上述分析,我們對該產品進行調質處理的工藝試驗。調質處理工藝過程如圖2所示,920℃保溫奧氏體化后用10%鹽水冷卻,520℃回火出爐水冷,將工件的表面硬度控制在28~32HRC,在吊鉤連體試坯上,距外表面r/3處按技術要求取縱向力學性能試樣,檢測結果見表2所示。
2. 試驗結果
由表2可見,經調質處理后,Q420qD材料的屈服強度平均值比正火處理高145MPa(屈服強度提高了36%),抗拉強度也相應得到了提高。經兩種工藝試驗結果對比可見,調質后工件強化效果十分顯著,從而提高了工件使用的安全系數。
提高鋼的強度、韌性等主要通過控制鋼的化學成分、顯微組織形態、固態形變和晶粒細化等來實現,其中晶粒細化是強化、韌化綜合效果最好且消耗資源最少的技術措施。本文中所述吊鉤調質過程中,淬火冷卻介質采用10%鹽水,淬火時工件表面及內層冷卻速度相比正火冷卻速度大大提高,且冷卻速度受環境溫度影響小,此時工件內層由奧氏體轉變的組織析出鐵素體量減少,共析體變細(相比于工件采用正火工藝),產生的淬火組織細小,再經高溫回火后得到細小均勻的調質組織,從而對工件產生強化作用,提高工件的力學性能。
3. 結語
在生產實踐中,我們針對兩種熱處理工藝進行了多爐次的工藝試驗,經對比后優選調質作為Q420qD吊鉤的熱處理工藝,使工件表面硬度提高,表面耐磨性優于正火處理的吊鉤,取樣部位(工件內層)由于得到細小的組織,綜合力學性能比正火處理要高,調質工件的整體安全性能優于正火+回火的工件。
相比于正火工藝,采用調質工藝大大提高了熱處理合格率,杜絕了熱處理返工現象。
參考文獻
[1] 中國鋼鐵工業協會.GB/T 714—2008橋梁用結構鋼[S]. 北京:中國標準出版社,2009.
[2] 干勇,等.中國材料工程大典,第2卷,鋼鐵材料工程,上冊[M].北京:化學工業出版社,2006:295.
[3] 全國起重機械標準化技術委員會.GB/T 10051.1~10051.5—2010起重吊鉤[S].北京:中國標準出版社,2011.
[4] 郝清月.金屬材料缺陷檢測實例及缺陷金相圖譜[M].北京:中國知識出版社, 2006:383.
[5] 閆肅.低碳鋼鐵素體晶粒超細化技術[J].金屬熱處理,2005(10).
[6] 潘健生,胡明娟.熱處理工藝學[M].北京:高等教育出版社,2009.
[7] 馬鵬飛,李美蘭.熱處理技術[M].北京:化學工業出版社,2008.
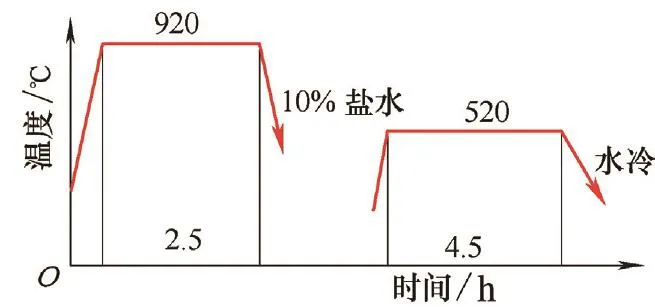
圖2 調質工藝曲線

表2 力學性能檢測結果對比
20150114
作者簡介:梁濤、辛永木, 巨力索具股份有限公司。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03