延伸公差位置度檢測方法研究
2015-03-06 07:13:02席大佛王永恒
黑龍江科學 2015年1期
席大佛,王永恒
(中航工業東安質量保證部,哈爾濱 150066)
1 概述
幾何公差標注是產品幾何技術規范系列標準中重要的標準鏈環,涉及形狀、位置和跳動公差的標注,規定了基本概念、基本要求和相應的定義和解釋。其中位置度的公差類型為位置公差,表示符號:。測量方法常采用三坐標測量機完成。本文主要對某型機進氣機匣孔位置度帶有延伸要求的檢測方法進行解讀及評價。
2 檢測任務
進氣機匣待測量孔位置度的基本結構如圖1所示。該Φ3.5的孔為傾斜孔,孔右端距離右側端面為129.6mm,距離進氣機匣中心線為74.5mm,孔徑中心線與進氣機匣中心線水平夾角為25°。對于孔口,有該孔中心線至流道的延伸位置度要求:由于該孔所處的位置比較特殊,采用普通的加工方法難以實現。結合工廠實際情況,采用電脈沖加工Φ3.5的孔,能夠達到良好的效果。延伸公差帶的限定范圍只包括被測要素的延伸部分,不包括被測要素本身。一般用于帶有裝配要求的部位,以避免裝配干涉。對于評定基圓的形成,有如下評價方式:
第一,最小區域評定基圓M Z C I:包容圓度輪廓,且半徑差為最小的兩同心圓。
a.外最小區域評定基圓:實體之外的最小區域的評定基圓。
b.內最小區域評定基圓:實體之內的最小區域評定基圓。
c.平均最小區域評定基圓:最小區域評定基圓的算術平均圓。
第二,最小二乘評定基圓LSCI:使各局部圓度偏差平方和為最小的圓。
第三,最小外接評定基圓MCCI:外接圓度輪廓的最小可能圓。
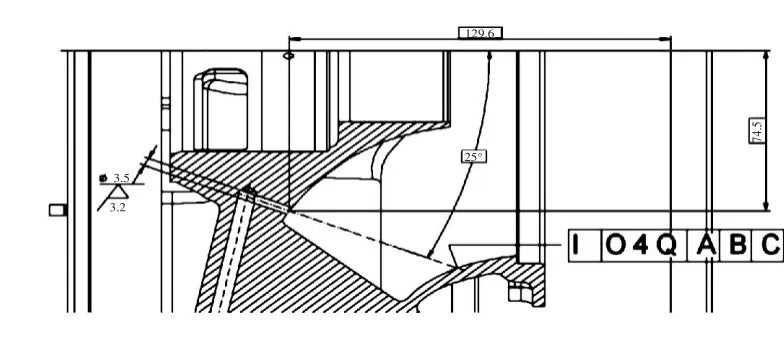
圖1 Φ3.5孔的位置度要求Fig.1 Location requirements of the 3.5 hole
然而被測要素的延伸部分和被測要素本身有著不可分割的關系,為了在實際測量中具有可操作性,有如下幾種方案可供選擇:
方案1∶直接測量交點位置。根據已知條件計算出孔口中心線與流道交點位置坐標,采集該點的實際位置點,與理論位置點進行比較,所得差值經過處理即為延伸公差的位置度要求。
方案2∶在Φ3.5孔內插入量棒,進行測量。要求該量棒能夠和內孔有一定緊度,保證在測量時不至于因為測量力施加在量棒上而產生松動,影響測量結果的準確性。
方案3∶測量轉換。將對孔的延伸公差要求的位置度進行轉換,采用其他等同的、易測量的方法,評定出位置度。
針對以上方案,方案1主要關注的是交點位置,而交點位置的得出是根據由前期理論計算所得出的。測量該點的實際位置坐標而忽略了Φ3.5孔的實際狀態,該點的合格與否只能證明流道上的該點是否滿足設計要求,并不能說明Φ3.5孔的任何狀態。故方案1予以否決。對于方案2,可以測量到量棒延伸出孔口部分的位置度t',延伸出的量棒位置度可用如下方法確定:首先確定Φ3.5孔距離流道的距離L(如圖2所示),量棒被測部位至孔口距離L',則待測量的位置度為∶
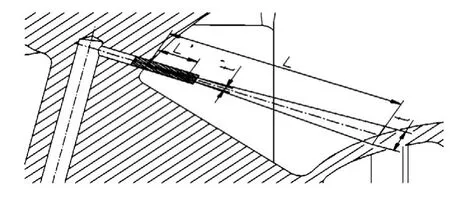
圖2 延伸量棒的位置度確定Fig.2 The determination of the position of the rod degree atelongation stick
在實際測量應用中,評價量棒L'位置處的位置度。此種方法具有較強的操作性。對于方案3,需進行測量轉換,在此提供一種具有可操作的方法:如圖3所示,采用方案2中,在Φ3.5孔內插入量棒,對量棒中心線與水平線的夾角進行評定。若其夾角控制在25°±α,即評定為合格。此種方法也得到較好的應用,可與方案2相互校驗。量棒的偏差角度α為:
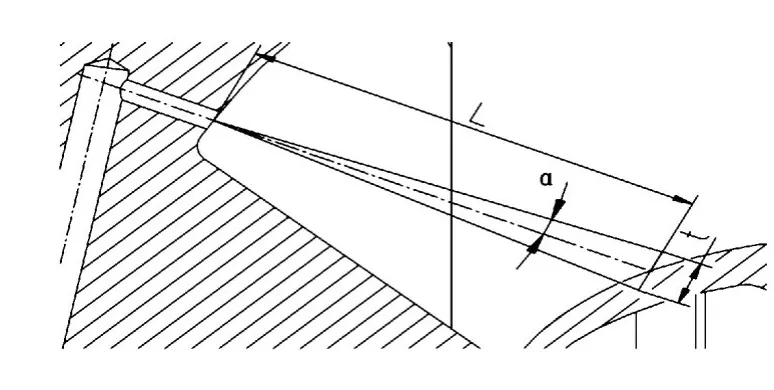
圖3 位置度轉換Fig.3 Conversion of the location
3 結論
本文針對某型號進氣機匣中出現的帶有延伸公差要求的孔位置度測量方法進行論述,并對測量過程中可采用的方案進行詳細論證,從中篩選出合理、經濟的測量方法,保證產品檢測的準確性,使其能夠滿足產品檢測生產要求。
[1] 全國產品幾何技術規范標準化技術委員會.產品幾何技術規范(GPS)國家標準應用指南[M].北京:中國標準出版社,2010.
[2] 《航空發動機檢驗技術手冊》編委會.航空發動機檢驗技術手冊:上[K].北京:航空工業出版社,2008.
[3] 李在田.檢測技術手冊[K].北京:國防工業出版社,1994.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21