CuMnNiCo釬料釬焊MGH956合金接頭組織及力學(xué)性能研究
2015-03-07 04:34:34李小強(qiáng)敖敬培李子陽屈盛官
材料工程 2015年5期
關(guān)鍵詞:界面
李小強(qiáng),敖敬培,李子陽,李 力,屈盛官
(華南理工大學(xué) 國家金屬材料近凈成形工程技術(shù)研究中心,廣州 510640)
?
CuMnNiCo釬料釬焊MGH956合金接頭組織及力學(xué)性能研究
李小強(qiáng),敖敬培,李子陽,李 力,屈盛官
(華南理工大學(xué) 國家金屬材料近凈成形工程技術(shù)研究中心,廣州 510640)
采用自制的CuMnNiCo釬料對氧化物彌散強(qiáng)化(ODS)合金MGH956進(jìn)行釬焊實(shí)驗,分析了釬焊過程中各種組織的形成過程,研究了不同的釬焊溫度對接頭組織和性能的影響。結(jié)果表明:在1000~1050℃保溫20min工藝下釬焊MGH956合金,均可獲得良好的釬焊成形效果,釬焊接頭由釬縫中心區(qū)的Cu-Mn基固溶體和兩側(cè)擴(kuò)散反應(yīng)區(qū)的Fe-Mn基固溶體組成,并含有三種不同的化合物相。釬焊溫度為1030℃和1050℃時,接頭的室溫拉伸斷裂發(fā)生在釬縫中心處,斷口主要呈沿晶脆性斷裂特征。釬焊溫度的提高使沿晶界分布的脆性(Mn,Ni)-Si相減少,有利于改善釬焊接頭強(qiáng)度,釬焊接頭的室溫抗拉強(qiáng)度最高可達(dá)到母材強(qiáng)度的75%。
ODS合金;釬焊;銅基釬料;接頭組織
MGH956合金是采用機(jī)械合金化方法制造的氧化物彌散強(qiáng)化(Oxide Dispersion Strengthened, ODS)高溫合金,它與常規(guī)高溫合金中強(qiáng)化相在高溫下溶于基體不同,其強(qiáng)化相Y2O3質(zhì)點(diǎn)具有很好的熱穩(wěn)定性,在高溫下不溶于基體且呈均勻彌散分布,使得這類材料同時具有高溫力學(xué)性能好、高溫抗氧化和抗腐蝕性能優(yōu)異的綜合優(yōu)勢。目前,該材料在一些發(fā)達(dá)國家的航空、航天以及能源等領(lǐng)域已得到應(yīng)用[1-3]。ODS合金MGH956作為一種新型結(jié)構(gòu)材料,為了擴(kuò)大其應(yīng)用,有必要解決其焊接問題。ODS合金原則上不能采用熔焊方法連接,這是因為熔焊會導(dǎo)致合金中彌散分布的氧化物質(zhì)點(diǎn)與液體金屬發(fā)生分離,破壞合金原有的組成和結(jié)構(gòu),從而削弱材料的高溫性能。相比之下,當(dāng)采用釬焊工藝連接這類材料時,由于母材沒有被加熱到液態(tài),基本上保持了ODS合金原有的組織結(jié)構(gòu),因此是解決該合金連接的一種較為有效的途徑[4-6]。
目前國內(nèi)外有關(guān)MGH956合金釬焊連接的報道較少,已有報道中用于釬焊該合金的釬料主要是鎳基釬料,而采用銅基釬料的研究鮮見報道。采用鎳基釬料釬焊該合金時,釬焊溫度較高,對母材的溶解量較大,氧化物質(zhì)點(diǎn)和孔洞在基體附近區(qū)域會發(fā)生聚集和長大,對接頭性能產(chǎn)生一定的弱化影響[7,8];且鎳基釬料極脆,一般以粉末狀供應(yīng),難以適應(yīng)裝配式精密釬焊的要求。針對MGH956合金焊接接頭應(yīng)用溫度不太高的環(huán)境,若采用銅基釬料,一方面由于銅基釬料具有適中的熔化溫度,可有效減少釬焊過程對ODS合金母材的影響;另一方面銅基釬料的加工性能較好,易制備成箔帶狀,能滿足大多數(shù)釬焊場合的使用[9]。本工作采用自制的CuMnNiCo釬料釬焊連接MGH956合金,分析釬焊過程中各種組織的形成過程,并研究焊接工藝對接頭組織和性能的影響。
1 實(shí)驗材料與方法
1.1 母材
實(shí)驗采用的母材是由機(jī)械合金化方法制備的MGH956合金板材,基體成分為Fe-Cr-Al固溶體,彌散分布有第二相強(qiáng)化粒子Y2O3,其化學(xué)成分如表1所示。母材的室溫抗拉強(qiáng)度為720MPa。

表1 MGH956合金的化學(xué)成分(質(zhì)量分?jǐn)?shù)/%)
1.2 釬料
實(shí)驗采用的釬料是自主研制的Cu-Mn-Ni-Co合金,箔狀,厚度為0.15mm。釬料的化學(xué)成分及其熔化溫度如表2所示。在Cu-Mn合金基礎(chǔ)上,添加適量Ni,Co等熱強(qiáng)元素,可有助于提高釬料合金的高溫強(qiáng)度;添加微量Fe可提高釬料對鐵基ODS合金的潤濕性;添加微量B,Si則可降低釬料的熔點(diǎn),改善對母材的浸潤性。因MGH956合金中含有3.75%(質(zhì)量分?jǐn)?shù),下同)~5.75%的Al,在高溫下易生成氧化膜,而導(dǎo)致釬料難于潤濕母材,因此在釬焊時采用釬劑FB302。

表2 CuMnNiCo釬料的化學(xué)成分及其熔化溫度
1.3 釬焊工藝
MGH956合金板材經(jīng)線切割制成20mm×20mm×1.5mm尺寸的試樣,釬焊前采用180,360,600#和800#砂紙對母材釬焊面逐級打磨,并與釬料一起浸泡在丙酮中進(jìn)行超聲波清洗。將釬劑FB302調(diào)成膏狀涂于釬焊面,釬料置于兩釬焊面間組裝成對接接頭,并采用夾具進(jìn)行裝配定位。將裝配好的試樣置于釬焊爐內(nèi),在15kPa高純氬氣保護(hù)下進(jìn)行釬焊連接實(shí)驗。根據(jù)釬料的熔化溫度以及預(yù)先的鋪展性實(shí)驗結(jié)果,釬焊溫度選擇1000,1030℃和1050℃,保溫時間均為20min,保溫后斷電,試樣隨爐冷卻。
采用萬能材料試驗機(jī)(CMT5105)測試釬焊試樣的抗拉強(qiáng)度,結(jié)果取3次實(shí)驗的平均值。采用金相顯微鏡(DMI 5000M)、環(huán)境掃描電子顯微鏡(Quanta200)、能譜分析儀(Inca 300)等分析試樣接頭的界面、組織成分和斷口形貌,其中用于金相分析的釬焊接頭采用4%硝酸高鐵酒精溶液進(jìn)行腐蝕,MGH956母材則采用10% HNO3+10% HF+80% H2O溶液進(jìn)行腐蝕。
2 實(shí)驗結(jié)果與分析
2.1 接頭微觀組織分析
1000,1030℃和1050℃三種釬焊溫度獲得的接頭微觀組織如圖1所示。圖中左右兩側(cè)是MGH956母材,中間則是由以釬料合金為主的固溶體和兩側(cè)母材元素擴(kuò)散到釬料合金中形成的化合物組成的釬縫中心區(qū)(表示為Ⅰ區(qū))。由于釬焊過程中釬料元素向母材擴(kuò)散并與母材發(fā)生作用,因此在靠近釬縫的兩側(cè)鄰近母材區(qū)域各形成一個擴(kuò)散反應(yīng)區(qū)(表示為Ⅱ區(qū))。因而釬焊接頭由釬縫中心Ⅰ區(qū)和兩側(cè)擴(kuò)散反應(yīng)Ⅱ區(qū)組成。
2.1.1 釬縫中心區(qū)
釬縫中心區(qū)的主要相構(gòu)成為:以釬料合金為主的固溶體基體以及分別位于晶界處和接合界面附近的兩種不同的化合物。釬焊過程中,隨著溫度的升高,釬料逐漸熔化并填滿縫隙。由于液固界面兩側(cè)有濃度梯度存在,在成分?jǐn)U散驅(qū)動力作用下,釬料元素向固態(tài)母材發(fā)生擴(kuò)散,使得靠近釬縫的母材合金成分改變,特別是易擴(kuò)散元素B,Si向母材擴(kuò)散而導(dǎo)致母材熔點(diǎn)降低,母材發(fā)生溶解,進(jìn)入釬縫與釬料元素混合。保溫過程中母材與釬料相互作用加強(qiáng),母材溶解量增加,釬料元素擴(kuò)散深度增大。在隨后的降溫過程中,液態(tài)釬料依附于未熔化的母材以胞狀形式向釬縫中心生長,凝固之后形成釬縫基體組織[10]。對不同釬焊溫度下釬縫中心區(qū)的基體組織進(jìn)行能譜分析,結(jié)果如表3所示,結(jié)合Cu-Mn-Ni三元相圖[11,12],推斷釬縫基體組織為Cu-Mn基固溶體,并固溶有Ni,Fe,Co元素。
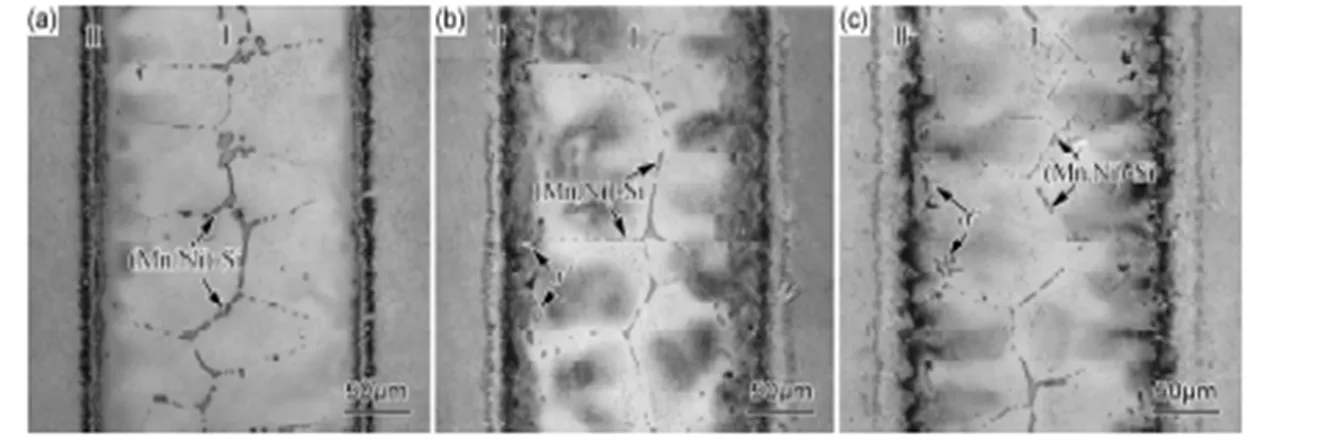
圖1 不同釬焊溫度獲得的接頭微觀組織 (a)1000℃;(b)1030℃;(c)1050℃Fig.1 Microstructures of the joint brazed at different temperatures (a)1000℃;(b)1030℃;(c)1050℃

表3 釬縫中心區(qū)的基體組織能譜分析
如圖1所示,釬縫中心區(qū)中主要存在兩種化合物相。一種位于晶界處,沿晶界斷續(xù)分布,該相在釬縫中心的晶界處較多,圖2(a)為其放大圖。在釬縫凝固過程中,隨著胞狀組織的生長,液/固界面不斷向釬縫中央部位推進(jìn),析出的富余溶質(zhì)也隨之不斷推進(jìn),當(dāng)胞狀前沿或胞與胞之間溝槽處的液相中合金元素濃度富集到一定程度時,便凝固生成化合物相。其能譜分析結(jié)果如表4所示,結(jié)合Mn-Ni-Si三元相圖[11],推斷該化合物相為Mn,Ni的脆性硅化物(Mn,Ni)-Si相,并含有Cu,Co,Fe元素[2]。隨著釬焊溫度的升高,釬料中的元素擴(kuò)散能力加強(qiáng),有利于降低晶界處Mn,Ni和Si元素的含量。由圖1可見,隨釬焊溫度的升高釬縫中心區(qū)的(Mn,Ni)-Si脆性相逐漸減少。
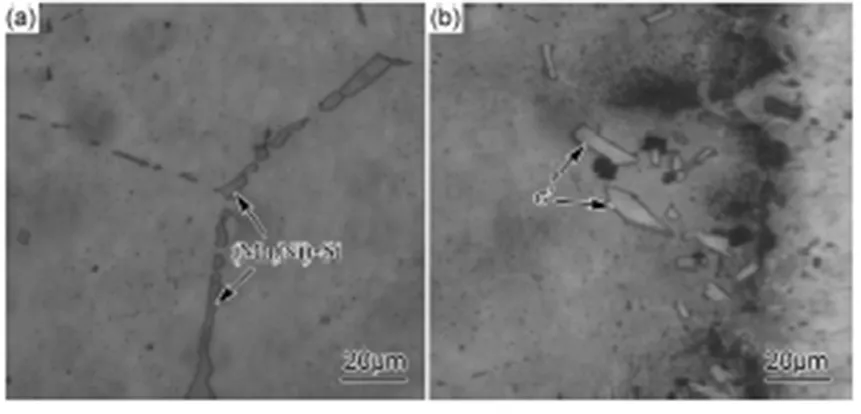
圖2 釬縫中心區(qū)的兩種化合物相(1050℃,20min) (a)(Mn,Ni)-Si相;(b)σ′相Fig.2 Two compounds in the central zone of seam brazed at 1050℃ for 20min (a)(Mn,Ni)-Si phase;(b)σ′ phase

Brazingtemperature/℃PhaseMassfraction/%MnNiSiCuCoFeCr1000(Mn,Ni)?Si37.5533.8410.268.989.37--1030(Mn,Ni)?Si36.4632.859.939.397.963.41-1050(Mn,Ni)?Si35.7032.458.1411.985.985.75-1000--------1030σ′25.992.97-4.544.9323.0538.521050σ′24.812.24-5.303.8224.4539.38
另一種化合物相呈塊狀,主要分布在釬料與母材的接合界面附近,如圖1(b),(c)和圖2(b)所示。能譜分析結(jié)果(見表4)表明,該化合物相主要含有Cr,Mn,Fe。由此推斷該化合物相形成于母材向釬縫中溶解和擴(kuò)散過程中。由于Cr在釬料中的擴(kuò)散能力較差,因而優(yōu)先在接合界面附近生成Cr,Mn和Fe的金屬間化合物σ′相[13]。釬焊溫度為1000℃時,母材溶解較少,釬縫中心區(qū)未發(fā)現(xiàn)有σ′相形成。隨著釬焊溫度的升高,σ′相在接合面附近形成,并呈逐漸增多、長大和向釬縫中央推移的趨勢。
(1)故意編制虛假資料,高估冒算。由于關(guān)系業(yè)主與施工單位的切身利益,必須高度重視,避免給后續(xù)的竣工結(jié)算審計帶來不必要的麻煩。現(xiàn)實(shí)中,很多工程承包方唯利是圖,編制的竣工結(jié)算書缺頁少項,故意編制實(shí)際并未發(fā)生的項目資料。
2.1.2 擴(kuò)散反應(yīng)區(qū)
從圖1可以看出,隨著釬焊溫度的升高,釬料中的元素擴(kuò)散加劇,擴(kuò)散反應(yīng)區(qū)厚度隨之明顯增加。擴(kuò)散反應(yīng)層區(qū)主要由基體和分布在其中的針狀相構(gòu)成。對擴(kuò)散反應(yīng)層區(qū)的基體組織進(jìn)行能譜分析,如表5所示。MGH956母材含有20%的Cr,為α-Fe組織合金。釬焊過程中,在濃度梯度的驅(qū)動下,釬料中與γ-Fe無限固溶且在Fe中擴(kuò)散能力較強(qiáng)的Mn元素向母材發(fā)生顯著擴(kuò)散[9];同時,母材的溶解導(dǎo)致母材中Cr元素含量下降。在這兩者的作用下,使得靠近釬縫的母材合金中γ相區(qū)顯著擴(kuò)大,γ-Fe固溶體的轉(zhuǎn)變溫度下降。同時,增寬γ-Fe固溶體的存在區(qū)域使得Mn,Ni,Co,Cu在Fe合金中溶解度增大,最終形成溶解有Ni,Co,Cu,Cr的Fe-Mn基固溶體組織。該基體組織中存在一種化合物相,呈針狀,如圖3所示。其能譜分析見表6,結(jié)合Fe-Cr二元相圖[14]可知,該針狀化合物為Fe,Cr的金屬間化合物σ相,其產(chǎn)生于800~500℃的固相擴(kuò)散過程中,很難隨釬焊溫度的升高而擴(kuò)散消失。
2.1.3 焊接缺陷

表5 擴(kuò)散反應(yīng)區(qū)的基體組織能譜分析

圖3 擴(kuò)散反應(yīng)區(qū)的化合物相(1050℃,20min)Fig.3 Compound in the diffusion reaction zone brazed at 1050℃ for 20min

Brazingtemperature/℃PhaseMassfraction/%FeCrMnNi1000σ39.9552.695.781.581030σ38.9550.018.652.391050σ36.9346.9411.444.69
對釬焊接頭進(jìn)行金相觀察,發(fā)現(xiàn)釬縫中存在少量微孔型缺陷,且多位于釬料合金與母材的連接界面附近,如圖4(a)所示,這與張勝等的研究結(jié)果相似[2]。對微孔處的能譜分析(見圖4(b))可知,在這些微孔缺陷處富集了Al和Y。根據(jù)母材的成分以及釬焊連接特點(diǎn)推測微孔產(chǎn)生的原因,有以下兩方面:(1)采用機(jī)械合金化制備的MGH956合金,在高能球磨過程中會吸附少量氣體并殘留在基體中,這些氣體在釬焊過程中釋放進(jìn)入液態(tài)金屬中而形成氣孔。(2)在釬焊連接過程中,連接界面處母材發(fā)生少量溶解,由母材溶解析出的彌散強(qiáng)化相Y2O3顆粒和母材表面剝落的Al2O3顆粒一起進(jìn)入釬縫的液態(tài)金屬區(qū)。這些氧化物顆粒熱穩(wěn)定性好,熔點(diǎn)高,不容易在液態(tài)金屬中溶解、潤濕。在隨后的冷卻凝固過程中,由于其線膨脹系數(shù)與周圍金屬不同,在這些顆粒聚集處產(chǎn)生了殘余應(yīng)力,制備金相試樣時氧化物顆粒在研磨過程中脫落而形成微孔。
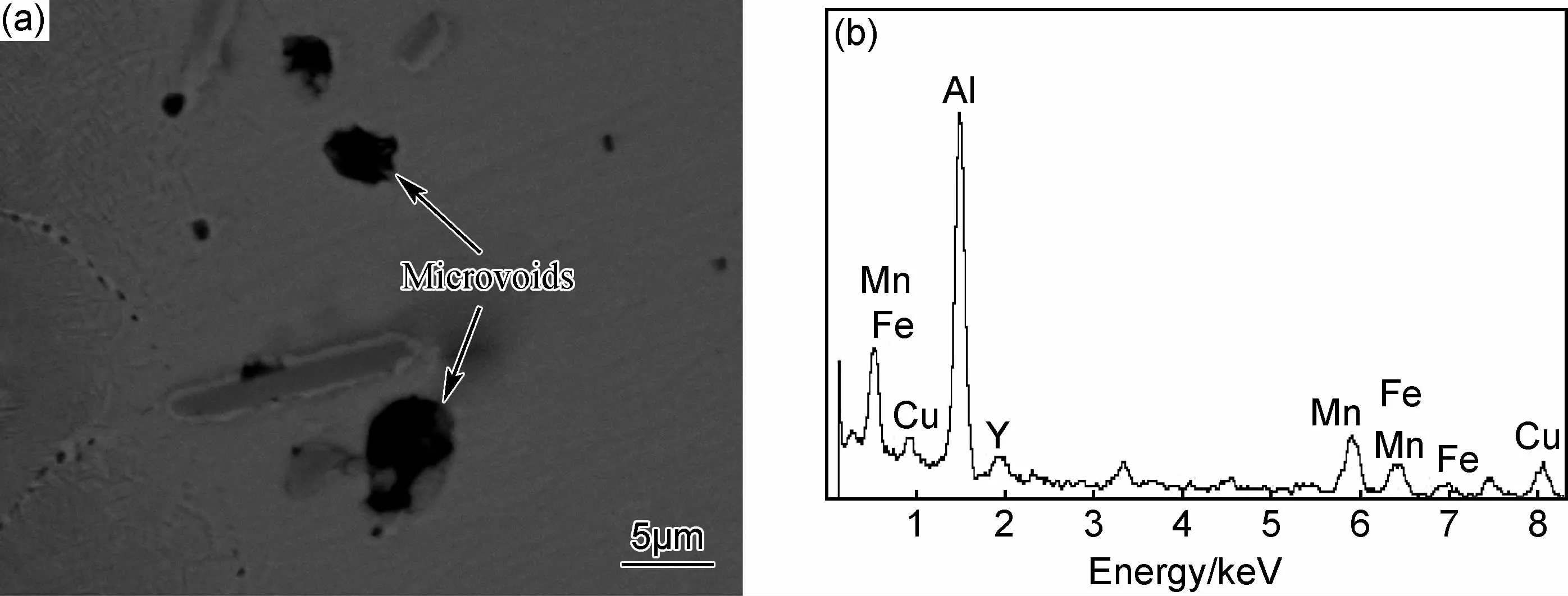
圖4 釬縫中的微孔缺陷及其能譜分析(1050℃,20min) (a)微孔形貌;(b)能譜圖Fig.4 Microvoids in the seam brazed at 1050℃ for 20min and its EDS analysis (a)microvoid morphology;(b)EDS spectrum
2.2 力學(xué)性能分析
采用CuMnNiCo釬料在不同釬焊溫度下對MGH956合金進(jìn)行釬焊對接,接頭室溫抗拉強(qiáng)度及斷裂位置如表7所示。可以看出,隨著釬焊溫度的升高,室溫下釬焊接頭的抗拉強(qiáng)度先逐漸提高后降低,斷裂位置從釬料與母材的接合界面向釬縫中心轉(zhuǎn)移。
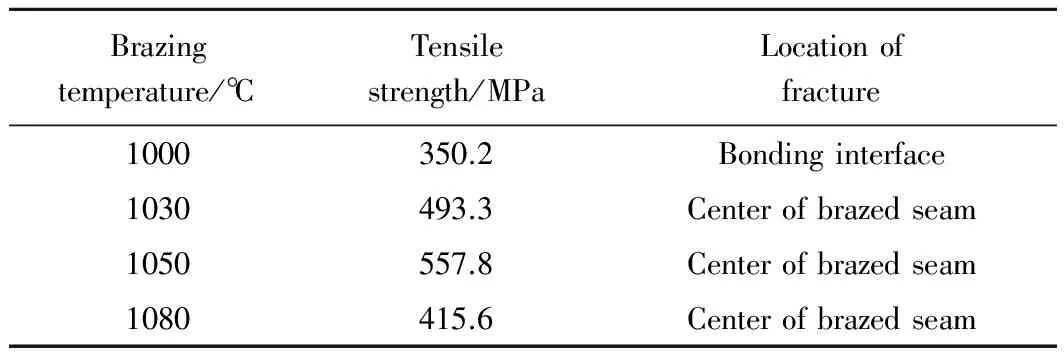
表7 不同釬焊溫度下釬焊接頭室溫抗拉強(qiáng)度
釬焊溫度直接影響元素的擴(kuò)散能力和接頭的冶金結(jié)合效果,釬焊溫度為1000℃時,元素的長程擴(kuò)散能力較弱,兩側(cè)擴(kuò)散反應(yīng)區(qū)較窄(見圖1(a)),沒有形成足夠數(shù)量的Fe-Mn基固溶體,界面冶金結(jié)合較弱,接頭強(qiáng)度較差,試樣斷裂在釬料與母材之間的連接界面處,釬焊接頭抗拉強(qiáng)度只有350.2MPa;隨著釬焊溫度的升高,母材與釬料中元素的長程擴(kuò)散能力增強(qiáng),以致接頭兩側(cè)擴(kuò)散反應(yīng)區(qū)逐漸增厚(見圖1(b),(c)),F(xiàn)e-Mn基固溶體數(shù)量增多,界面冶金結(jié)合能力增強(qiáng),試樣斷裂在釬縫中心處。特別是在1050℃釬焊溫度下釬縫中心區(qū)和擴(kuò)散反應(yīng)區(qū)之間的界面線呈明顯鋸齒狀(見圖1(c)),有效增大了結(jié)合界面面積,釬料與母材間具有更好的冶金結(jié)合。同時,釬焊溫度的升高使釬縫中心沿晶界分布的脆性物(Mn,Ni)-Si相數(shù)量減少且尺寸縮小,有利于提高釬焊接頭強(qiáng)度,當(dāng)釬焊溫度為1050℃時,釬焊接頭抗拉強(qiáng)度達(dá)到557.8MPa,約為母材強(qiáng)度的75%。但進(jìn)一步提高溫度則會因溫度過高而造成釬料的流失,從而導(dǎo)致釬縫難于填滿而形成較大的孔洞缺陷(見圖5),反而削弱接頭的性能,因此當(dāng)釬焊溫度為1080℃時,其室溫抗拉強(qiáng)度下降到415.6MPa。

圖5 釬縫中的孔洞缺陷(1080℃,20min)Fig.5 Voids in the seam brazed at 1080℃ for 20min
2.3 斷口分析
圖6為1050℃保溫20min的釬焊工藝下獲得的接頭拉伸斷口形貌,釬焊溫度為1030℃時具有類似的斷口形貌。可以看出,接頭斷于釬縫中心處,斷裂失效源于釬縫中心Cu-Mn基體相晶界處斷續(xù)分布的脆性(Mn,Ni)-Si相。在拉應(yīng)力作用下,釬縫中心的脆性相與基體相因界面結(jié)合力相對較弱,而產(chǎn)生細(xì)小裂紋。應(yīng)力增大時裂紋沿兩相界面進(jìn)行擴(kuò)展,因脆性相在晶界處斷續(xù)分布且厚薄不均,當(dāng)裂紋擴(kuò)展到脆性相的薄弱或空缺處時,就會穿過或越過脆性相而在基體相內(nèi)擴(kuò)展,最終裂紋彼此連通而發(fā)生斷裂[15]。因此,斷口形貌主要呈現(xiàn)出沿晶脆性斷裂特征,部分區(qū)域呈穿晶斷裂特征。隨著釬焊溫度的升高,釬縫中心的脆性(Mn,Ni)-Si相減少,因而脆性相與釬縫基體相的結(jié)合界面減少,從而有利于改善釬焊接頭強(qiáng)度。
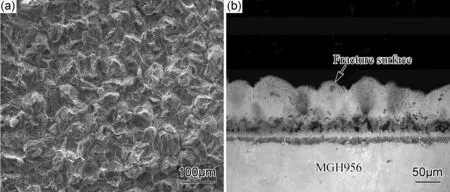
圖6 釬焊試樣的拉伸斷口(1050℃,20min) (a)斷口形貌;(b)斷口截面組織Fig.6 The tensile fracture appearance of the specimen brazed at 1050℃ for 20min (a)fracture morphology;(b)microstructure of the fracture section
3 結(jié)論
(1)采用CuMnNiCo箔狀釬料在1000~1050℃保溫20min工藝下釬焊MGH956合金,可獲得良好的釬焊成形效果。釬焊接頭由釬縫中心區(qū)和兩側(cè)擴(kuò)散反應(yīng)區(qū)組成。釬縫中心區(qū)的基體組織為Cu-Mn基固溶體,含有(Mn,Ni)-Si相和σ′相兩種不同的金屬間化合物;擴(kuò)散反應(yīng)區(qū)的基體組織為Fe-Mn基固溶體,含有化合物σ相。
(2)提高釬焊溫度,擴(kuò)散反應(yīng)區(qū)中Fe-Mn基固溶體增多,有利于釬料與母材的冶金結(jié)合;釬縫中心區(qū)中沿晶界分布的脆性化合物(Mn,Ni)-Si相應(yīng)減少,從而有利于改善釬焊接頭強(qiáng)度。在1050℃釬焊溫度下,釬焊接頭室溫抗拉強(qiáng)度達(dá)到母材的75%。但釬焊溫度進(jìn)一步提高到1080℃時,由于在釬縫中形成較大孔洞缺陷,強(qiáng)度反而下降。
(3)在1030℃/1050℃保溫20min釬焊工藝下,釬焊試樣室溫拉伸斷裂發(fā)生在釬縫中心處,主要沿晶界處Cu-Mn基體相和脆性(Mn,Ni)-Si相的界面進(jìn)行擴(kuò)展,斷口形貌主要呈現(xiàn)出沿晶脆性斷裂特征。
[1] 淮軍鋒, 郭萬林, 李天文, 等. 氧化物彌散強(qiáng)化高溫合金MGH 956的基本焊接性研究[J]. 材料工程, 2008, (9): 52-55.
HUAI Jun-feng, GUO Wan-lin, LI Tian-wen, et al. Weldabilities of the Oxide-dispersion-strengthened superalloy MGH956[J]. Journal of Materials Engineering, 2008, (9): 52-55.
[2] 張勝, 侯金保, 郭德倫, 等. MGH956合金TLP擴(kuò)散連接接頭組織分析[J]. 航空材料學(xué)報, 2003, 23(增刊): 104-108.
ZHANG Sheng, HOU Jin-bao, GUO De-lun, et al. Research on the microstructure of MGH956 superalloy TLP diffusion bonding joints[J]. Journal of Aeronautical Materials, 2003, 23(Suppl): 104-108.
[3] ZHANG C H, KIMURA A, KASADA R. Characterization of the oxide particles in Al-added high-Cr ODS ferritic steels[J]. Journal of Nuclear Materials, 2011, 417(1-3): 221-224.
[4] 任家烈, 吳愛萍. 先進(jìn)材料的連接[M]. 北京: 機(jī)械工業(yè)出版社, 2000. 77-78.
REN Jia-lie, WU Ai-ping. Joining of Advanced Materials[M]. Beijing: China Machine Press, 2000. 77-78.
[5] 謝偉峰, 雷玉成, 任聞杰. 等離子超聲電弧焊接MGH956合金激勵頻率的計算機(jī)優(yōu)化[J]. 航空材料學(xué)報, 2013, 33(1): 38-44.
XIE Wei-feng, LEI Yu-cheng, REN Wen-jie. Computer optimization of excitation frequency for plasma ultrasonic-arc welding of super alloy MGH956[J]. Journal of Aeronautical Materials, 2013, 33(1): 38-44.
[6] KHAN T I, AL-BADRI A. Reactive brazing of ceria to an ODS ferritic stainless steel[J]. Journal of Materials Science, 2003, 38(11): 2483-2488.
[7] SAHA R K, WEI S, KHAN T I. A comparison of microstructural developments in TLP diffusion bonds made using ODS Ni alloy[J]. Materials Science and Engineering: A, 2005, 406(1-2): 319-327.
[8] NOTO H, UKAI S, HAYASHI S. Transient liquid-phase bonding of ODS steels[J]. Journal of Nuclear Materials, 2011, 417(1-3): 249-252.
[9] ROY R K, SINGH S, GUNJAN M K. Joining of 304SS and pure copper by rapidly solidified Cu-based braze alloy[J]. Fusion Engineering and Design, 2011, 86(4-5): 452-455.
[10] 張勝, 侯金保, 郭德倫, 等. 鎳基合金中間層TLP連接MGH956合金接頭組織分析[J]. 航空制造技術(shù), 2007, (1): 84-86.
ZHANG Sheng, HOU Jin-bao, GUO De-lun, et al. Microstructure analysis of MGH956 superalloy joint TLP bonded with nickel based alloy interlayer[J]. Aeronautical Manufacturing Technology, 2007, (1): 84-86.
[11] VILLARS P, PRINCE A, OKAMTO H. Handbook of Ternary Alloy Phase Diagrams[M]. New York: ASM International, 1995. 5675-5683.
[12] ROY R K, PANDA A K, DAS S K, et al. Development of a copper-based filler alloy for brazing stainless steels[J]. Materials Science and Engineering: A, 2009, 523(1-2): 312-315.
[13] RAGHAVAN V. Cr-Fe-Mn(Chromium-Iron-Manganese)[J]. Journal of Phase Equilibria, 1994, 15(5): 530-531.
[14] USTINOVSHIKOV Y, PUSHKAREV B, IGUMNOV I. Fe-rich portion of the Fe-Cr phase diagram: electron microscopy study[J]. Journal of Materials Science, 2002, 37(10): 2031-2042.
[15] 周媛, 毛唯, 李曉紅, 等. BNi82CrSiB釬料釬焊DD6單晶合金接頭組織及力學(xué)性能研究[J]. 材料工程, 2007, (5): 4-6.
ZHOU Yuan, MAO Wei, LI Xiao-hong, et al. Microstructure and mechanical properties of single crystal superalloy DD6 joint brazed with BNi82CrSiB filler metal[J]. Journal of Materials Engineering, 2007, (5): 4-6.
Microstructure and Mechanical Property of MGH956Superalloy Joint Brazed with CuMnNiCo Filler Metal
LI Xiao-qiang,AO Jing-pei, LI Zi-yang,LI Li,QU Sheng-guan
(National Engineering Research Center of Near-net-shape Forming for Metallic Materials,South China University of Technology,Guangzhou 510640,China)
CuMnNiCo filler metal was developed to braze MGH956 oxide dispersion strengthened (ODS) superalloy. The microstructural evolution was analyzed during brazing. The effects of different brazing temperatures on microstructures and properties of the joints were investigated. The results show that sound joints can be obtained at 1000-1050℃ for 20min. The brazing joints consist of Cu-Mn based solid solution in the central zone of brazed seam and Fe-Mn based solid solution at the diffusion reaction zone of both sides of brazed seam, with formation of three different compounds. When brazed at 1030℃/1050℃, the room temperature (RT) tensile fracture of the joints occurs at the center of seam, exhibits mainly the intergranular brittle fracture feature. By increasing the brazing temperature to reduce (Mn,Ni)-Si brittle phase distributed along the grain boundary, the strength of brazed joints can be improved. The RT tensile strength of joint reaches up to about 75% of the base material.
ODS superalloy;brazing;copper based filler metal;joint microstructure
10.11868/j.issn.1001-4381.2015.05.004
TG454
A
1001-4381(2015)05-0021-06
2013-08-07;
2014-11-20
李小強(qiáng)(1972-),男,教授,博士生導(dǎo)師,主要從事異種金屬材料連接及粉末冶金方面研究,聯(lián)系地址:廣東省廣州市五山路華南理工大學(xué)機(jī)械與汽車工程學(xué)院(510640),E-mail:Lixq@scut.edu.cn
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
