平板焊接接頭裂紋擴展中殘余應力重分布的數值模擬
2015-03-12 06:50:44李良碧張沛心
電焊機 2015年8期
李良碧,張沛心,周 宏
(江蘇科技大學 船舶與海洋工程學院,江蘇 鎮江212003)
0 前言
焊接過程中,金屬受高溫融化產生了塑性變形,在冷卻時會產生較大的殘余應力。殘余應力與外載荷共同作用,可能會危害焊接結構的安全性。此外,焊接接頭的焊縫附近是焊接結構的疲勞熱點部位,較易產生疲勞裂紋。有裂紋的結構在承受交變載荷作用時,裂紋會發生擴展,從而導致焊接接頭的疲勞斷裂。焊接殘余應力會影響結構的疲勞行為,殘余應力場的存在會使焊接結構的疲勞裂紋擴展呈現出與非殘余應力場中擴展特性不同的一面[1]。另外,在交變載荷作用下,疲勞裂紋尖端會產生塑性區,其焊接殘余應力會不斷地松弛和釋放[2]。現有研究表明,基于焊接殘余應力影響的結構疲勞強度的評估相當復雜,主要是由于焊接殘余應力場在疲勞裂紋擴展過程中會發生重分布[3]。
目前,國內外已有相關學者對焊接殘余應力與疲勞裂紋擴展之間的關系進行了一些預測。其中,Barsoum等人[4]利用Forman公式求得考慮殘余應力影響的疲勞裂紋擴展速率,進而得到殘余應力場對疲勞裂紋壽命的影響;楊化仁等人[5]采用切割應力釋放法研究了殘余應力對疲勞裂紋擴展的影響,并測得了殘余應力隨裂紋長度變化的規律;但此類研究往往采用繁瑣的解析法或造價較高的實驗法,且針對高強度鋼平板焊接接頭裂紋擴展中殘余應力重分布的研究較少。因此,采用有限元模擬的方法,對高強度鋼平板接頭表面裂紋擴展中殘余應力的重分布進行數值模擬研究。本研究對于更加合理地理解殘余應力對裂紋結構疲勞強度的影響具有重要意義。
1 相關理論
1.1 焊接殘余應力數值模擬相關理論
由于焊接過程是金屬受熱、融化、冷卻等的一系列過程,隨著高溫熱源的移動以及焊后的快速冷卻,在焊縫及其附近不可避免地產生了復雜的殘余應力場。本研究采用ANSYS的熱分析模塊來模擬厚板多層多道焊的焊接過程,主要分為溫度場分析和殘余應力場分析兩個方面。
1.1.1 焊接溫度場
分析焊接過程中的溫度場變化是殘余應力場分析的前提。隨著熱源的移動,整個焊件的溫度隨著時間和空間變化,對于焊接材料內部任意一點的瞬態溫度 T(x,y,z,t)滿足以下微分方程[6]

1.1.2 焊接應力應變場
(1)焊接應力應變場是一個復雜的非線性問題,在熱彈塑性分析的基礎上,做以下假定[7]。
a.材料的屈服滿足Von Mises屈服準則;b.塑性區內的行為服從塑性流動準則和強化準則;c.彈性應變、塑性應變與溫度應變是不可分的;d.與溫度有關的力學性能、應力應變在微小的時間增量內線性變化。
(2)材料在塑性狀態的應力應變關系為

式中 [D]為彈性或彈塑性矩陣;{C}為與溫度有關的向量;{dσ}、{dε}和 dT 分別為單元的應力增量、應變增量和溫度增量。
(3)平衡方程。
每次溫度增加后,節點的位移增量{dδ}可由下列平衡方程求得

式中 [K]為集成總剛度矩陣;{dF}為總載荷向量。
(4)有限元求解過程。
熱彈性有限元分析時,首先將結構劃分成有限個單元,然后加上由溫度場計算出的溫度增量。每次溫度場增量加載完畢后,由式(3)的方程得到節點的位移增量 {dδ},由式(4)求得單元應變增量{dε},最終由式(2)求得單元應力增量{dσ}。

式中 [B]為聯系單元中應變與節點位移向量的矩陣。
1.2 疲勞裂紋擴展數值模擬相關理論
近年來,國內外諸多學者采用多種方法來預測疲勞裂紋擴展壽命。目前,在線彈性斷裂力學范圍內,應用最廣泛的方法依然是1963年Pairs和Erdogan在試驗基礎上提出的疲勞裂紋擴展規律公式,即Pairs公式[8]

式中 a為裂紋尺寸;N為應力循環次數;da/dN為裂紋擴展速率;C和m為裂紋擴展性能參數,由試驗確定;ΔK為應力強度因子幅度。

式中 Kmax、Kmin為裂紋處應力強度因子的最大值與最小值;f為結構幾何與裂紋尺寸的函數;Δσ為裂紋處應力幅值。
可用迭代法計算出裂紋穩定擴展階段的壽命

式中 a0初始裂紋尺寸;ac為裂紋尺寸。
2 完整平板對接接頭初始殘余應力的數值模擬
2.1 完整平板焊接接頭模型
平板焊接接頭采用Q345高強度鋼制造,由兩塊250 mm×125 mm×38 mm的鋼板對接焊接而成,其中焊縫尺寸為10 mm×250 mm×38 mm,其幾何模型及尺寸如圖1所示。坐標原點(0,0,0)設在焊接接頭左下角,坐標系如圖1所示,其中x軸垂直焊縫長度方向,y軸沿焊縫長度方向,z軸沿板厚方向。
根據文獻[9],由于平板焊接接頭在焊趾處較易萌生裂紋,因此將初始裂紋設在焊趾處,為半橢圓形表面裂紋,裂紋中心點(即裂紋與焊接接頭上表面相交形成的面的中心)的坐標為(135 mm,125 mm,38 mm),上表面如圖1所示。
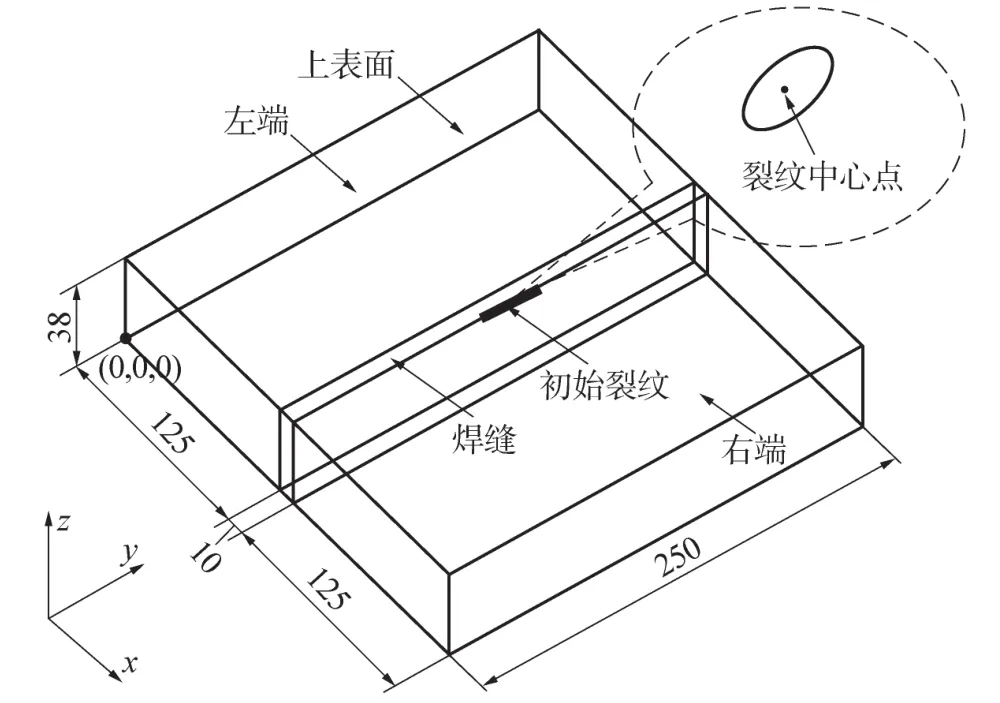
圖1 幾何模型及尺寸(單位:mm)
由于焊縫附近為研究的重點,因此在劃分網格時,細分焊縫附近的單元。由于模型的對稱性,在此僅列出圖1中左側鋼板加焊縫的有限元模型,如圖2所示。為方便表示殘余應力在各路徑下的變化曲線,將3條主要路徑定義為:路徑1與y軸平行,位于焊接接頭上表面沿焊縫長度(裂紋長度)方向且通過裂紋中心點,d1表示路徑1上某節點到裂紋中心點的距離;路徑2與x軸平行,位于焊接接頭上表面垂直焊縫長度方向且通過裂紋中心點,d2表示路徑2上某節點到裂紋中心點的距離;路徑3與z軸平行,并沿板厚(裂紋深度)方向且通過裂紋中心點,d3表示路徑3上某節點到裂紋中心點的距離(見圖 2)。
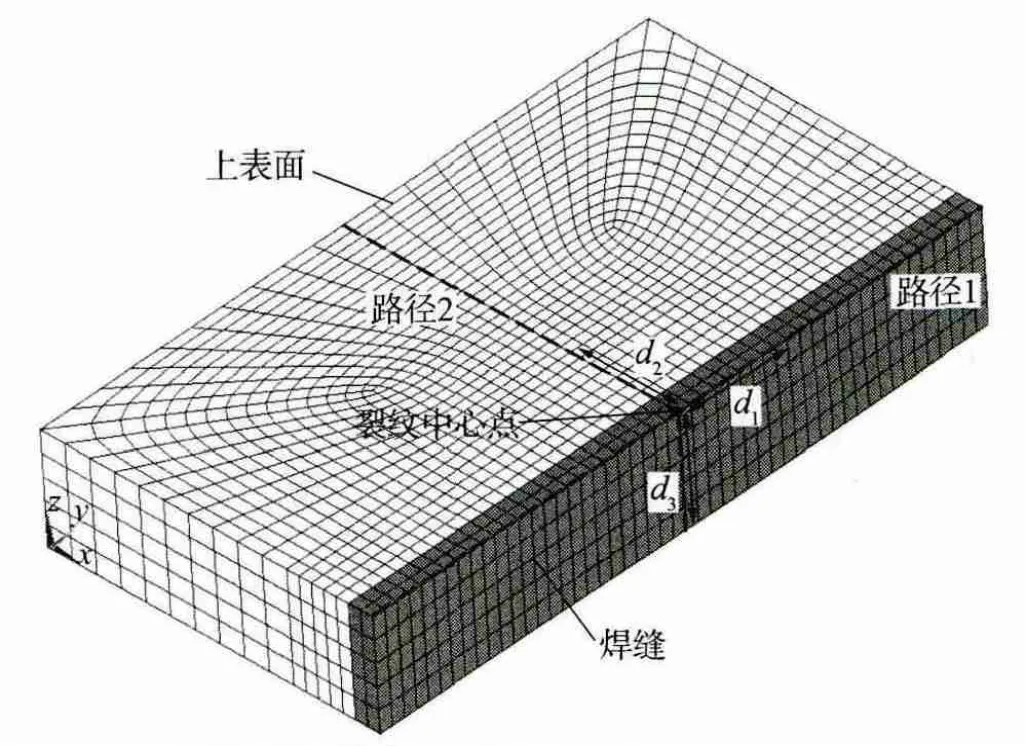
圖2 路徑的定義
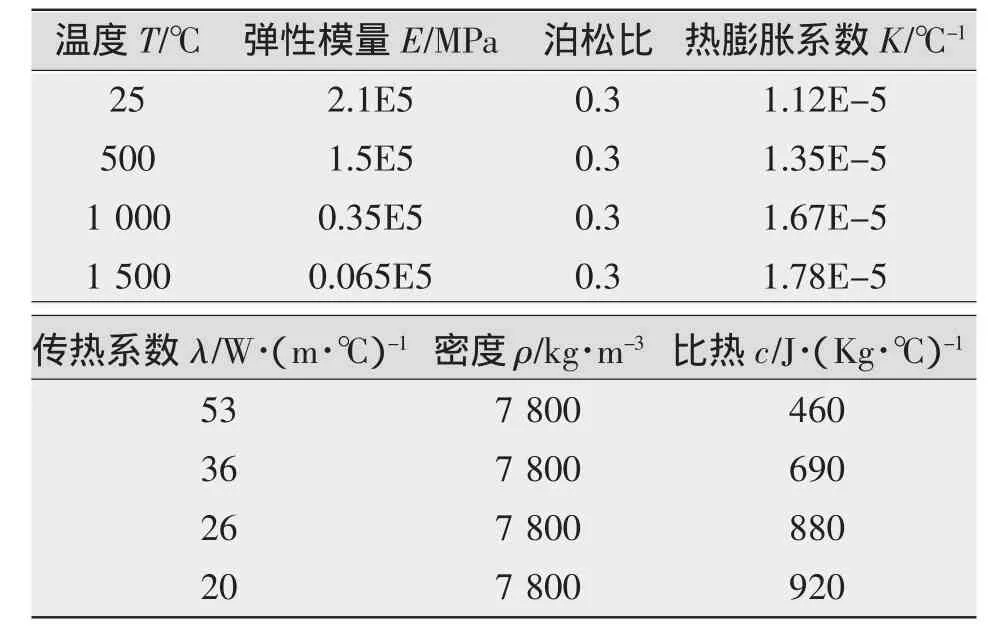
表1 Q345鋼的力學性能
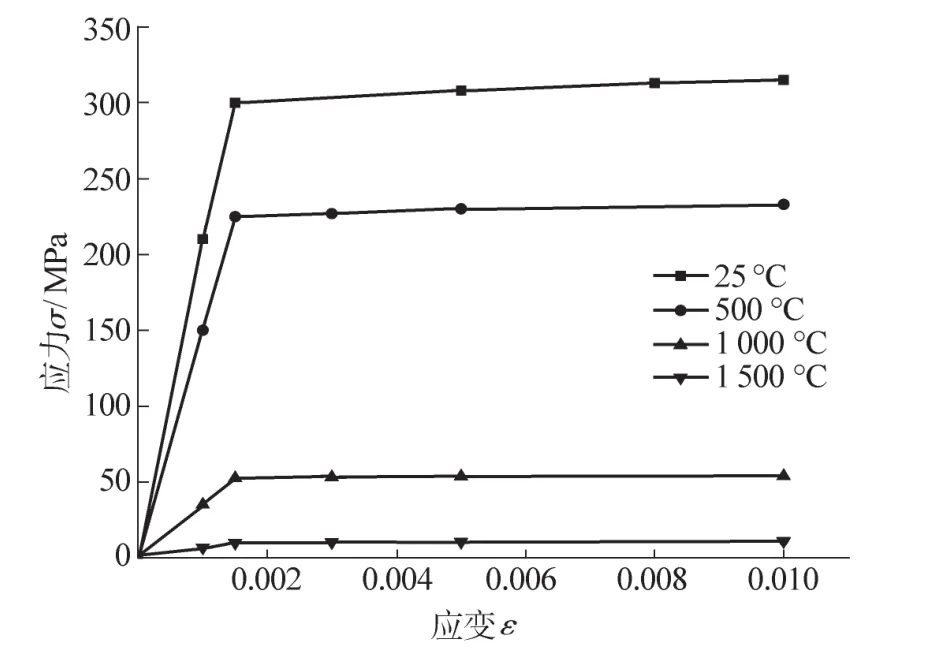
圖3 不同溫度下的應力應變曲線
2.2 材料屬性
Q345鋼的屈服強度為345 MPa,極限強度為460 MPa。圖3和表1分別給出了Q345鋼在不同溫度場下的材料性能和力學性能[10]。
2.3 完整結構初始焊接殘余應力的數值模擬
采用ANSYS的熱分析模塊和生死單元技術模擬厚板多層多道焊的焊接過程,將焊縫沿板厚方向分為5層[13]。首先,計算焊接溫度場,然后采用間接耦合法計算應力場。在計算應力場時,為防止模型發生剛體位移,對其四個角邊剛性固定。由于x方向的殘余應力為影響結構疲勞裂紋擴展的主要應力,在此僅研究x方向(見圖1)的殘余應力。
熱應力分析結束后,待模型充分冷卻,得到3條路徑下x方向的初始焊接殘余應力σxini的分布規律如圖 4 所示(路徑 1、2、3 以及 d1、d2、d3的定義如圖 2所示)。
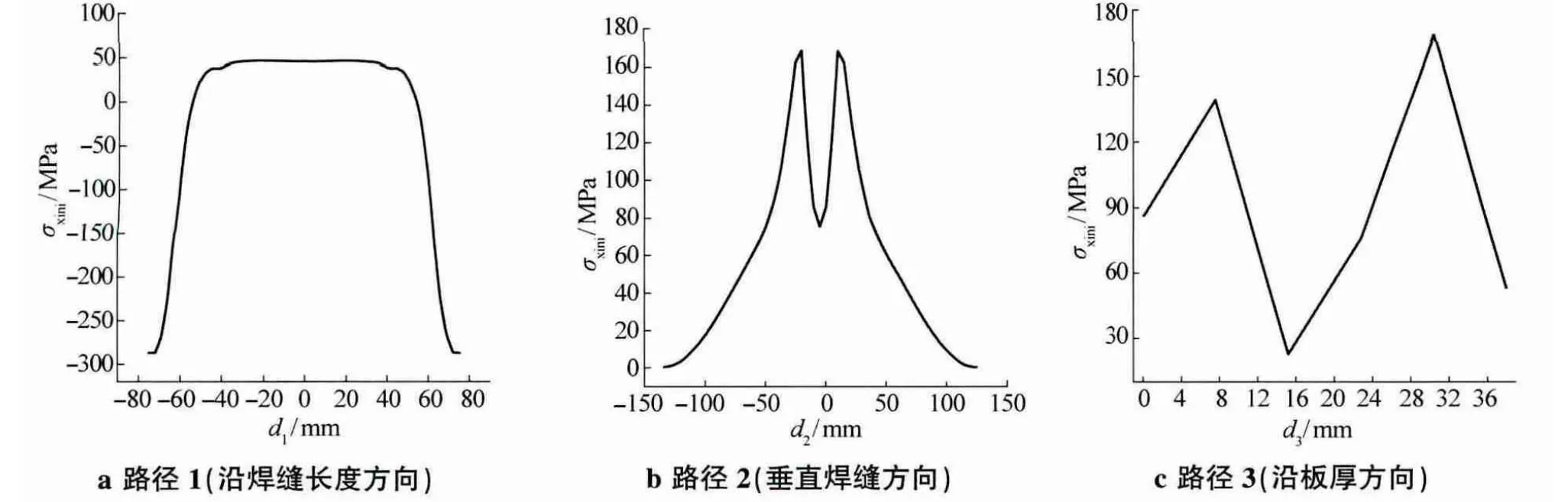
圖4 不同路徑的σxini
由圖4可知,平板焊接接頭在無裂紋時,在沿焊縫長度方向,σxini在焊縫長度中心附近拉應力較大(見圖4a),最大值為86.56 MPa,在焊縫長度兩端急劇減小并轉變為壓應力;在垂直焊縫方向(見圖4b),σxini主要為焊接殘余拉應力且呈雙峰曲線分布,最大值出現在兩個焊趾處,為168.47 MPa;在沿板厚方向(見圖4c),在靠近上下表面的兩層焊道殘余拉應力最大,最大值為168.79 MPa,在板厚中心殘余應力則較小。
3 產生初始裂紋后的殘余應力變化
3.1 初始表面裂紋尺寸的選擇
采用ZenCrack軟件模擬初始表面裂紋。ZenCrack是ZenTech公司開發的3D高級裂紋擴展行為分析軟件,可分析循環載荷作用下的3D疲勞裂紋擴展行為。
假定初始裂紋形狀為半橢圓形,并根據文獻[11]的結論,取初始裂紋長度2c0=3 mm,深度a0=1.14 mm,初始裂紋面及其附近網格如圖5所示。
為方便表示裂紋附近的殘余應力最大值出現位置,在初始裂紋面的幾個特殊位置標記序號,其中①位于路徑1上,表示裂紋前緣與平板表面相交的兩個裂尖處;②位于路徑3上,表示裂紋前緣深度最深的裂尖處;當裂紋發生擴展時,①的位置隨裂紋的長度2c變化,②的位置隨裂紋的深度a變化。
3.2 初始裂紋產生后的焊接殘余應力重分布
設定好初始裂紋的各參數后,進行焊接接頭初始裂紋產生后的殘余應力重分布有限元分析,得到x方向的焊接殘余應力σxinc的重分布規律,并與初始焊接殘余應力σxini進行對比,如圖6所示。
由圖6可知,當焊接接頭產生初始表面裂紋時,x方向的殘余應力大小和分布規律均發生了變化。主要表現為:
a.在路徑1(沿焊縫長度方向),σxinc轉變為雙峰曲線,兩個拉應力峰值分別出現在兩個裂尖①處(見圖5a),為122.8 MPa,兩個拉應力峰值的橫坐標差值(Δd1)即為初始裂紋的長度c0。
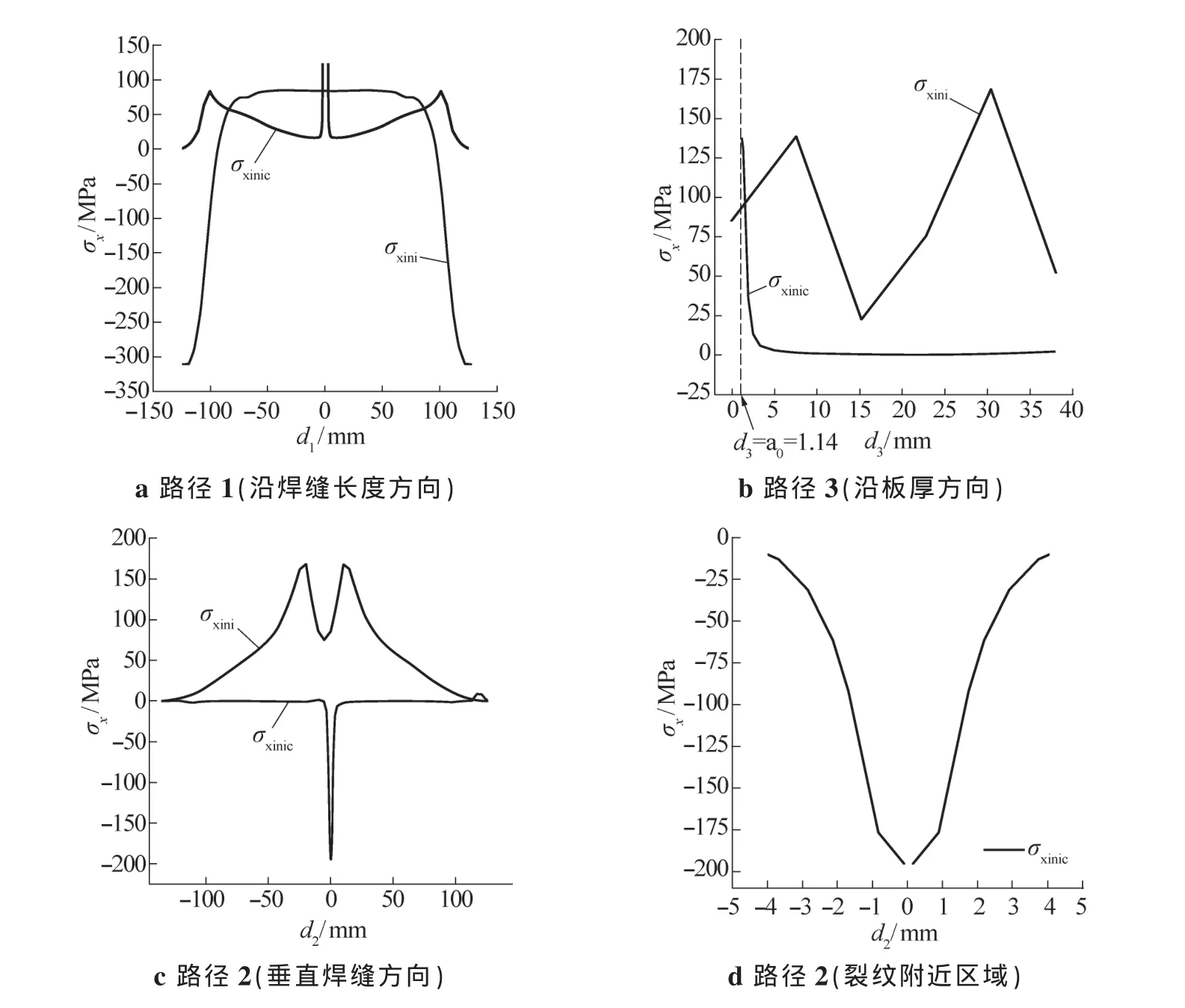
圖6 σxinc與σxini的對比
b.在路徑3(沿板厚方向),殘余拉應力最大值由下表面兩層焊道的相交處轉變到裂尖②處且最大值為137.8 MPa;其中,圖6b曲線起點的橫坐標d3等于初始裂紋的深度a0。
c.在路徑2(垂直焊縫方向),σxinc主要為壓應力,并由雙峰曲線轉變為單峰曲線,在裂紋附近壓應力較大,而在遠離裂紋處σxinc趨于0。為清晰地表示路徑2下裂紋附近殘余應力的變化規律,放大圖6c中的部分曲線,如圖6d所示,圖中曲線斷開的距離(Δd2)即為裂紋在路徑2下的張開距離。
4 循環載荷作用下疲勞裂紋擴展中的殘余應力重分布
4.1 疲勞載荷
由于I型裂紋是工程中最常見、最易于引起斷裂破壞的裂紋[9],為模擬其受力狀態,在殘余應力分析結束后,撤銷其應力分析的邊界條件,然后將焊接接頭左端固定,右端施加沿x軸正向(見圖1)、大小為15 kN的軸向拉伸載荷(此時焊縫附近的最大拉應力為310 MPa,約為0.9σs),載荷作用于右端面,為均布載荷。焊接殘余應力與外載荷產生的工作應力相疊加,將作為控制疲勞裂紋擴展的應力。
4.2 疲勞裂紋擴展參數設置
裂紋擴展規律選擇Paris公式[12],其中材料常數 c=5.41936e-35,m=4.0247[7];應力比 R=0.1;裂紋擴展的輪廓如圖5b所示。
4.3 殘余應力重分布的數值預報
圖7為疲勞載荷循環分別為259次、661次和1 038次時裂紋附近x方向的應力分布云圖。由圖7可知,在裂紋擴展中,裂紋前緣拉應力較大,將促進裂紋的擴展。而裂紋前緣向模型表面拉應力逐漸減小,并轉變成壓應力。
循環載荷卸載后,得到裂紋擴展中的殘余應力重分布規律,如圖8所示。x方向的焊接殘余拉應力最大值如表2所示(σxini為完整結構時的殘余應力;σxinic為產生初始裂紋后的殘余應力)。由于裂紋擴展后X方向的殘余應力分布規律與σxinc的分布規律一致,僅應力水平有變化,故只列出了載荷循環259次、661次和1 038次時裂紋附近x方向的殘余應力分布曲線(圖8和表2中σ1、σ2、σ3分別表示載荷循環259次、661次和1 038次時x方向的殘余應力)。為確保圖像清晰,僅截取3條路徑下,裂紋附近σx變化較大的范圍內的曲線進行對比。
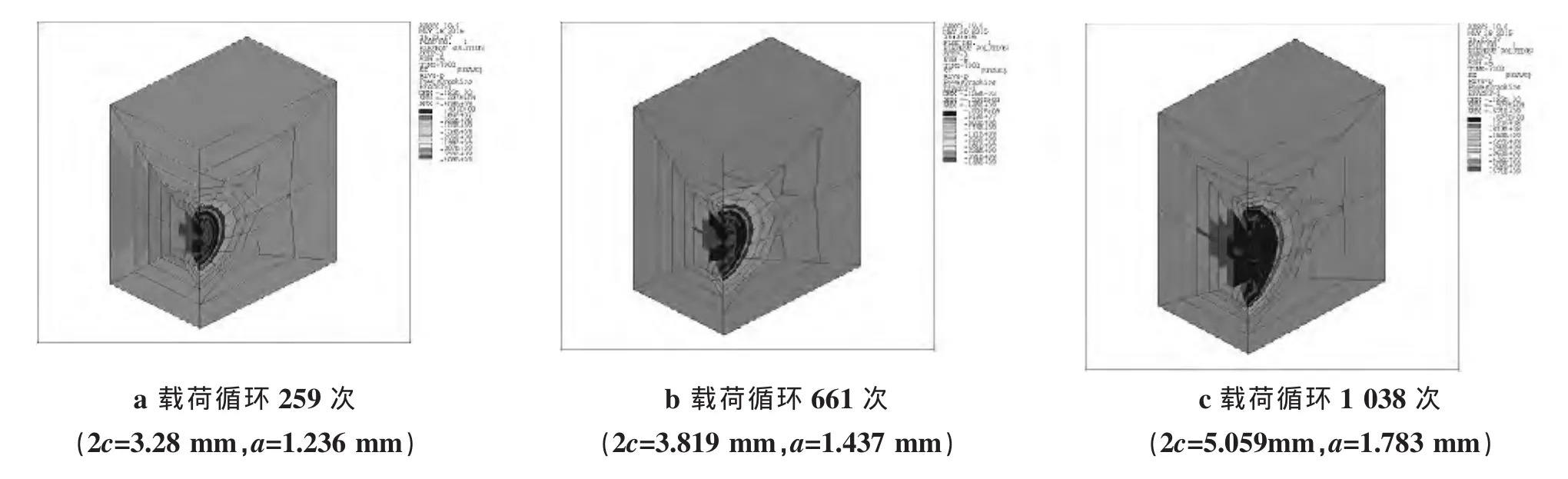
圖7 裂紋附近的應力分布
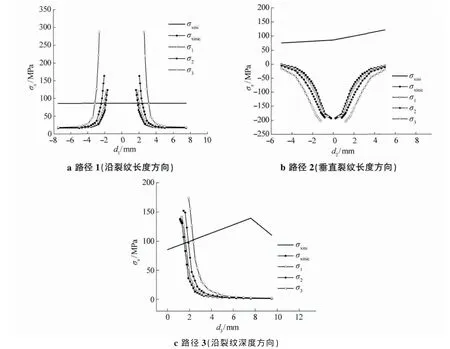
圖8 不同路徑下的重分布結果
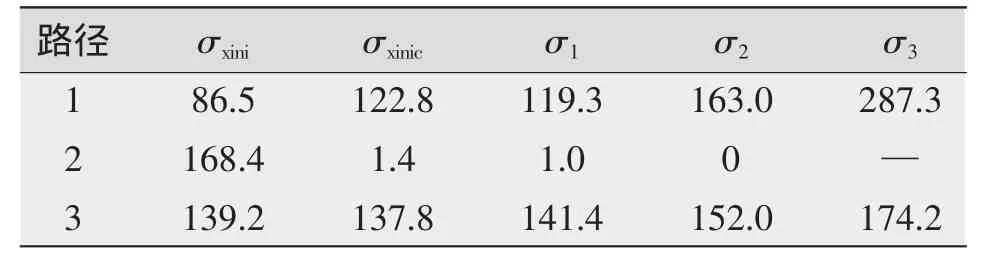
表2 拉應力最大值 /MPa
根據圖8和表2可知,隨著裂紋不斷擴展:
a.在沿裂紋長度方向(路徑1),殘余拉應力最大值逐漸增加,且殘余拉應力的兩個峰值的橫坐標(d1)的差值等于裂紋的長度2c。
b.在垂直裂紋長度方向(路徑2),殘余拉應力趨于0,在裂紋附近出現兩個壓應力峰值,且兩個壓應力的峰值橫坐標(d2)的差值等于裂紋在路徑2下的張開距離。
c.在沿裂紋深度方向(路徑3),殘余拉應力最大值逐漸增加,且殘余拉應力最大值的橫坐標(d3)等于裂紋深度a。
d.裂紋擴展時,平板焊接接頭殘余拉應力最大值位置與產生初始裂紋時相同,均出現在裂紋前緣的3個裂尖(即圖5a的①②)處,并且在裂尖②處殘余拉應力最大,殘余拉應力促進了裂紋的擴展。
5 結論
(1)完整結構垂直焊縫長度方向(x方向)的初始焊接殘余應力在焊縫附近較大,殘余拉應力最大值出現在焊趾附近。
(2)當平板焊趾附近出現表面裂紋時,其垂直裂紋長度方向(x方向)的殘余應力的分布規律和應力狀態均會發生一定的變化。在裂尖處,即裂紋前緣與模型表面相交的兩個端點以及裂紋前緣最深處的殘余拉應力較大,并且裂紋前緣最深處的殘余拉應力最大。
(3)隨著裂紋的擴展,裂紋附近垂直焊縫長度方向的殘余應力與產生初始裂紋時的分布規律一致,僅應力狀態發生了變化。沿裂紋長度方向殘余拉應力最大值隨著裂紋的擴展逐漸增加。在沿裂紋深度方向,殘余拉應力最大值隨著裂紋的擴展亦逐漸增加。
[1]Edwards L.Influence of residual stress redistribution of fatigue crack growth and damage tolerant design[J].Materials science forum,2006(524-525):363-372.
[2]羅白璐.交變載荷下厚板表面焊接殘余應力的松弛研究[D].湖北:武漢理工大學,2010.
[3]Chang D J,Ha C S,Young C J.Fatigue Life Assessment of Fillet Welded Joint Considering the Relaxation and Redistribution of Residual Stress[R].The 23rd International Conference on Offshore Mechanics and Arctic Engineering.Vancouver,British Columbia,Canada,2004:1-5.
[4]Barsoum a Z,Barsoum b L.Residual stress effects on fatigue life of welded structures using LEFM[J].Engineering Failure Analysis,2009,16(1):449-467.
[5]楊化仁.疲勞裂紋擴展時焊接殘余應力分布的測定[J].力學與實踐,1994,16(2):22-24.
[6]宋天明.殘余應力的產生與消除[M].北京:中國石化出版社,2004.
[7]黃海.港口起重機金屬結構安全性評價方法研究[D].武漢:武漢理工大學,2008:58-61.
[8]Pairs P,Endogan E A.Critical.Analysis of Crack Growth Laws[J].Journal of Basic Engineering Transaction of the ASME,1963(85):528-534.
[9]徐曉麗.殘余應力對焊接接頭表面裂紋擴展的影響[D].遼寧:大連理工大學,2013.
[10]程書立.基于溫度和應力場的焊接殘余應力數值分析[D].南昌:南昌大學,2007.
[11]楊秉憲.微小裂紋的發生與擴展[J].北京航空學院學報,1984(2):67-75.
[12]倪向貴,李新亮,王秀喜.疲勞裂紋擴展規律pairs公式的一般修正及應用[J].壓力容器,2006,23(12):8-19.
[13]孫文婷,萬正權.對接焊殘余應力的有限元分析[J].船舶力學,2007,11(1):94-101.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
