7N01S-T5鋁合金焊接接頭疲勞性能
2015-03-12 06:50:46魏書波方喜風(fēng)程永明
電焊機 2015年8期
魏書波 ,劉 岳 ,劉 建 ,方喜風(fēng) ,程永明 ,陳 輝
(1.南車青島四方機車車輛股份有限公司,山東 青島 266111;2.西南交通大學(xué) 材料科學(xué)與工程學(xué)院,四川 成都 611031)
0 前言
7N01鋁合金為Al-Zn-Mg熱處理強化型高強鋁合金,并加入適量Mn、Zr等微量元素,是焊接性能、擠壓性能等較為優(yōu)異的鋁合金。7N01鋁合金由于其優(yōu)良特性被廣泛應(yīng)用于軌道交通,成為研究熱點[1]。
7N01鋁合金具有良好的焊接性,但研究表明,采用MIG焊焊接鋁合金,會出現(xiàn)焊接接頭的焊縫和軟化區(qū)強度低的問題[4],這使得接頭的性能較母材有較大程度的下降。焊接接頭有多種破壞形式,其中疲勞破壞多是低應(yīng)力破壞,破壞的發(fā)生往往沒有預(yù)兆,易造成突發(fā)性重大事故,因此疲勞強度成為衡量焊接接頭的重要指標,疲勞問題成為結(jié)構(gòu)設(shè)計和可靠性評估的重點問題[1]。焊縫疲勞強度的降低極大弱化了其力學(xué)性能,增加了焊接結(jié)構(gòu)的安全隱患。
1 試驗材料和方法
1.1 試驗材料
試驗材料為7N01鋁合金,狀態(tài)為T5,板厚10 mm;焊絲為ER5356,直徑φ1.6 mm。7N01鋁合金和ER5356焊絲的化學(xué)成分如表1、表2所示。
1.2 試驗方法
對采用MIG半自動焊接得到的7N01S-T5鋁合金焊接接頭加工平滑疲勞試樣,即去除焊縫余高使焊縫區(qū)域與母材平齊,其尺寸如圖1所示。使用GPS200高頻疲勞試驗機進行疲勞試驗,應(yīng)力比R=0,加載頻率 85~140 Hz。
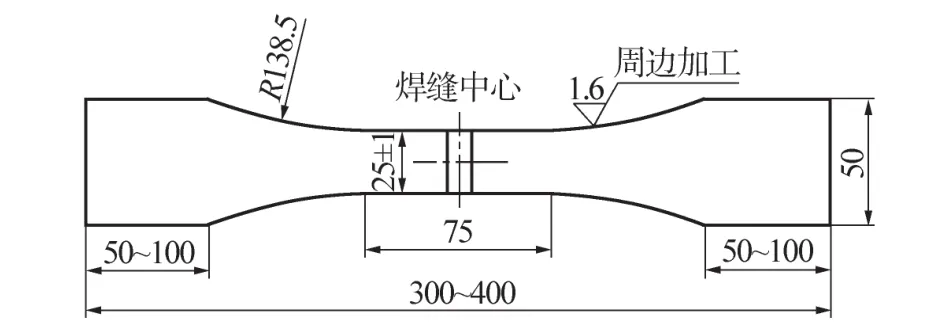
圖1 7N01S-T5鋁合金焊接接頭平滑疲勞試樣尺寸

表1 7N01鋁合金主要成分 %

表2 ER5356焊絲主要成分 %
2 試驗結(jié)果及分析
2.1 疲勞試驗前后的焊接接頭的微觀組織
7N01鋁合金是Al-Zn-Mg系合金,其主要強化相有Zn2Mg和T(Mg3Zn3Al2)[5]。對于疲勞試驗前后的焊接接頭進行金相制備,觀察其顯微組織。
由ER5356填充材料與母材待連接處受熱熔化形成液態(tài)焊接金屬熔池,隨焊接過程的進行不斷冷卻和凝固,形成焊縫。疲勞試驗前的焊接接頭組織如圖2所示。由圖2a可知,焊縫金屬形成粗大的等軸柱狀晶,有明顯的強化相析出,焊縫區(qū)沒有明顯的氣孔等缺陷;圖2b為焊接接頭熔合線附近的顯微組織,熔合區(qū)作為連接焊縫和未熔化母材的過渡區(qū),組織非常復(fù)雜。靠近焊縫一側(cè)母材晶粒熔化,由于焊縫邊緣散熱充分,冷卻速度快,熔化的金屬形核長大,從而形成了向焊縫方向生長的柱狀晶組織,有較大的第二相粒子,使接頭的性能下降;圖2c為焊接接頭熱影響區(qū)的顯微組織,該區(qū)晶粒在熱作用下長大,部分強化相粒子溶解、分布不均勻,另外未溶解的強化相因焊接熱過程的影響聚集長大;圖2d為母材的顯微組織,可以看到7N01鋁合金型材的組織有明顯的擠壓方向,沿擠壓方向被拉長,強化相分布較均勻。
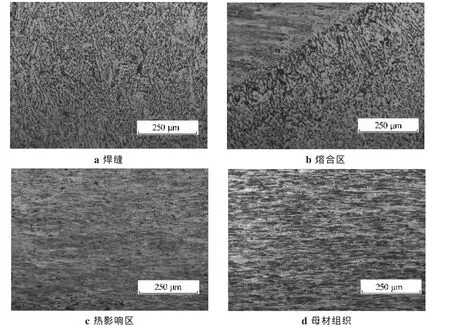
圖2 未經(jīng)疲勞試驗試樣金相組織(200×)
疲勞試驗后的焊接接頭組織如圖3所示,由圖3a、圖3b可知,經(jīng)過疲勞試驗的焊接接頭,在焊縫表面鄰近熔合線的區(qū)域開裂,并沿垂直于焊縫柱狀晶的方向擴展;圖3c、圖3d表明在焊縫和熔合區(qū)近焊縫側(cè),均可見粗大的柱狀晶和沿晶粒邊界出現(xiàn)的沿柱狀晶平行方向的晶間液化裂紋,這是由于快速加熱和冷卻的過程使部分合金元素來不及擴散,在晶界富集,形成明顯偏析[6]。二次裂紋如果在疲勞載荷的繼續(xù)作用下可能會導(dǎo)致焊接接頭的進一步破壞,顯著降低焊接接頭的性能。
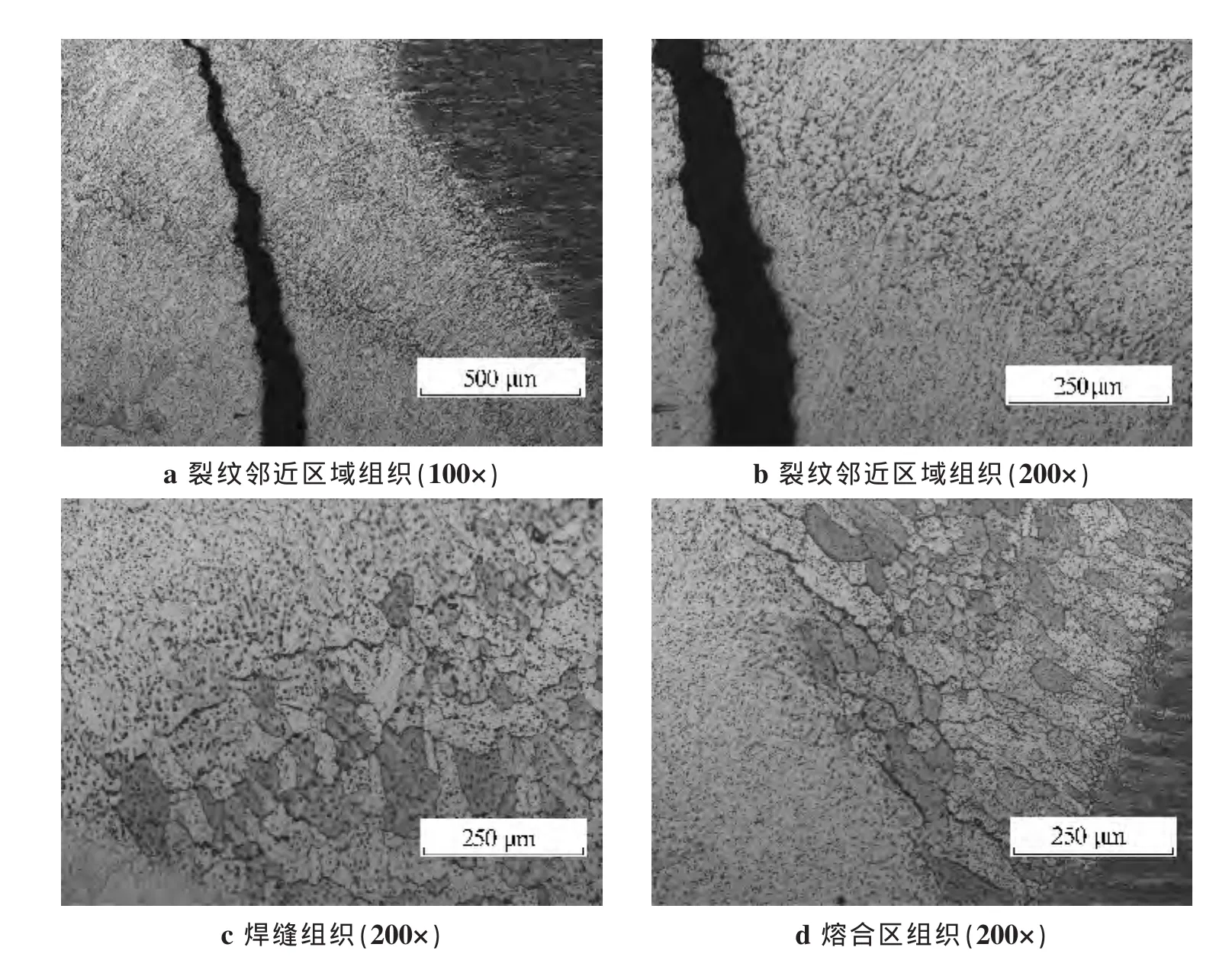
圖3 疲勞試驗后試樣金相組織
2.2 焊接接頭的硬度分布
通過硬度試驗可知,A7N01焊接接頭母材、熱影響區(qū)和焊縫之間存在硬度差異,對焊接接頭進行硬度測試,結(jié)果如圖4所示。
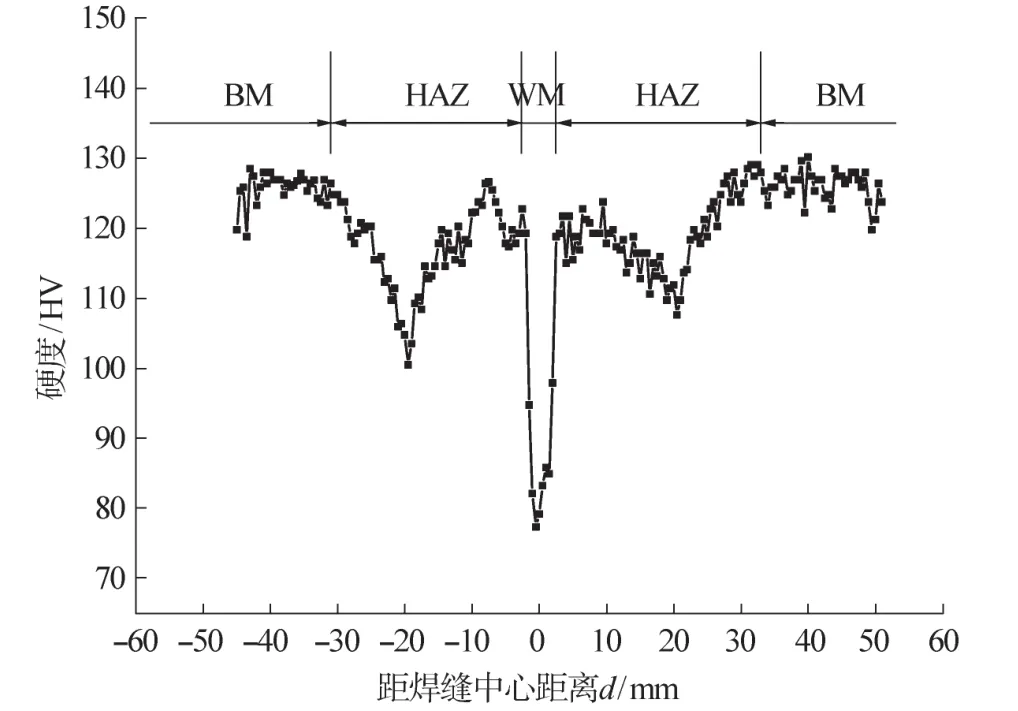
圖4 7N01鋁合金焊接接頭硬度分布
由圖4可知,7N01鋁合金焊接接頭硬度以焊縫中心線為對稱軸近似呈對稱分布,焊接接頭顯微硬度的變化表明焊接接頭在熱循環(huán)作用下,組織發(fā)生了復(fù)雜的變化。焊縫中心的硬度最低,硬度值約為77.28 HV;在距離焊縫中心±8 mm的區(qū)域內(nèi),距焊縫中心越遠,其硬度值越高,從焊縫處約80 HV升高到接近母材硬度值約125 HV,熔合線附近金屬由于溶解了母材的大量Zn、Mg等合金強化元素,其顯微硬度比焊縫金屬大大提高;在距離焊縫中心±20 mm的熱影響區(qū)硬度值顯著下降,出現(xiàn)熱影響區(qū)硬度最低點,約為100 HV,此區(qū)域便為熱影響區(qū)的軟化區(qū),軟化區(qū)由于焊接熱循環(huán)溫度過高使其組織發(fā)生再結(jié)晶而發(fā)生軟化;直至±30 mm的區(qū)域恢復(fù)母材硬度值,表明焊接接頭的熱影響區(qū)很寬,達到±30 mm。7N01鋁合金的熱影響區(qū)從熔合線開始,依次為熔合區(qū)、淬火區(qū)和軟化區(qū)[11]。在這些區(qū)中,有些部位的組織和某些性能可能優(yōu)于焊前母材的組織和性能,如軟化區(qū)的塑性;有些部位的組織和某些性能劣于母材的組織和性能,如軟化區(qū)的強度,劣于母材的部位成為焊縫接頭中的薄弱環(huán)節(jié)。
2.3 疲勞性能試驗及疲勞性能分析
2.3.1 疲勞斷口形貌
經(jīng)過疲勞試驗,在焊縫處發(fā)生斷裂破壞。7N01S-T5鋁合金焊接接頭平滑疲勞試樣斷口形貌的三個特征區(qū)域,分別為疲勞源,疲勞擴展區(qū)和瞬斷區(qū),如圖5所示。
圖5a中疲勞源附近有明顯的放射紋,這是疲勞源的一個典型形貌。疲勞源處未見明顯的夾渣、氣孔等缺陷,在高頻振動下,此區(qū)域先發(fā)生微觀的結(jié)構(gòu)變化,逐步成為接頭強度的最弱區(qū),最終萌生疲勞裂紋并不斷擴展。從圖中還可以觀察到放射紋的擴散比較均勻,說明該區(qū)域的組織結(jié)構(gòu)比較均勻沒有出現(xiàn)突變。圖5b是擴展區(qū)的特征形貌,疲勞輝紋遍布于整個視野中,凹向相同,且輝紋方向未發(fā)生偏轉(zhuǎn),輝紋間距均勻,穩(wěn)定向前擴展。圖5c中可見大小不一的韌窩,是瞬斷區(qū)最主要的相貌特征。

圖5 平滑疲勞試樣斷口形貌特性
2.3.2 疲勞強度
材料發(fā)生疲勞破壞,要經(jīng)歷裂紋起始或萌生、裂紋穩(wěn)定擴展和裂紋失穩(wěn)擴展(斷裂)三個階段,疲勞總壽命也由相應(yīng)的部分組成。因為裂紋失穩(wěn)擴展是快速擴展,對壽命的影響很小,在估算壽命時通常不予考慮,因此疲勞總壽命由疲勞裂紋萌生壽命和疲勞裂紋擴展壽命組成,是各區(qū)疲勞承載能力的綜合反映[7]。將各區(qū)疲勞總壽命和外加載荷歸納到圖中,即得到S-N曲線[8]。
對7N01S-T5鋁合金焊接接頭平滑疲勞試樣進行了8個定應(yīng)力級的疲勞性能測試,根據(jù)所得數(shù)據(jù)繪制其S-N曲線(見圖6),利用曲線擬合得到的疲勞極限為111.6MPa。有研究表明[10],對于140 MPa的應(yīng)力幅,90%的7N01鋁合金材料可以達到9.6×106次的疲勞壽命。對比母材的疲勞性能與圖6中焊接接頭的疲勞性能可知,焊接接頭的疲勞性能相對于母材有了較大程度的降低。
由圖6平滑疲勞試樣的S-N曲線可以看出其曲線過渡比較平緩,在給定的應(yīng)力比下,應(yīng)力越小,壽命越長。圖6中平緩過度的S-N曲線沒有特殊應(yīng)力-壽命點,說明這種鋁合金的焊接接頭基本沒有受到焊接缺陷的影響[9],這與上述疲勞斷口分析中掃面電鏡圖中疲勞源處未見明顯的夾渣、氣孔等缺陷恰好對應(yīng)。由圖6可知,在低應(yīng)力的作用下,隨著應(yīng)力級的改變,壽命存在較大的差異,表明載荷越小,疲勞性能反映的焊接接頭力學(xué)性能不均勻性越明顯[8]。當應(yīng)力級小于111.6 MPa時,試樣不發(fā)生破壞,即此焊接接頭的疲勞極限為111.6 MPa。
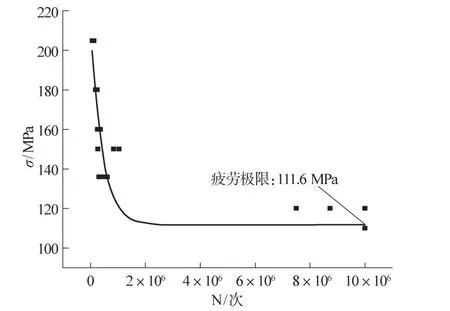
圖6 平滑疲勞試樣S-N疲勞性能曲線
3 結(jié)論
(1)7N01S-T5鋁合金焊接接頭疲勞失效的試樣斷裂在焊縫處,對比疲勞試驗前后的焊接接頭顯微組織可知,焊縫和熔合區(qū)近焊縫區(qū)域的析出相在晶界富集形成的細小液化裂紋經(jīng)過疲勞試驗后有輕微的開裂;在焊縫表面萌生的裂紋沿垂直于焊縫柱狀晶的方向擴展。
(2)MIG焊得到的7N01鋁合金焊接接頭硬度以焊縫中心線為對稱軸近似呈對稱分布,焊縫處的硬度最低,為77.28 HV;在距離焊縫中心20 mm處硬度顯著下降,為熱影響區(qū)的軟化區(qū);由硬度分布可以看出MIG焊接7N01鋁合金的焊接接頭熱影響區(qū)很寬,可達約30 mm。
(3)疲勞失效的試樣斷在焊縫處,通過SEM未見裂紋源處有明顯的夾渣、氣孔等缺陷,在高頻的振動下,此區(qū)域先發(fā)生微觀的結(jié)構(gòu)變化,然后逐步成為接頭強度的最弱區(qū),最終萌生疲勞裂紋并不斷擴展。通過測試擬合其S-N曲線得到其疲勞極限為111.6 MPa。
[1]Wanhui Liu,Wenbin Liu,Ailian Bao.Microstructure and properties of ceramic coatings on 7N01 aluminum alloy by micro-arc oxidation[J].Procedia Engineering,2012(27):828-832
[2]鄧波.7N01鋁合金高速反向擠壓實驗研究[J].云南冶金,2006,35(4):50-52.
[3]薛華.高速列車用A6N01S和A7N01S鋁合金焊接接頭疲勞裂紋擴展速率研究[D].天津:天津大學(xué),2007.
[4]王元良,陳輝.高速列車鋁合金焊接的發(fā)展趨勢[J].電焊機,2010,40(2):9-16.
[5]高寶杰.脈沖MIG焊對7N01鋁合金焊接接頭組織及力學(xué)性能的影響[J].熱加工工藝,2012,41(15):138-140.
[6]閆忠杰.A7N01鋁合金焊接接頭疲勞強度優(yōu)化設(shè)計[D].哈爾濱:哈爾濱工業(yè)大學(xué),2010.
[7]陳傳堯.疲勞與斷裂[M].武漢:華中科技大學(xué)出版社,2002.
[8]王林森.Al-Zn-Mg合金焊接接頭疲勞裂紋萌生特性研究[D].哈爾濱:哈爾濱工業(yè)大學(xué)2011.
[9]林慶琳.高速列車用A7N01鋁合金焊接接頭疲勞性能的研究[D].山東:青島科技大學(xué),2011.
[10]Teng-Shih Shih,Quin-Yang Chung.Fatigue of as-extruded 7005 aluminumalloy[J].Materials Science and Engineering,2003(A348):333-344.
[11]周振豐.焊接冶金學(xué)(金屬焊接性)[M].北京:機械工業(yè)出版社,2013.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
