黃龍灘電廠三、四號(hào)機(jī)組轉(zhuǎn)輪葉片裂紋分析與修復(fù)處理
2015-03-14 06:48:44陳利國陳本吉
機(jī)電信息 2015年18期
關(guān)鍵詞:裂紋
馮 強(qiáng) 陳利國 田 峰 陳本吉
(黃龍灘水力發(fā)電廠,湖北 十堰442000)
1 機(jī)組轉(zhuǎn)輪概況及運(yùn)行情況
黃龍灘電廠三、四號(hào)機(jī)組是于2005年投產(chǎn)的新擴(kuò)建機(jī)組,其主要承擔(dān)系統(tǒng)調(diào)峰發(fā)電的任務(wù)。水輪機(jī)的轉(zhuǎn)輪是保證機(jī)組能量轉(zhuǎn)換的第一級(jí)設(shè)備,轉(zhuǎn)輪葉片則負(fù)責(zé)承受機(jī)組運(yùn)行中交變的水壓沖擊力,是保障機(jī)組安全穩(wěn)定運(yùn)行的最重要部件之一。本類機(jī)組轉(zhuǎn)輪采用的是OCrl3Ni5Mo不銹鋼拼焊結(jié)構(gòu),通過調(diào)整葉片的進(jìn)出水角度和尺寸,減少水流對(duì)葉片的沖擊和磨損。工作中,不銹鋼合金轉(zhuǎn)輪主要的優(yōu)點(diǎn)是:結(jié)構(gòu)相對(duì)較簡(jiǎn)單,重量輕,布置緊湊,能量轉(zhuǎn)換的效率高,但也存在一些明顯的不足之處,主要表現(xiàn)在安裝和檢修中對(duì)周邊設(shè)備的精度要求較高,特別是運(yùn)行中在偏離設(shè)計(jì)工況較遠(yuǎn)的過渡狀態(tài)(35%出力以下)下機(jī)組的水力振動(dòng)和噪聲較大,從而對(duì)廠房和機(jī)組的安全穩(wěn)定運(yùn)行造成了一定的潛在威脅。這兩臺(tái)機(jī)組自從早期安裝調(diào)整完畢后長(zhǎng)期擔(dān)任著電網(wǎng)調(diào)峰發(fā)電任務(wù),7年多來一直在低負(fù)荷的過渡狀態(tài)下運(yùn)行,導(dǎo)致輪葉片出水邊存在較明顯的汽蝕和裂紋現(xiàn)象,最長(zhǎng)的葉片出水邊裂紋已經(jīng)達(dá)到320mm,嚴(yán)重影響著機(jī)組的安全可靠運(yùn)行,并加大了機(jī)組引水系統(tǒng)和水輪機(jī)設(shè)備檢修維護(hù)工作的困難程度。
2 轉(zhuǎn)輪葉片裂紋分析
在三、四號(hào)機(jī)組檢修期間,結(jié)合機(jī)組設(shè)計(jì)的圖紙,對(duì)所有可能出現(xiàn)裂紋的部位進(jìn)行了嚴(yán)格的檢查,發(fā)現(xiàn)裂紋和汽蝕破壞主要集中在葉片出水邊與上冠連接處350~500mm范圍內(nèi),裂紋集中在葉片與上冠的拼焊處,最小裂紋為32mm,最長(zhǎng)350mm。通過分析兩臺(tái)機(jī)組運(yùn)行數(shù)據(jù),發(fā)現(xiàn)在2011年1月—2012年8月期間,三號(hào)機(jī)組在過渡工況下運(yùn)行時(shí)間為2 467h,占機(jī)組總運(yùn)行時(shí)間的37%;四號(hào)機(jī)組在過渡工況下運(yùn)行時(shí)間為2 738h,占機(jī)組總運(yùn)行時(shí)間的41%。從三、四號(hào)轉(zhuǎn)輪葉片裂紋和汽蝕的現(xiàn)象來看,機(jī)組在運(yùn)行過程中處于過渡狀態(tài)時(shí)間較長(zhǎng),尾水管內(nèi)極易產(chǎn)生空腔汽蝕,轉(zhuǎn)輪室內(nèi)水流的交變壓力較大,導(dǎo)致轉(zhuǎn)輪葉片承受了超出設(shè)計(jì)標(biāo)準(zhǔn)的沖擊力和由此造成的水力振動(dòng),從而使轉(zhuǎn)輪葉片出現(xiàn)了較明顯的汽蝕和裂紋現(xiàn)象。
3 轉(zhuǎn)輪葉片裂紋修復(fù)處理
先對(duì)補(bǔ)焊區(qū)域及相鄰約150mm范圍內(nèi)的母材預(yù)熱至不低于100℃,并在焊接過程中始終保持這一溫度。在裂紋端部鉆?5mm左右的止裂小孔,孔深為裂紋深的1.5倍,用電弧氣刨或磨削法將裂紋全部刨去,直至肉眼看不見裂紋痕跡為止,一般坡口應(yīng)刨成V形,裂紋穿透的應(yīng)刨成X形坡口。坡口清洗干凈即可進(jìn)行補(bǔ)焊,補(bǔ)焊時(shí)不能有夾渣、氣孔、裂紋及咬邊,在焊接時(shí),要盡量采用較小的焊接規(guī)范進(jìn)行鑲邊焊,如圖1所示。

圖1 V形及X形坡口焊接示意圖
多層焊接的部位,每焊完一層后,必須待其冷卻清除焊渣后再焊下一層。對(duì)較大面積施焊時(shí),應(yīng)采取如圖2所示焊序分片,每小塊面積以80mm×100mm為宜。焊接過程中應(yīng)要求4個(gè)或兩個(gè)焊工同時(shí)對(duì)稱焊,以達(dá)到減小焊縫金屬脆化傾向和降低焊接殘余應(yīng)力的目的。
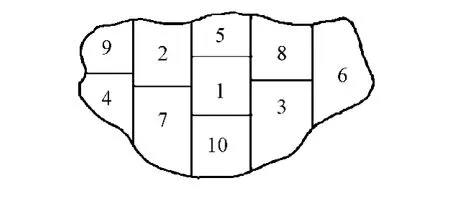
圖2 多層焊接焊序分片示意圖
從開始加溫起監(jiān)視止漏環(huán)間隙,每天測(cè)量記錄一次,轉(zhuǎn)輪迷宮環(huán)±X±Y方向架設(shè)百分表對(duì)變形進(jìn)行監(jiān)視測(cè)量,變形量要求在0.5mm以內(nèi),超出變形允許值應(yīng)暫時(shí)停止工作。
補(bǔ)焊完畢后應(yīng)用平行砂輪及角向砂輪對(duì)補(bǔ)焊后的焊接飛濺、焊縫高點(diǎn)、附屬焊渣等異物進(jìn)行清理,最后再進(jìn)行精磨和拋光,使各項(xiàng)參數(shù)滿足圖紙要求。
4 結(jié)語
通過對(duì)黃龍灘電廠三、四號(hào)機(jī)組轉(zhuǎn)輪葉片產(chǎn)生裂紋的原因進(jìn)行分析,基本清楚了轉(zhuǎn)輪葉片產(chǎn)生較嚴(yán)重裂紋的主要原因是長(zhǎng)期在不合理的工況下運(yùn)行,因此在今后的運(yùn)行中應(yīng)盡量減少機(jī)組在不合理工況下運(yùn)行的時(shí)間。同時(shí),檢修維護(hù)人員通過對(duì)這兩臺(tái)機(jī)組轉(zhuǎn)輪葉片裂紋和汽蝕的修復(fù)處理,也為以后改進(jìn)不銹鋼轉(zhuǎn)輪裂紋和汽蝕修復(fù)工作積累了一定的理論知識(shí)和實(shí)踐經(jīng)驗(yàn)。
[1]中華人民共和國水利電力部.電力建設(shè)施工及驗(yàn)收技術(shù)規(guī)范:水輪發(fā)電機(jī)組篇[S].北京:水利電力出版社,1979.
[2]黃龍灘水力發(fā)電廠水輪機(jī)檢修工藝規(guī)程[Z],2010.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38