2024鋁合金攪拌摩擦焊焊縫區疲勞過程中的溫度演變
2015-03-16 09:22:39王昌盛熊江濤李京龍張賦升
材料工程 2015年9期
王昌盛,熊江濤,李京龍,李 鵬,張賦升,楊 俊
(1 西北工業大學 凝固技術國家重點實驗室,西安 710072; 2 西北工業大學 摩擦焊接陜西省重點實驗室,西安 710072; 3 中國飛機強度研究所,西安 710065)
?
2024鋁合金攪拌摩擦焊焊縫區疲勞過程中的溫度演變
王昌盛1,2,熊江濤2,李京龍2,李 鵬2,張賦升2,楊 俊3
(1 西北工業大學 凝固技術國家重點實驗室,西安 710072; 2 西北工業大學 摩擦焊接陜西省重點實驗室,西安 710072; 3 中國飛機強度研究所,西安 710065)
在轉速300r/min、焊速60mm/min的參數下制備了8mm厚AA2024-O攪拌摩擦焊(FSW)接頭,對母材與FSW接頭進行組織觀察及力學性能測試,并用紅外熱像儀記錄疲勞過程中試樣表面的溫度變化。結果表明:FSW接頭顯示出了高梯度的組織結構不均勻性,具有較好的疲勞性能,前進側熱力影響區是其力學性能薄弱區;母材試樣在循環載荷的作用下表面溫度變化符合“三個階段”的明顯特征,而FSW接頭表面溫度在第一階段與第三階段的變化趨勢與母材相似,在第二階段呈下降趨勢,焊核區與熱力影響區晶粒通過不斷的循環軟化積累了大量的彈塑性應變能,使機械能向熱能的轉化率降低。
攪拌摩擦焊;紅外熱像儀;疲勞性能;彈塑性應變能
攪拌摩擦焊(Friction Stir Welding,FSW)作為一種新型固態連接技術,具有焊接溫度低、接頭強度高、焊后接頭殘余應力小等優點,FSW作為關鍵核心技術正被大量應用在飛機機身蒙皮、加筋板、機翼框架及地面甲板等結構件的制造中[1-4]。疲勞斷裂是航空航天構件失效的一種主要形式,這種斷裂往往無明顯征兆,其危害性和造成的損失極大。因此,航空航天領域FSW構件的疲勞行為成為工程領域普遍關注的熱點問題之一,探索一種高效低成本而又準確的實驗新方法來獲取金屬的疲勞極限或疲勞壽命等疲勞性能的基本數據,具有重要的工程意義[5-8]。
疲勞是一個能量耗散的過程,在材料疲勞破壞過程中,絕大部分塑性功以熱能的形式釋放出來,熱量耗散是材料疲勞過程中的主要能量耗散形式,所以試樣疲勞點的溫度及其演變包含了疲勞過程中塑性應變發展的重要信息[9,10]。
采用紅外熱像法研究材料疲勞過程中溫度的演變規律已有相關報道。Risitano等[11],Luong等[12],Wagner 等[13]分別利用紅外熱像法得到了材料疲勞過程中的溫升變化曲線,結果表明,材料疲勞過程中的溫度變化可以分為三個特征明顯的階段,即第一階段——初始溫升階段、第二階段——溫度穩定階段、第三階段——溫度快速升高階段; Zhang等[14]利用紅外熱像法研究了10mm厚AZ31B鎂合金熔焊接頭疲勞過程的溫度變化,發現其溫升曲線的第一階段與第三階段呈上升趨勢,但第二階段溫升值下降并逐漸達到一個穩定值,并指出彈性滯后引起的熱彈性效應滯后是第二階段溫升下降的主要原因;姚磊江等[15]同時使用紅外熱成像儀與遠距離高倍顯微鏡對純銅疲勞過程中的熱耗散和顯微結構演化的相關性進行了實驗研究,表明紅外熱像法能清晰地反映塑性應變集中區域裂紋萌生和擴展等過程,與表面形貌的顯微圖像具有一致性。
但以往的紅外熱成像技術研究疲勞性能主要集中于疲勞過程的溫升曲線變化趨勢以及變化機理分析,沒有將其與材料的微觀組織結構對應起來。組織結構不均勻的熔焊接頭疲勞過程的溫升曲線與均勻材料相比顯示出了明顯的不一致性[14]。本工作針對2024-O鋁合金的母材及優化參數后的無缺陷FSW焊縫,通過紅外熱成像技術研究其疲勞實驗過程中的溫度演變規律,對比揭示FSW焊縫區的組織結構不均勻性對其疲勞過程中熱耗散的影響規律。
1 實驗材料與方法
實驗選用8mm厚的2024-O鋁合金板材制備焊接接頭,其名義化學成分如表1所示,為了獲得無缺陷的FSW接頭,實驗采用攪拌摩擦加工代替平板對接FSW過程,在攪拌摩擦焊機(賽福斯特FSW-RL31-010型)上進行焊接接頭制備。攪拌頭軸肩直徑為18mm,攪拌針為根部直徑5mm的錐臺結構,上面加工有右旋螺紋。選擇優化后的焊接參數:攪拌頭轉速300r/min,焊接速率60mm/min。母材試樣和焊后試樣經剖切、打磨、拋光、Keller試劑(HF ∶HCl ∶HNO3∶H2O=1 ∶1.5 ∶2.5 ∶95)腐蝕15s后,采用光學顯微鏡觀察其微觀組織形貌。將母材和接頭制備成拉伸試樣,為了使拉伸斷裂發生在焊縫區以得到準確的接頭力學性能參數,采用圓弧標距的拉伸試樣,其尺寸如圖1所示,在INSTRON 3382拉伸試驗機上進行拉伸實驗。

表1 2024-O鋁合金名義化學成分(質量分數/%)
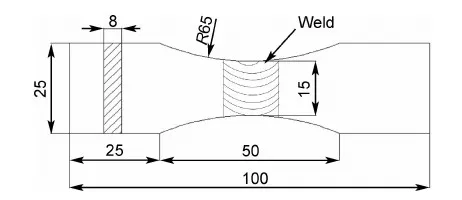
圖1 拉伸試樣尺寸Fig.1 The sample dimension for tensile test
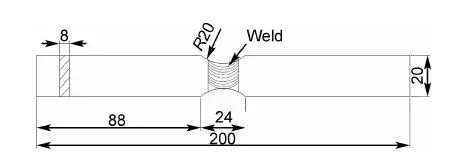
圖2 疲勞試樣尺寸Fig.2 The sample dimension for fatigue test
室溫疲勞實驗在INSTRON 8802疲勞試驗機上進行,采用帶雙圓弧缺口的疲勞試樣以確保疲勞斷裂發生在焊縫處,其尺寸如圖2所示,此時疲勞試樣的應力集中段較短,溫度變化區域集中。將疲勞試樣表面用細砂紙打磨至光亮,然后超聲波清洗。為了提高鋁合金表面的輻射率,在疲勞試樣待觀測的側面噴上一層均勻的黑漆(輻射率0.9)。疲勞實驗時載荷加載頻率為20Hz,以正弦波方式加載,應力比為-1,試樣夾持端用玻璃絨隔熱。采用VarioCAM?hr head-HS紅外熱像儀(精度為0.1℃)記錄疲勞過程中試件表面的溫度變化,采樣速率為12.5幀/s,拍攝溫度范圍取為0~300℃,紅外熱像儀距離試樣50cm處放置,側面拍攝。實驗系統如圖3所示。
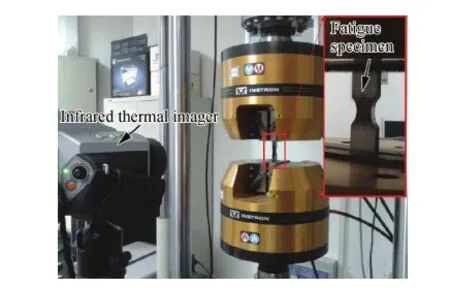
圖3 疲勞實驗系統Fig.3 The fatigue testing system
2 結果與討論
2.1 組織形貌觀察與力學性能測試
2024-O鋁合金母材為軋制狀態,微觀形貌為沿軋制方向的板條狀組織,如圖4所示,基體晶粒取向性一致,結構均勻。在實驗所選取的焊接參數下制備的FSW焊縫微觀形貌如圖5所示,其中整體形貌如圖5(a)所示,接頭的熱影響區(Heat Affected Zone,HAZ)、熱力影響區(Thermal Mechanical Affected Zone, TMAZ)、焊核區(Weld Nugget Zone, NZ)微觀形貌分別如圖5(b),(c),(d)所示,焊核區為細小的等軸再結晶組織,熱力影響區的組織發生了較大程度的扭曲變形,晶粒沿著焊核呈流線型分布,其中前進側熱力影響區如圖5(c)所示,晶粒出現了不同程度的長大,與焊核區的組織過渡出現突變,后退側熱力影響區與焊核區的組織過渡較為平緩。熱影響區的晶粒與母材相比,取向性不再明顯,晶粒尺度與母材相似。可以看出,FSW焊縫區顯示出了高梯度的組織結構不均勻性。
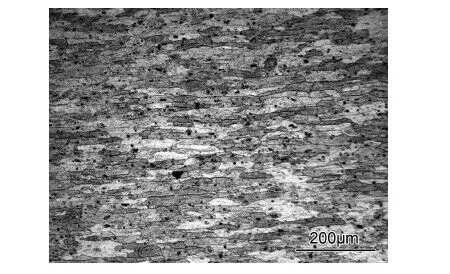
圖4 2024-O鋁合金母材組織形貌Fig.4 Microstructure of parent material 2024-O aluminum alloy
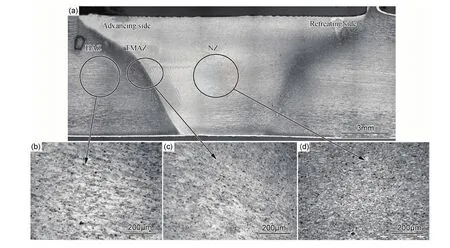
圖5 FSW焊縫區組織形貌 (a)整體形貌;(b)熱影響區;(c)熱力影響區;(d)焊核區Fig.5 Microstructure of the FSW weld showing the whole morphology(a), heat affected zone(b), thermal mechanical affected zone(c) and weld nugget zone(d)
為了得到母材和FSW焊縫區的拉伸性能參數以確定疲勞加載的應力水平,分別取母材和FSW接頭的三組試樣進行拉伸實驗,測得的各組試樣的抗拉強度σb和屈服強度σ0.2如表2所示。可以看出,在實驗所選取的焊接參數下,FSW焊縫區的抗拉強度超過了母材。拉伸實驗時,三組FSW接頭試樣均在前進側熱力影響區斷裂,因為在前進側,塑性體之間的速度梯度比較大,組織過渡出現突變,在焊核區與前進側熱力影響區之間往往形成力學性能的薄弱區。
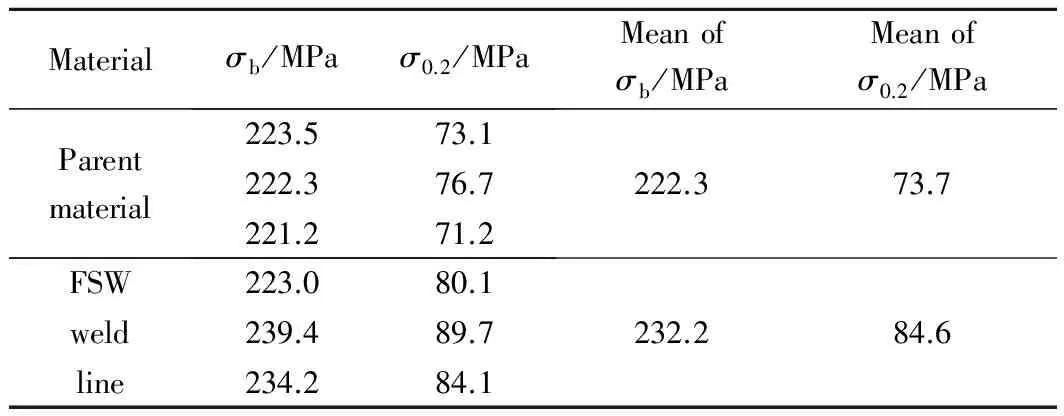
表2 2024-O鋁合金母材與FSW焊縫拉伸性能
2.2 疲勞實驗結果與分析
對母材和FSW接頭的疲勞試樣分別在不同的應力水平下進行疲勞實驗。為了獲得疲勞壽命在103~105周次時母材和FSW焊縫區疲勞過程的溫升變化曲線并能夠進行對比分析,經初步實驗調整,對于母材試樣,分別選取0.64σb0,0.57σb0,0.52σb0,0.5σb0四個應力水平;對于FSW接頭試樣,分別選取0.75σb1,0.7σb1,0.68σb1,0.66σb1,0.65σb1,0.6σb1六個應力水平(其中σb0為母材的平均抗拉強度,σb1為FSW焊縫的平均抗拉強度),在相同的加載頻率與應力比下進行疲勞測試,采用紅外熱成像儀獲取疲勞過程中試樣表面的溫度。疲勞測試結果如圖6所示,可以看出,FSW焊縫的疲勞壽命曲線位于母材的疲勞壽命曲線上方,在加載應力為139.3MPa時,FSW接頭的疲勞壽命為72768周次,為母材疲勞壽命值(4675周次)的1550%,即實驗所制備的FSW焊縫疲勞性能優于母材。
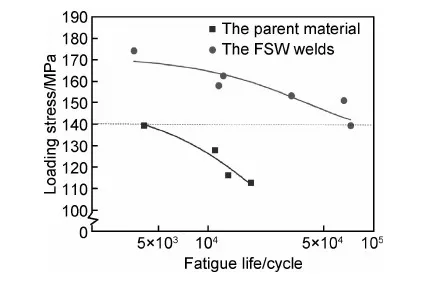
圖6 母材和FSW焊縫區疲勞壽命與加載應力的關系曲線Fig.6 Correlation curves between fatigue life and stress of the parent material and the FSW welds
經過退火處理的2024-O鋁合金中夾雜物呈彌散分布,夾雜物使滑移均勻分布,同時彌散的夾雜物也使其與基體界面易于脫開,加速了疲勞裂紋擴展,在裂紋尖端塑性區內,空穴也易在彌散相周圍產生,空穴的連接導致裂紋的擴展,所以其疲勞裂紋擴展速率高[16],而FSW焊縫區由于經過固溶溶解,其夾雜物較少,因此疲勞裂紋擴展速率慢,疲勞性能較好。
圖7顯示了部分母材和FSW接頭的疲勞試樣斷裂后的形貌,矩形框內為疲勞斷裂發生的位置。可以看出,母材的疲勞斷裂均發生在圓弧缺口的底部,因為對于組織結構均勻的母材試樣來說,缺口底部寬度最窄,是加載過程中的應力集中區。然而,FSW焊縫的疲勞斷裂均發生在前進側熱力影響區,與拉伸斷裂的位置一致。結合圖5中對前進側熱力影響區微觀組織的觀察可以發現,在前進側接近焊核附近的區域,被拉長的晶粒沿著焊核呈流線型分布,晶粒尺寸與焊核區相比相差較大,晶粒沿界面方向被拉長,整個區域呈放射型的條狀組織,表明該區域的金屬在焊接過程中受到了較大的拉伸變形[17],又由于前進側晶粒方向與加載應力方向幾乎垂直,當試樣承受軸向交變載荷時,裂紋向阻力最小的方向擴展,所以該區相比于接頭其他區域最容易發生破壞。
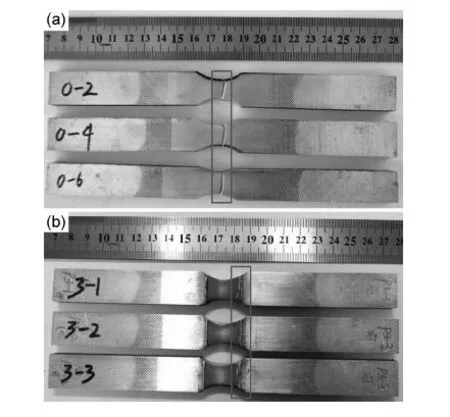
圖7 部分試樣疲勞斷裂后的實物圖 (a)母材;(b)FSW接頭Fig.7 Images of the fractured fatigue samples (a)the parent material;(b)the FSW welds
2.3 疲勞過程中的溫度演變及分析
使用紅外熱成像技術分別采集了母材試樣和FSW焊縫區在疲勞加載過程中的溫度演變數據,將每個循環周次下試件表面最高溫度與環境最高溫度的差值作為溫升ΔT,當疲勞壽命較短時(循環次數為3×103~5×103周次),母材和FSW焊縫區疲勞過程中的溫升變化及部分特殊點的紅外熱像圖如圖8所示。由圖8(a)可以看出,母材試樣在循環載荷的作用下表面溫度變化符合“三個階段”[11-13]的明顯特征,即第一階段循環初期溫度快速升高、第二階段循環穩定表面溫度平穩變化、第三階段宏觀裂紋擴展開始溫度急劇上升。第一階段因為試樣和環境的溫差較小,對流過程中的熱量損失較少,大部分熱量耗散用于提高試樣的溫度,試樣表面溫度上升較快直至溫度穩定;第二階段由于試件的熱量耗散與試件和環境的熱量交換大致相當,因此溫度相對穩定;到了第三階段試件中宏觀裂紋開始擴展,由于裂紋尖端的能量快速釋放,導致溫度迅速上升,直至發生破壞。圖8(b)顯示出在循環載荷作用下FSW焊縫區表面的溫度演變,表面溫升在第一階段與第三階段的變化趨勢與母材相似,而在第二階段呈下降的趨勢,且第一階段與第二階段之間有峰值出現,與熔焊接頭疲勞過程的溫升變化相似[14]。圖9為疲勞壽命在1×104~2×104周次時母材和FSW焊縫區疲勞過程中的溫升變化及部分特殊點的紅外熱像圖,可以看出,加載應力較小時,FSW焊縫區表面的溫度變化顯示出了同樣的規律。
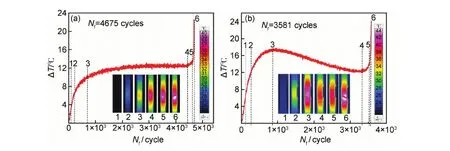
圖8 疲勞壽命在3×103~5×103周次時,試樣溫升值與循環次數關系曲線 (a) 母材;(b)FSW焊縫Fig.8 The relationship curves between temperature increment and cycles under Nf = 3×103-5×103 cycles(a)the parent material;(b)the FSW welds
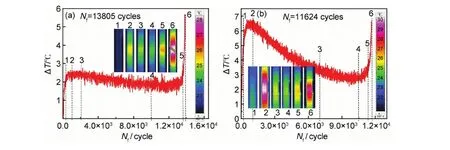
圖9 疲勞壽命在1×104~2×104周次時,試樣溫升值與循環次數關系曲線 (a)母材;(b)FSW焊縫Fig.9 The relationship curves between temperature increment and cycles under Nf = 1×104-2×104 cycles (a)the parent material;(b)the FSW welds
在一定的應力水平下,取加載開始時載荷循環1000次試件表面的最高溫度T1、斷裂前1000次載荷循環中的最低溫度T2,將T2與T1的差值作為該疲勞載荷下第二階段總的溫升值ΔT0,各組疲勞試樣第二階段的溫度變化情況如圖10所示,可以看出,對于母材,不同的疲勞壽命時第二階段的溫度變化值都接近于0,可以認為母材第二階段的溫度穩定,這一現象說明,疲勞加載過程中不斷輸入的機械能通過對試樣塑性應變做功穩定地轉化為熱能耗散出來;對于FSW焊縫區,不同的疲勞壽命時第二階段溫度的變化值均為負值,在實驗選取的應力水平下,FSW焊縫區第二階段表面溫度變化值為-5~-3℃。由圖8(b)與圖9(b)可以看出,溫度的下降是一個緩慢的過程且在第二階段結束時存在一個最低點,這說明對于具有高梯度不均勻結構的FSW焊縫來說,第一階段之后,疲勞加載輸入的機械能與熱能的轉化率開始降低,由于FSW焊縫具有高梯度不均勻的組織結構,焊核區與熱力影響區的晶粒通過不斷的循環軟化積累了大量的彈塑性應變能,材料本身結構的穩定性隨著能量積累的過程不斷降低,到第三階段開始時,宏觀疲勞裂紋形成并擴展,由于經過固溶溶解的FSW焊縫區疲勞裂紋擴展速率慢,因而此時熱能的釋放是一個更加緩慢連續的過程,由圖8和圖9都可以看出,FSW焊縫區疲勞過程中溫度變化的第三階段所經歷的載荷循環次數相比于母材更大。
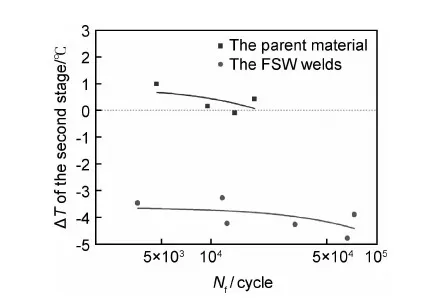
圖10 試件疲勞過程中第二階段的溫度變化值Fig.10 The values of temperature change on the specimens of the second stage during fatigue failure
因為第三階段是宏觀裂紋開始擴展直至斷裂的階段,一般這個階段的循環次數只占整個疲勞壽命的很小一部分,為了降低損失和危害性,當監測到結構件中宏觀疲勞裂紋開始擴展時,即可認為該結構件已經失效。隨著先進的測溫技術的發展,未來有希望通過疲勞過程中結構件表面的溫度監測來確定疲勞裂紋的形成和擴展時間,即要準確捕捉第三階段的開始時間,因為FSW焊縫較之于母材,其第三階段循環次數更多且溫度緩慢升高的過程更長,所以更加適于將來通過構件表面溫度的無損檢測來確保其在疲勞加載環境下工作的安全性。
3 結論
(1)對于8mm厚的2024-O鋁合金,在攪拌頭轉速為300r/min、焊接速率為60mm/min時,得到的FSW焊縫區抗拉強度為232.2MPa,高于母材,FSW焊縫顯示出了高梯度的組織結構不均勻性,前進側熱力影響區是其力學性能薄弱區。
(2)實驗所選參數下制備的FSW接頭焊縫顯示出了較好的疲勞性能,由于前進側熱力影響區內變形的晶粒方向與加載應力方向幾乎垂直,裂紋擴展阻力小,因而疲勞斷裂均發生在其前進側熱力影響區。
(3)母材試樣在循環載荷的作用下表面溫度變化符合“三個階段”的明顯特征,而FSW焊縫區表面溫度在第一階段與第三階段的變化趨勢與母材相似,在第二階段呈下降的趨勢,焊核區與熱力影響區的晶粒通過不斷的循環軟化積累了大量的彈塑性應變能,使疲勞加載輸入的機械能向熱能的轉化率降低。
[1] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science and Engineering: R, 2005, 50(1): 1-78.
[2] 董鵬, 孫大千, 李洪梅, 等. 6005A-T6 鋁合金攪拌摩擦焊接頭組織與力學性能特征[J]. 材料工程, 2012, (4): 27-31.
DONG Peng, SUN Da-qian, LI Hong-mei, et al. Microstructural and mechanical characteristics of friction stir welded 6005A-T6 aluminum alloy[J]. Journal of Materials Engineering, 2012, (4): 27-31.
[3] LOMOLINO S, TOVO R, SANTOS J D. On the fatigue behaviour and design curves of friction stir butt-welded Al alloys[J]. International Journal of Fatigue, 2005, 27(3): 305-316.
[4] 趙陽陽, 李敬勇, 李興學. 攪拌頭材質對攪拌摩擦焊溫度場的影響[J]. 航空材料學報, 2014, 34(2): 35-39.
ZHAO Yang-yang, LI Jing-yong, LI Xing-xue. Influence of stirring tool material on temperature fields of friction stir welding[J]. Journal of Aeronautical Materials, 2014, 34(2): 35-39.
[5] 周才智, 楊新岐, 欒國紅. 攪拌摩擦焊接頭疲勞行為研究現狀[J]. 稀有金屬材料與工程, 2006, 35(7): 1172-1176.
ZHOU Cai-zhi, YANG Xin-qi, LUAN Guo-hong. Research progress on the fatigue behavior of friction welded joints[J]. Rare Metal Materials and Engineering, 2006, 35(7): 1172-1176.
[6] 楊新岐, 崔雷, 徐效東, 等. 鋁合金 6061-T6 攪拌摩擦焊搭接焊縫缺陷及疲勞性能[J]. 航空材料學報, 2013, 33(6): 38-44.
YANG Xin-qi, CUI Lei, XU Xiao-dong, et al. Weld defects and fatigue properties of friction stir overlap joints for 6061-T6 aluminum alloy[J]. Journal of Aeronautical Materials, 2013, 33(6): 38-44.
[7] ZHOU C Z, YANG X Q, LUAN G H. Fatigue properties of friction stir welds in Al 5083 alloy[J]. Scripta Materialia, 2005, 53(10): 1187-1191.
[8] 王希靖, 徐成, 張杰, 等. 基于神經網絡 BP 算法的 7075-T651 鋁合金攪拌摩擦焊焊接接頭疲勞壽命預測[J]. 蘭州理工大學學報, 2008, 34(3): 12-15.
WANG Xi-jing, XU Cheng, ZHANG Jie, et al. Fatigue life prediction of friction-stir welding joints of aluminum alloy 7070-T651 based on BP algorithm of neural network[J]. Journal of Lanzhou University of Technology, 2008, 34(3): 12-15.
[9] ZHANG L, LIU X S, WU S H, et al. Rapid determination of fatigue life based on temperature evolution[J]. International Journal of Fatigue, 2013, 54: 1-6.
[10] LUONG M P. Fatigue limit evaluation of metals using an infrared thermographic technique[J]. Mechanics of Materials, 1998, 28(1): 155-163.
[11] La ROSA G, RISITANO A. Thermographic methodology for rapid determination of the fatigue limit of materials and mechanical components[J]. International Journal of Fatigue, 2000, 22(1): 65-73.
[12] LUONG M P. Infrared thermographic scanning of fatigue in metals[J]. Nuclear Engineering and Design, 1995, 158(2-3): 363-376.
[13] WAGNER D, RANC N, BATHIAS C, et al. Fatigue crack initiation detection by an infrared thermography method[J]. Fatigue & Fracture of Engineering Materials & Structures, 2010, 33(1): 12-21.
[14] ZHANG H X, WU G H, YAN Z F, et al. An experimental analysis of fatigue behavior of AZ31B magnesium alloy welded joint based on infrared thermography[J]. Materials & Design, 2014, 55: 785-791.
[15] 姚磊江, 李斌, 童小燕. 疲勞過程熱耗散與表面微觀結構演化相關性的試驗研究[J]. 西北工業大學學報, 2008, 26(2): 225-228.
YAO Lei-jiang, LI Bin, TONG Xiao-yan. Experimental study of the correlation between energy dissipation and surface microstructure evolution during fatigue[J]. Journal of Northwestern Polytechnical University, 2008, 26(2): 225-228.
[16] 德珂. 位錯與材料強度[M]. 西安: 西安交通大學出版社, 1988. [17] 王希靖, 阿榮, 郭瑞杰, 等. LF2鋁合金攪拌摩擦焊接頭的組織與性能[J]. 中國有色金屬學報, 2004, 14(10): 1705-1710.
WANG Xi-jing, A Rong, GUO Rui-jie, et al. Microstructures and properties of friction stir welding joints for LF2 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1705-1710.
Temperature Evolution in Fatigue Test of 2024 Aluminum Alloy Weld Fabricated by Friction Stir Welding
WANG Chang-sheng1,2,XIONG Jiang-tao2,LI Jing-long2, LI Peng2,ZHANG Fu-sheng2,YANG Jun3
(1 State Key Laboratory of Solidification Processing, Northwestern Polytechnical University,Xi’an 710072,China; 2 Shaanxi Key Laboratory of Friction Welding Technology, Northwestern Polytechnical University,Xi’an 710072,China; 3 Chinese Aircraft Strength Research Institute,Xi’an 710065,China)
The weld joints were fabricated by friction stir welding (FSW) on 8mm thick 2024-O aluminum alloy with a rotating speed of 300r/min and a welding speed of 60mm/min. The microstructure and mechanical properties of parent material and weld joints were investigated. The fatigue tests were conducted on both parent metal and weld joint, during which the surface temperatures were recorded by an infrared thermal imager. The results show that the welds exhibit high gradient inhomogeneity in microstructure, and have good fatigue properties. The thermal mechanical affected zone (TMAZ) in advancing side is the weak area as examined by the tensile tests. The temperature change of the specimen surface of the parent material meets the characteristic of “three stages”. Surface temperature variation tendency of the FSW welds is the same with that of the parent material in the first stage and the third stage, but has a downward trend in the second stage. The grains of the weld nugget zone and TMAZ accumulate lots of elastic and plastic strain energy through cyclic softening in the second stage that depress the conversion rate of mechanical energy to thermal energy.
friction stir welding;thermal infrared imager;fatigue property;elastic and plastic strain energy
10.11868/j.issn.1001-4381.2015.09.009
TG402
A
1001-4381(2015)09-0053-07
陜西省科技統籌創新工程計劃項目(2012HBSZS021);西北工業大學基礎研究基金(Grant JC20120224)
2014-05-23;
2015-03-25
李京龍(1964-),男,教授,博士生導師,主要從事焊接和熱噴涂領域的科研和教學工作,聯系地址:陜西省西安市碑林區友誼西路127號西北工業大學公字樓403室(710072),E-mail:lijinglg@nwpu.edu.cn
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
