雙光子聚合加工的光路模擬
2015-03-18 03:08:04左春檉周曉勤
激光技術 2015年3期
鄭 旭,左春檉,周曉勤
(吉林大學機械科學與工程學院,長春130022)
雙光子聚合技術是基于1931年G?PPERT-MAYER提出的雙光子吸收理論。可以說雙光子聚合技術的發展是階段性的。直到20世紀60年初激光器的出現,才由KAISER等人首先從實驗上證實了雙光子吸收過程。但是在對非線性光學材料的研究得到廣泛開展之前,幾乎沒有具有大的雙光子吸收截面的有機分子。直到20世紀80年代人們在非線性材料研究中得到了一些突破后,才得到了一些具有大的雙光子吸收截面的有機分子。這樣就為利用雙光子吸收在非線性材料領域和雙光子聚合領域的研究提供了基本條件。雙光子吸收是一種典型的3階非線性光學效應,其產生幾率正比于光子通量密度的平方,吸收的幾率小,只有在很強的激發功率下才能發生雙光子吸收。飛秒激光在很低的平均輸出功率下具有很高的脈沖功率,其脈沖功率可以達到吉瓦級,所以,很容易在材料中實現雙光子吸收[1-2]。
近10年來,雙光子聚合技術得到了快速的發展。在提高雙光子聚合加工的分辨率、加工效率和應用領域方面都取得了長足的進步[3-6]。
1 雙光子聚合加工的原理
雙光子聚合加工是將激光束聚焦到液態透明的聚合材料內,聚焦后的激光束的能量足夠大以致可以誘導材料發生雙光子吸收,從而使焦點處的材料發生聚合反應,形成近似球狀的固體顆粒。同時通過控制激光焦點和聚合材料的運動,得到預先設計的加工圖形。待整個加工過程結束后,用有機溶液清洗未發生聚合的材料,即完成了整個雙光子聚合加工過程[7]。圖1所示為雙光子聚合加工系統的結構圖。
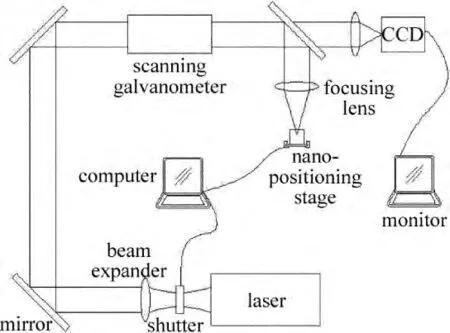
Fig.1 Two-photon polymerization processing system
由此可見,要實現雙光子聚合加工有幾個必需的條件:能夠誘發雙光子聚合的緊密聚焦的激光束;實現激光束緊密聚焦的光路系統;能夠發生雙光子聚合的材料。目前人們一般使用摻鈦藍寶石飛秒激光作為光源進行雙光子聚合加工,本文中使用的是 Spectra-Physics公司生產的Mai Tai飛秒激光器。典型的雙光子聚合材料主要包括樹脂材料聚合物單體和光敏引發劑,大多數雙光子聚合實驗中采用的是SU-8或SCR-500聚合材料。本文中重點研究的是實現激光束緊密聚焦的光路系統。
2 雙光子聚合加工的光路系統
雙光子聚合加工的光路系統主要由擴束鏡、掃描振鏡和聚焦透鏡3個部分組成。下面分別來介紹各個部分的作用,并用ZEMAX軟件(美國 Radiant Zemax公司ZEMAX-EE版)對這3個部分分別進行模擬。
2.1 擴束鏡
激光為高斯光束,高斯光束的光斑邊緣的包絡線呈雙曲線,光斑半徑最小處被稱為束腰w0。束腰處的光強分布公式為:

式中,I0為初始光強,r為極坐標。由此可見激光光束截面內的光強分布是不均勻的,距光束中心越近,光強越強。根據(1)式可知,當w0減小時,光強明顯增強。發生雙光子聚合需要極小的聚焦光斑,由高斯光束的聚焦特性可知,要得到極小的聚焦光斑則要求聚焦前的光束直徑較大,所以需要對初始激光束進行擴束[8]。
鋼筋安裝前,按圖紙位置進行放線,并用墨線彈出建筑物邊線或鋼筋線,用粉筆畫出每根鋼筋的位置。鋼筋安裝時架設必要的支撐并加以保護,避免發生錯位移動。混凝土保護層用帶鉛絲的砂漿墊塊控制。主筋接頭全部采用搭接焊,構造鋼筋采用綁扎接頭,焊縫長度、搭接長度等指標符合規范要求,在同一斷面上焊接接頭斷面積不超過鋼筋總數的50%,綁扎接頭不超過鋼筋總數的25%,鋼筋彎鉤朝向混凝土內。混凝土澆筑前,按照圖紙和規范標準進行詳細檢查鋼筋的架設情況,如發現鋼筋位置有變動,立即予以糾正。
另外,激光經過擴束后,激光光斑被擴大,從而減少了激光束傳輸過程中的光學器件表面激光束的功率密度,減小了激光束通過光學組件的熱應力,有利于保護光路上的光學組件。
擴束鏡有兩種形式,開普勒擴束鏡和伽利略擴束鏡,本文中先用的是伽利略初始結構,擴束倍數為10倍。使用ZEMAX模擬優化后的結果如圖2所示。

Fig.2 Optimized parameters of beam expander and simulated pictures
這里需要注意的是,光路中在擴束鏡的后面,還有掃描振鏡、聚焦透鏡等光學元件,光路較長,因此優化時需要注意使準直光盡量長。得到的實際擴束后的光斑半徑和實際擴束比如表1所示。
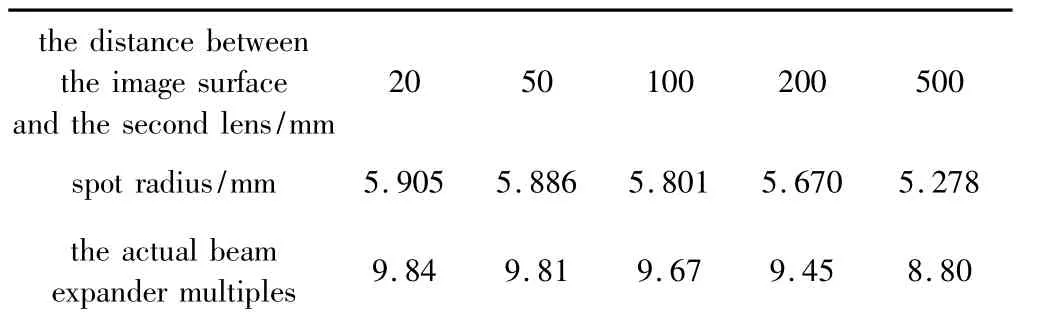
Table 1 Beam changes of image plane in different position
2.2 掃描振鏡
掃描振鏡在光路中的作用是快速定位加工位置。振鏡式激光掃描系統主要由反射鏡、掃描電動機以及伺服驅動單元組成。一般偏轉角度在±20°以內。根據配合使用的聚焦系統位置的不同,可把掃描振鏡主要分成兩種掃描類型,即物鏡前掃描和物鏡后掃描。由于在雙光子聚合加工系統中需要使用聚焦后的激光焦點進行加工且掃描的面積一般很小,所以對于作者的雙光子聚合加工系統使用物鏡前掃描的方式,即從激光器發出的激光束被擴束后,先經過兩個光軸相互垂直的反射鏡偏轉,然后光束再由聚焦物鏡聚焦在待加工樣品上[9]。而常用的掃描方式有3種,分別是跳躍式掃描(見圖3b中的1)、連續掃描(見圖3b中的2)和矢量掃描(見圖3b中的3)。跳躍式掃描可以對某一特定位置進行掃描,矢量掃描可以用于勾勒圖形輪廓,連續掃描可以用于在一個方向上的快速加工。掃描振鏡的模擬圖如圖3a所示,兩個反射鏡的光軸相互垂直。
這里兩個振鏡之間的距離是可以調節的,調節后的效果將在后面結合聚焦透鏡一起討論。
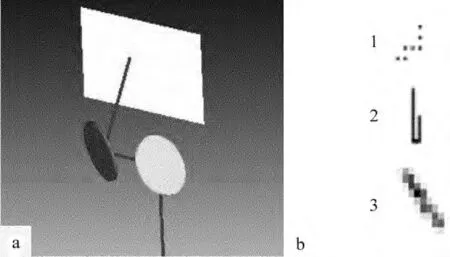
Fig.3 a—simulation picture of the scanning galvanometer b—three scanning forms of the scanning galvanometer
2.3 聚焦透鏡
聚焦透鏡的作用是將經過掃描振鏡后的光束進行聚焦。聚焦透鏡對入射激光的聚焦本領的影響主要由聚焦透鏡的數值孔徑d反應。聚焦后在水平方向和垂直方向的大小可根據以下的公式確定:
所以,在激光加工系統中,聚焦透鏡的數值孔徑直接影響著激光光斑的尺度,而且在垂直方向的影響尤為顯著。因此,在相同入射功率的前提下,應用大數值孔徑的聚焦透鏡進行加工可以獲得更高的入射光強和更小的光斑半徑。在其它條件不變的情況下,大數值孔徑的聚焦透鏡可以用更小的激光功率實現更高的加工精度[10]。
圖4為根據上述要求設計的聚焦透鏡,它是在里斯特透鏡的基礎上,加上一個彎月透鏡和一個半球透鏡組成。為了提高數值孔徑,透鏡出瞳面上滴折射率大于1的油液。另外要注意的是,聚焦透鏡是放置在掃描振鏡之后,所以設計的透鏡要滿足需要的掃描角度[11-12]。
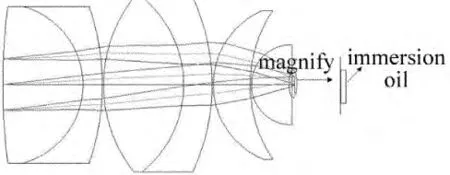
Fig.4 Light route diagram of high numerical aperture focusing lens system
除了分辨率,人們還關心聚焦后焦點處的能量。飛秒脈沖激光聚焦后光強的極大值可依據如下公式計算[12]:

式中,f為飛秒激光脈沖的重復頻率,τ為脈沖寬度,P為激光的平均輸出功率,w為激光聚焦焦點處的束腰。除w之外的參量都與激光器本身相關,而w即與擴束鏡的擴束效果相關,也與聚焦透鏡有關。
3 整個光路系統的模擬和分析
ZEMAX軟件中的非序列模式可以模擬高斯光束,這里就是使用高斯光束來模擬所使用的飛秒激光。需要設置的參量有:激光光源的位置、功率、束腰大小和光源的出射面到束腰的距離。具體參量如圖5所示,圖中束腰和出射點與束腰的距離的單位均為mm。

Fig.5 Simulated parameters of light source used in ZEMAX software
將上述3個部分合并到一個光路中,并在光路的不同位置添加探測激光能量的平面。分別是光源附近,掃描振鏡與聚焦透鏡之間和聚焦光斑處。通過探測平面可以清晰地看到光束經過各個光學系統后形態,在某一截面上的位置以及能量的變化情況。如圖6所示,從激光器發出的激光光束經過擴束鏡擴束,擴束后經過掃描振鏡,兩個掃描振鏡的光軸彼此垂直,使得光束的傳播方向和角度都發生改變,最后經過聚焦透鏡匯聚。
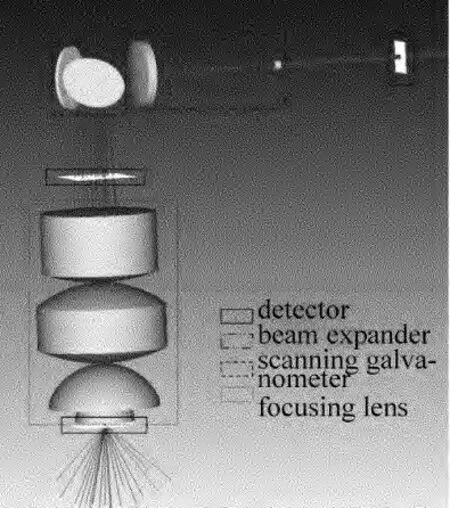
Fig.6 Light route system of two-photon polymerization
3.1 擴束鏡的擴束倍數對聚焦結果的影響
擴束鏡先用一個小焦距的透鏡壓縮束腰,然后再用一個大焦距的透鏡來壓縮發散角,這樣就可得到一束準直光。各個位置的光束腰和擴束倍數分別為:
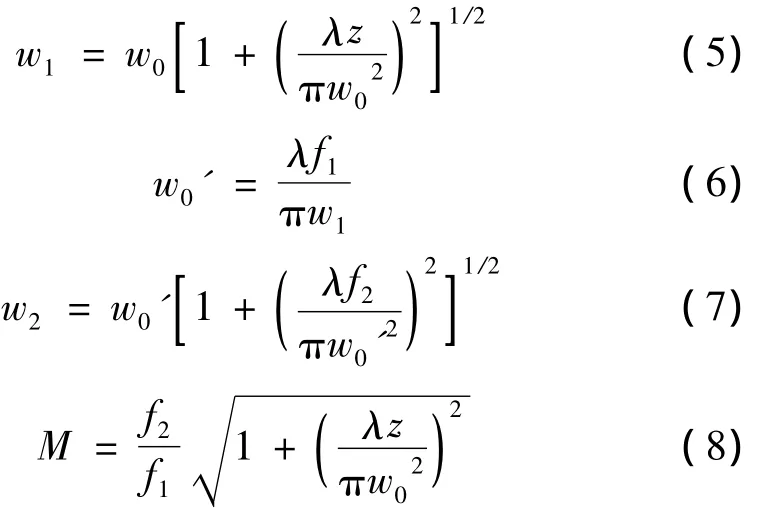
式中,f1和f2分別為兩個透鏡的焦距;λ為入射光的波長;z為入射光的束腰處距第1個透鏡的距離;w0,w1,w0′,w2分別為從激光器中發出的光束束腰、光束到達第1個透鏡時的束腰、光束第1次聚焦后的束腰、光束從第2個透鏡出射后的束腰;M為擴束倍數,由于,所以擴束倍數為
改變擴束倍數,分別使用擴束倍數為4,6,8,10和12的擴束鏡進行模擬,最終得到的聚焦焦點處的光強(根據(4)式 ~ (7)式[11,13]計算)如表 2 所示。
由此可見,擴束倍數越大,聚焦后焦點處的能量越高。

Table 2 Influence of multiple of beam expander on light intensity in focal spot
3.2 擴束鏡在光路中的位置對聚焦結果的影響
由于激光光束在傳輸過程中,截面距離束腰越遠,能量越小,所以擴束鏡中第1個透鏡距離光源的距離也會對聚焦結果產生影響,使用ZEMAX軟件可模擬得到。
由表3可知,當擴束鏡越靠近光源時,得到的能量越大。

Table 3 Influence of position of beam expander on light intensity in focal spot
4 結論
對雙光子聚合加工光路系統各個部分的作用進行了分析,并使用ZEMAX軟件分別對擴束鏡、掃描振鏡、聚焦透鏡以及整個光路系統進行了模擬,這為實際光路的安裝提供了指導作用。從而可以直觀地看到激光光束經過各個光學系統后,光束形態、能量和位置的變化情況。結合公式及ZEMAX的模擬可知,盡量減少光路的長度有利于獲得較高的聚焦光強,而增大擴束倍數也有利于獲得更高的光強,但是這種條件下就要求聚焦物鏡能在掃描振鏡轉動的角度范圍可以將光束聚焦到同一平面內,并消除不必要的像差。所以應當選擇適當的擴束倍數。
[1] WU D.Two-photon polymerization micro-fabrication by femtosecond laser[D].Changchun:Jilin University,2007:9-10(in Chinese).
[2] LIU L P.Study on three-dimensional micro-fabrication technique with two-photon absorption and ultrafast detection by femtosecond laser[D].Zhenjiang:Jiangsu University,2005:10-11(in Chinese).
[3] DORAISWAMY A,JIN C,NARAYAN R J,et al.Two-photon induced polymerization of organic-inorganic hybrid biomaterials for microstructured medical devices[J].Acta Biomaterialia,2006,2(3):267-275.
[4] BALDACCHINI T,SNIDER S,ZODOYAN R.Two-photon polymerization with variable repetition rate bursts of femtosecond laser pulses[J].Optics Express,2012,20(28):29893-29894.
[5] OBATA K,KOCH J,HINZE U,et al.Multi-focustwo-photon polymerization technique based on individually controlled phase modulation[J].Optics Express,2010,18(16):17193-17200.
[6] LEE K S,YANG D Y,PARK S H,et al.Recent developments in the use of two-photon polymerization in precise 2-D and 3-D microfabrications[J].Polymers for Advanced Technologies,2006,17(2):72-82.
[7] XIE H B,Lü E Y,ZHU X Ch,et al.Shaping and collimation of LD beam with astigmatism[J].Laser Technology,2013,37(4):551-555(in Chinese).
[8] YANG H F.Femtosecond laser micro-and nano-fabrication technique and application researches[D].Zhenjiang:Jiangsu University,2007:1-3(in Chinese).
[9] WEN Sh F.Study of galvanometric scan and control system in selective laser sintering[D].Wuhan:Huazhong University of Science and Technology,2010:13-23(in Chinese).
[10] JIANG Zh W,YUAN D J,CHEN R G,et al.Experimental research for important process parameters of two-photon three-dimensional microfabrication[J].Microfabrication Technolog,2003(2):61-62(in Chinese).
[11] HU J Sh.Introduction to optical engineering[M].2nd ed.Dalian:Dalian University of Technology Press,2005:634-653,866-876(in Chinese).
[12] SUN J X,WU Sh F,LI Y L.An immersion microscope objective applied to AF/PSTM[J].Optics & Optoelectronic Technology,2008,6(6):65-67(in Chinese).
[13] ZHOU B K,GAO Y Zh,CHEN T R,et al.Laser principle[M].4th ed.Beijing:National Defence Industry Press,2000:79-84(in Chinese).