纖維纏繞張力控制機構的結構及控制系統設計
2015-03-21 05:05:39張毅莉周慶貴
纖維復合材料 2015年1期
張毅莉,周慶貴
(1.連云港中復連眾復合材料集團有限公司,江蘇 連云港 222006)(2.淮海工學院,江蘇 連云港 222005)
纖維纏繞張力控制機構的結構及控制系統設計
張毅莉1,周慶貴2
(1.連云港中復連眾復合材料集團有限公司,江蘇 連云港 222006)(2.淮海工學院,江蘇 連云港 222005)
本文概述了纖維纏繞機的整體結構及工作原理,重點分析了計算機和數據采集卡為控制系統部件、交流伺服電機作為執行元件的張力控制機構的張力測量及精度控制裝置和纖維紗安裝的方法,介紹了基于A/D和D/A數據采集卡編程實現數據信號輸入輸出的程序基本結構和控制系統組成。
復合材料;纏繞機;張力測量;張力控制;結構設計;數據采集
1 引 言
纖維纏繞是玻璃鋼生產中的重要成型工藝之一,纖維纏繞工藝是纖維在一定的預張力作用下,浸漬樹脂粘結劑后,按照一定的線型有規律地排布在芯模上,在纏繞過程中,提高密實程度,進而提高制品的強度。在復合材料制品纏繞成型過程中,對纖維材料施加張力并對張力進行精密控制是十分重要的,施加張力可以使纖維拉直、驅除氣泡、滲透樹脂,使纏繞出的制品更加緊密,同時為了避免因張力過大造成纖維斷裂而影響產品的質量。這又對纏繞張力參數的控制提出了更高的要求。
2 設備機構設計
計算機控制纏繞是用纖維預浸樹脂通過特定的機械和控制,將已浸過樹脂的纖維,按所要求的線型規律纏繞至芯模表面上,其性能水平對纏繞制品的質量和工作性能起著決定作用。
2.1 纏繞工藝
圖1是纏繞工藝原理,玻璃纖維從帶有張力控制的紗架引出,經過樹脂浸透,進入安裝在行走軌道的纏繞小車上的繞絲嘴,并按一定規律均勻纏繞在旋轉的模具上。纏繞小車延軌道做縱向直線來回運動,繞絲嘴垂直軌道做徑向進退運動。
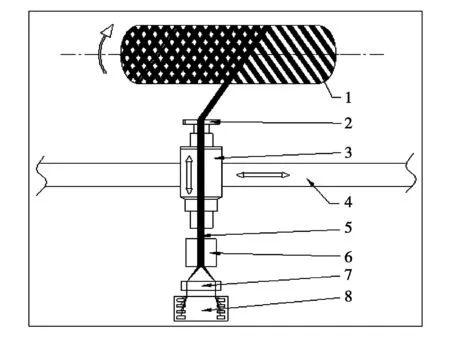
圖1 纏繞工藝原理圖1-模具;2-繞絲嘴;3-纏繞小車;4-軌道;5-纖維;6-膠槽;7-纖維測量反饋裝置;8-纖維安裝控制
主軸模具1由伺服電機根據要求通過減速機減速做均勻旋轉,其旋轉速度由編碼器輸出反饋;纏繞小車3由伺服電機根據所需的要求通過減速機減速延軌道4做縱向均速來回運動,其行走速度由編碼器輸出反饋;繞絲嘴2由伺服電機根據要求通過減速機減速做徑向進退運動,其運動速度由編碼器輸出反饋。玻璃纖維5從帶有張力測量反饋裝置7的纖維安裝控制8引出,經過膠槽6浸透樹脂后,進入安裝在纏繞小車3上的繞絲嘴2;主軸的旋轉、小車的縱向運動和繞絲嘴的徑向運動組成纏繞機的主運動,由計算機控制。由于纖維纏繞于模具上的張力直接影響到產品的質量,所以纖維的張力控制是非常重要的。
2.2 纏繞機結構
由于計算機控制纖維纏繞機是將纖維按照一定的規律均勻的纏繞在芯模上而成型的專用設備,組成主體的各部件可實現計算機控制三坐標。在滿足工藝要求的前提下,又考慮結構的緊湊性,為此總體布局將主軸箱、尾座、軌道小車、繞絲嘴設計在一個主體框架上,并根據制品的大小設計成兩工位纏繞,如圖2。主軸、纏繞小車、繞絲嘴的運動均有數據反饋于計算機,輸入所需的要求完成產品纏繞。
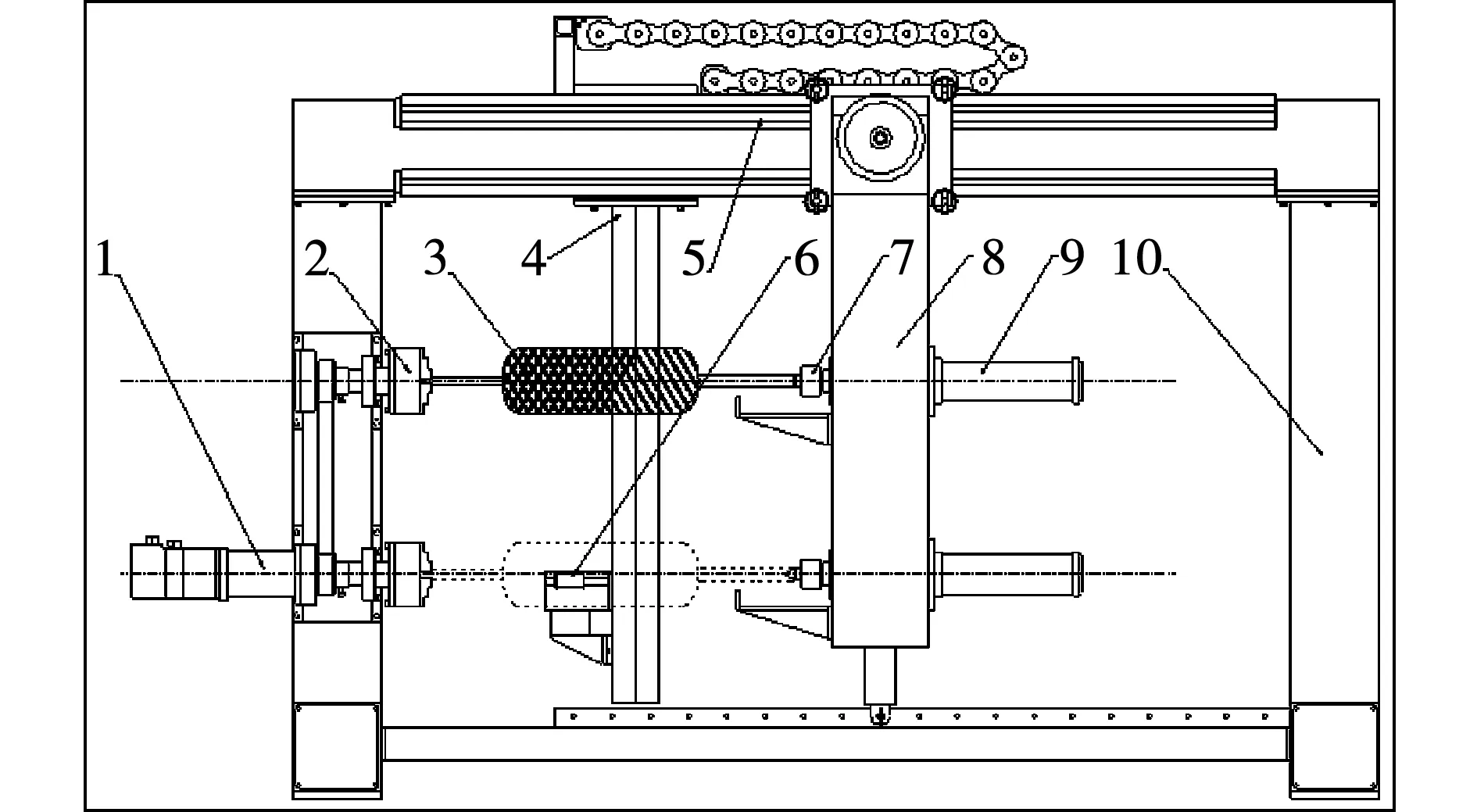
圖2 纏繞機構1-主軸伺服電機;2-床頭三爪卡盤;3-模具;4-纏繞小車;5-軌道;6-繞絲嘴;7-頂針;8-尾座;9-尾夾緊氣缸;10-主框架
伺服電機1驅動主軸旋轉,主軸端部安裝有三爪卡盤2,三爪卡盤2可裝夾不同規格模具3,尾部用氣缸9推動頂針7快速將模具3對中夾緊,尾架8可根據模具長度調整位置后固定在主框架10上;繞絲嘴6安裝在纏繞小車4上,纏繞小車4由伺服電機控制延軌道5縱向往復運動。
2.3 纖維張力控制機構
由于纖維的張力對產品質量有很大影響,纖維的張力控制顯得尤為重要,為了保證纖維控制的精度,設計了單根纖維計算機控制。
圖3是纖維控制機構,已繞成線團狀的纖維,放在有獨立支撐的安裝架上,每根纖維由獨立的伺服電機控制,可以保證每根纖維在纏繞的過程中張力相同。
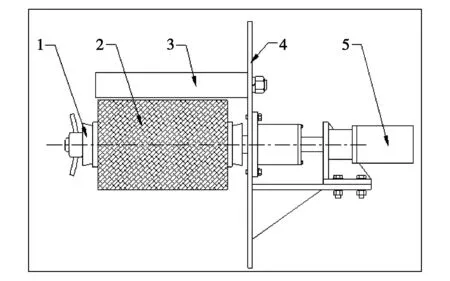
圖3 纖維控制1-夾緊漲塞;2-纖維紗團;3-纖維過渡輥; 4-纖維安裝架;5-伺服電機
纖維紗團2安裝在由伺服電機5控制的輸出軸上,用帶錐度的漲塞1將纖維紗團2固定夾緊,可保證纖維在纏繞過程中無打滑,為使纖維平穩進入測量裝置,結構上設計了一個長度超過紗團高的過渡輥3,纖維1從過渡輥3上方繞過進入測力裝置。
圖4是纖維張力測力反饋裝置,纖維經過進出導向輥進入測力輥輪組,由測力傳感器反饋單根纖維的張力。
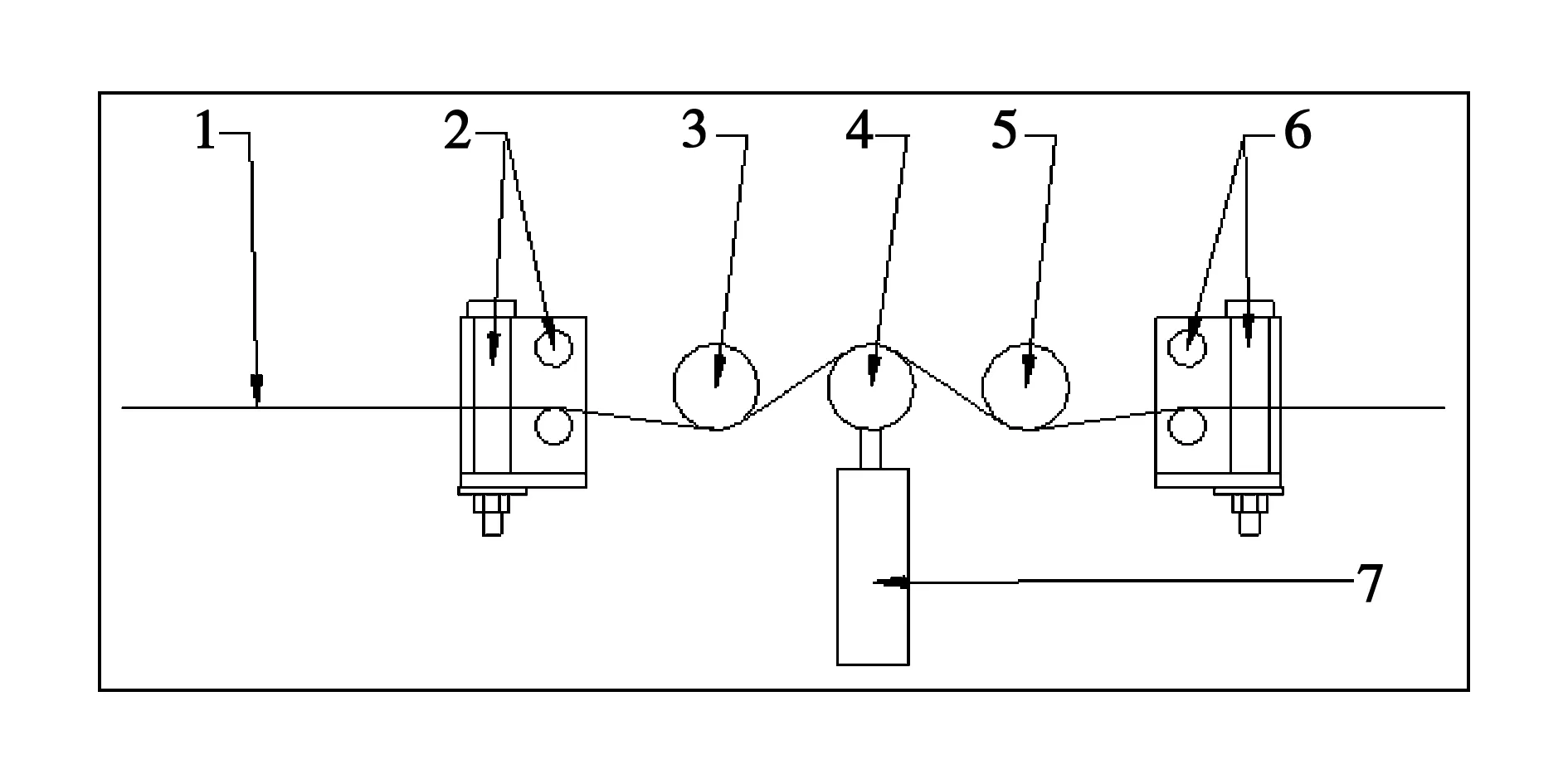
圖4 纖維測量反饋裝置1-纖維;2-纖維出導向輥;3-過渡輪;4-測力輥; 5-過渡輪;6-纖維進導向輥;7-傳感器
纖維1從成井狀的進導向輥6進入測力反饋裝置,再從成井狀的出導向輥2出測力反饋裝置,纖維1由過渡輪3和過渡輪5調整走向,使纖維1始終接合在測力輥4上,將纖維1的拉力無間斷的傳到傳感器7上。
3 控制系統的程序設計
3.1 控制系統的組成
圖5為張力控制系統的組成框圖。控制系統的核心部件是研華工控制機,信號的A/D和D/A轉換分別采用研華PCL-818HG和PCL-727數據板卡,此類板卡可用于各類電信號的采集、數據處理和控制運算后的電信號輸出。PCL-818HG數據采集卡將從外界獲取的各種電信號轉換為統一的數字信號傳遞給計算機,并接收計算機傳來的數字或控制信號;PCL-727數據輸出卡將模擬或數字信號傳遞給外部設備。
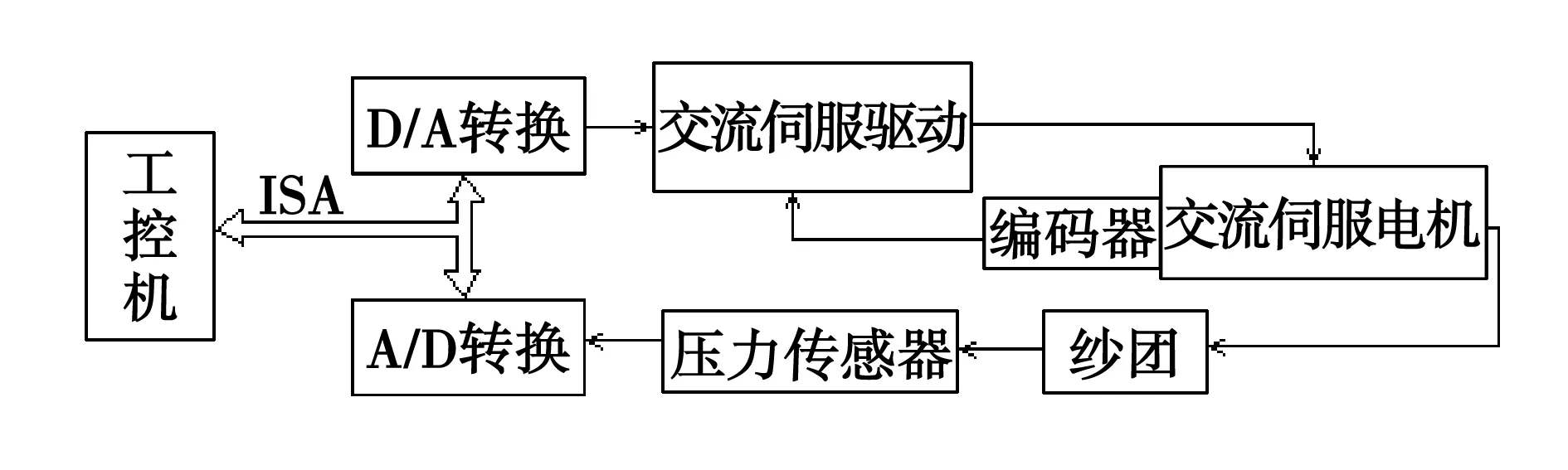
圖5 張力控制系統結構
交流伺服電機為執行元件,控制紗團的轉速以調節張力,壓力傳感器檢測紗團的動態張力值,進行A/D轉換形成反饋信號。與交流伺服電動機同軸相聯的編碼器,將電機的轉速信號反饋至交流伺服驅動器,并設定驅動器為恒轉矩控制方式。
3.2 A/D采集卡的設置程序
由于VB并不提供對計算機外設進行底層操作的語句或函數,因而要利用DLL技術實現I/O控制,才能實現對I/O端口的控制與訪問。動態連接庫(DLL)是一種函數庫,應用程序可以在運行時鏈接并使用它。
圖6(a)為多通道數據采集程序流程圖。其中DRV-DeviceOpen函數為初始化指定設備,DRV-DeviceClose函數用于關閉DRV-DeviceOpen函數打開的設備,并釋放所分配的存儲空間,DRV_MAIConfig函數對設置采樣通道的電壓輸入范圍。DRV-MAIVoltageIn函數為獲取相應端口的模擬電壓信號,該函數被調用一次就對通道的設置完成一次I/O操作,重復調用DRV-MAIVoltageIn函數則可獲取相應端口的模擬電壓信號。表1為A/D板卡初始化及數據采集的主要編程方法。
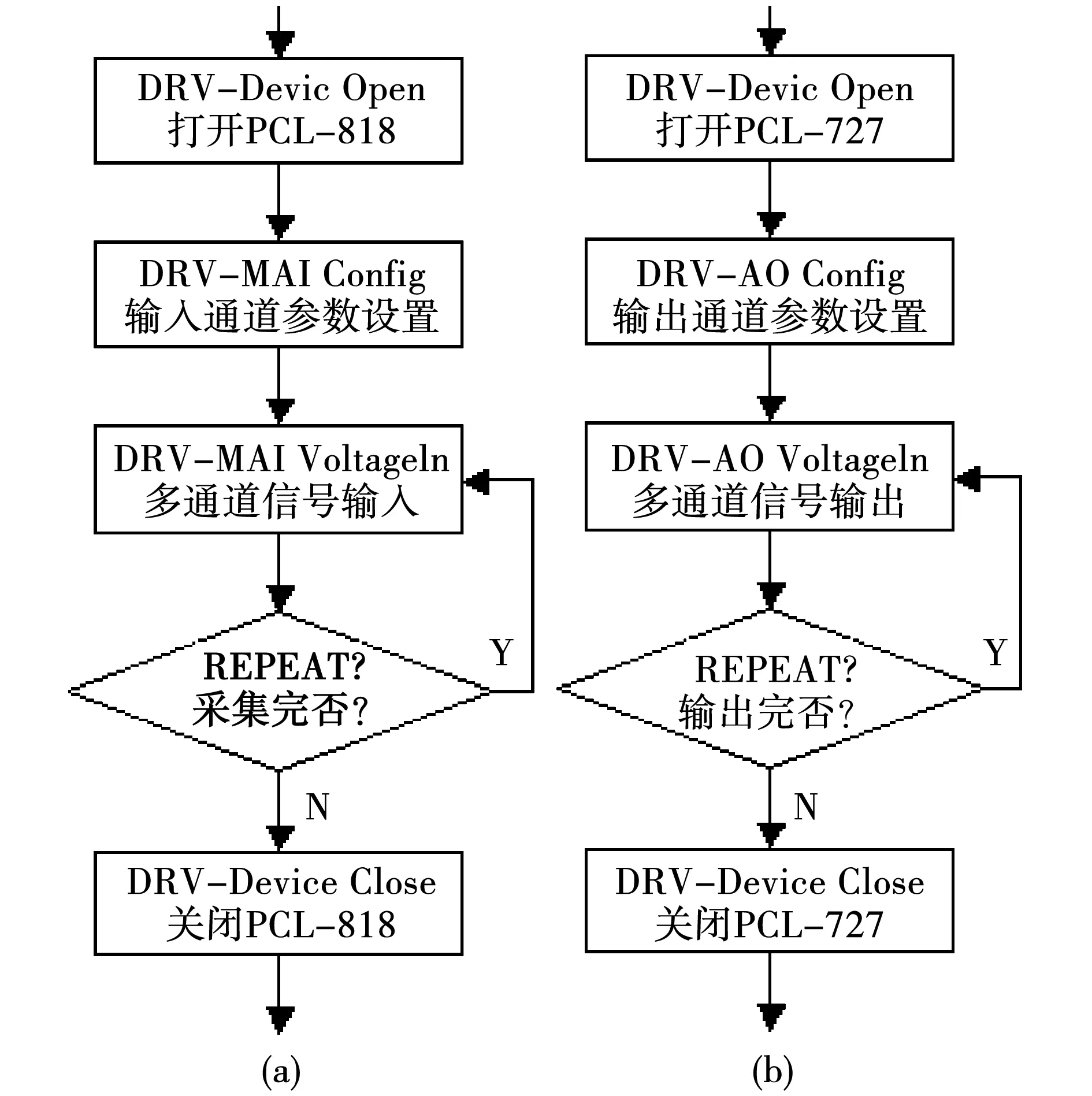
圖6 數據輸入輸出流程圖
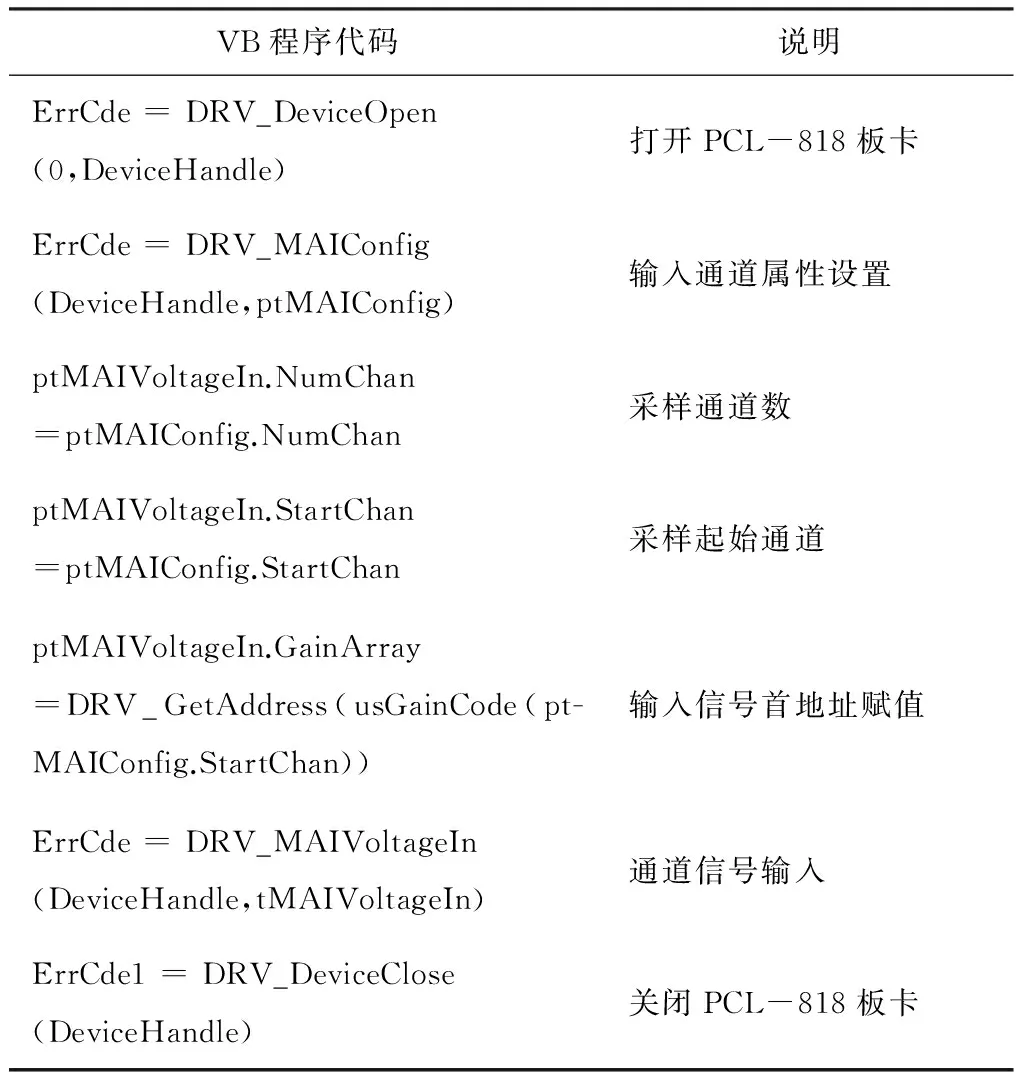
VB程序代碼說明ErrCde=DRV_DeviceOpen(0,DeviceHandle)打開PCL-818板卡ErrCde=DRV_MAIConfig(DeviceHandle,ptMAIConfig)輸入通道屬性設置ptMAIVoltageIn.NumChan=ptMAIConfig.NumChan采樣通道數ptMAIVoltageIn.StartChan=ptMAIConfig.StartChan采樣起始通道ptMAIVoltageIn.GainArray=DRV_GetAddress(usGainCode(pt-MAIConfig.StartChan))輸入信號首地址賦值ErrCde=DRV_MAIVoltageIn(DeviceHandle,tMAIVoltageIn)通道信號輸入ErrCde1=DRV_DeviceClose(DeviceHandle)關閉PCL-818板卡
3.3 D/A輸出卡的設置程序
圖6(b)為多通道數據輸出程序流程圖。其中DRV-DeviceOpen和DRV-DeviceClose函數為打開和關閉設備,DRV_AOConfig函數為模擬輸出通道的設置,DRV-AOVoltageOut( ):該函數被調用一次就對通道的設置完成一次I/O操作。重復調用DRV-AOVoltageOut函數則可從相應端口輸出模擬電壓信號。表2為D/A板卡初始化及數據采集的主要編程方法。
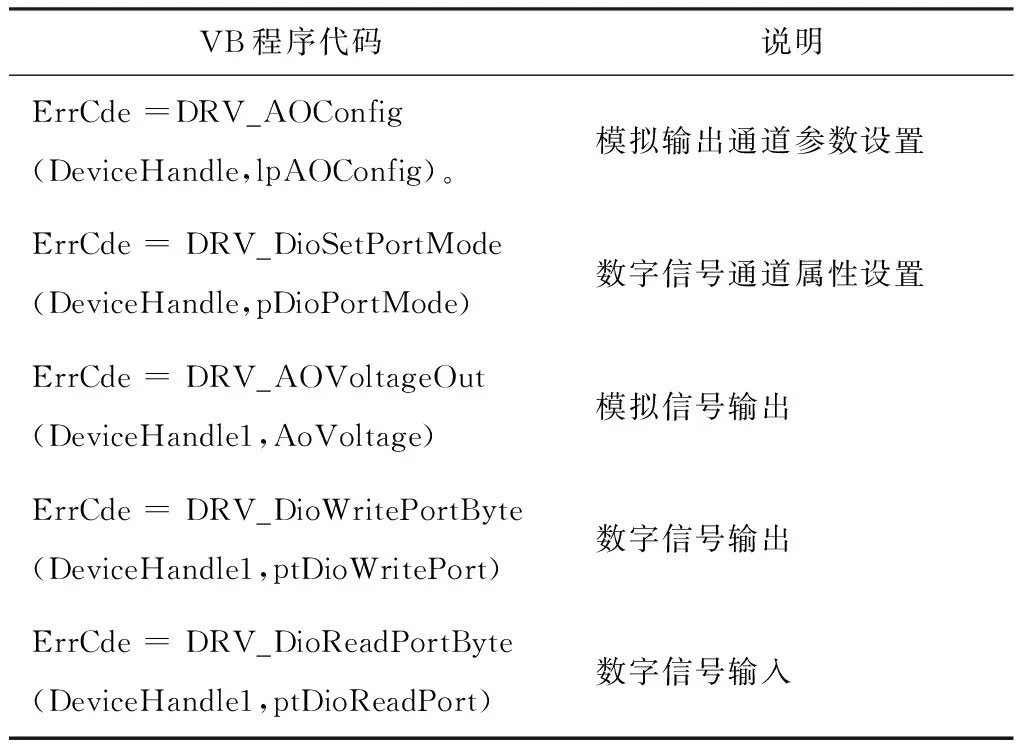
表2 D/A卡主要DLL函數配置
4 結 語
基于計算機控制的纖維纏繞張力控制機的研制,具有參數設置方便,界面友好,控制精度滿足工藝要求。本文介紹了機構的結構設計和DLL技術實現VB編程環境下多通道數據信號的檢測的方法。該機床在實際生產使用中具有明顯的優點。
[1] 方立,周曉東.連續纖維增強熱塑性復合材料的浸漬及其纏繞成型[J].纖維復合材料,2008,25(3):27-29.
[2] 周慶貴.纖維纏繞計算機張力控制系統的設計[J].機床與液壓,2008(7):267-269.
[3] Advantech Co.Ltd.PCL-818HG User’s Manual[Z].1994.
[4] Advantech Co.Ltd.Advantech DLL Drivers User’s Manual[Z].1999.
[5] 范逸之,廖錦棋.Visual Basic與數字輸入輸出適配卡控制[M].北京:清華大學出版社,2003.
Design of Structure and Control System of the Fiber Winding Tension Control Mechanism
ZHANG Yili1,ZHOU Qinggui2
(1.Lianyungang Zhongfu Lianzhong Composites Group Co.,Ltd.Lianyungang,Jiangsu 222006 ) (2.Huaihai Institute of Technology,LianYunGang,JiangSu 222005 )
This paper outlines the overall structure and working principle of the filament winding machine.The tension measurement and precision control device and method for fiber yarn installed actuators of tension control mechanism based on PC and data acquisition cards which actuators are AC servomotors are mainly discussed.The principle to develop data input and output signal based on A/D and D/A data acquisition card is introduced in this paper.
composite materials; winding machine; tension detection; tension control; mechanical architecture design; data acquisition
2014-11-06)
張毅莉(1963-),女,江蘇人,本科,高級工程師。研究方向:復合材料制品的制作設備、模具、工裝的開發設計。E-mail:zhangyili@lzfrp.com.
