計算機輔助工藝設(shè)計在模具數(shù)控加工中的應(yīng)用
2015-03-21 07:25:46鄭英明
時代農(nóng)機 2015年10期
鄭英明
(江西新能源科技職業(yè)學院,江西 新余 338004)
1 模具粗加工工藝參數(shù)選擇
在對機車覆蓋件的加工過程中,由于機車中的覆蓋件的空間結(jié)構(gòu)比較復雜,使得覆蓋件的結(jié)構(gòu)規(guī)律不容易被掌握,也就增加了模具工藝參數(shù)的計算難度。因此,在對模具加工方案的選擇時,要先將模具參數(shù)以及加工資源等相關(guān)的參數(shù)輸入到計算機主導控制平臺中,創(chuàng)建出一個強大的零件加工及工藝數(shù)據(jù)庫,進而能夠讓加工人員獲得被加工零件的所有信息,從臨建的尺寸到零件的參數(shù)與數(shù)量等,之后再對零件加工進行編碼控制,對加工零件進行控制的編碼大多采用數(shù)控機床控制平臺發(fā)出指令動作。模具數(shù)控加工圖片如圖1所示。

圖1 模具數(shù)控加工
2 模具粗加工走刀方式選擇
(1)利用計算機輔助工藝生成粗銳刀位軌跡。在使用計算機輔助工藝設(shè)計對模具粗加工走刀方式的選擇過程中,要先對機械模具的模型進行降維處理。將原有的三維模具模型處理成為一個二維模型,并在此基礎(chǔ)上得出相應(yīng)的2D軌跡,在整個過程中,對生成的2D模型進行處理,形成相交面,并將此相交面的交線使用參數(shù)曲線進行表示,進而以其為標準生成2D刀位。
(2)走刀方式對刀位軌跡的影響。在模具數(shù)控加工的過程的某一個特定的區(qū)域中,在零件的加工參數(shù)相同的情況下對刀具和刀位的選擇就先的非常重要,走刀方式的不同,形成的刀位軌跡也自然有所差別。因此,需要借助計算機輔助工藝設(shè)計來選擇恰當?shù)淖叩斗绞健?/p>
(3)計算機輔助工藝設(shè)計在模具數(shù)控加工中對刀具直徑的選擇。在對模具數(shù)控的粗加工及半精加工的過程中,選擇刀具直徑時,應(yīng)該重點考慮加工工藝確定的每個位置加工所需要的刀工部署,以及刀具的直徑和兩工步之間的搭刀量。當?shù)毒叩陌歼吔缭趭A角α在0°~180°之間時,需要在對最大刀具直徑進行考慮的基礎(chǔ)上對粗加工刀具的最大直徑進行確定。粗銑工刀具的最大直徑的計算公式為:
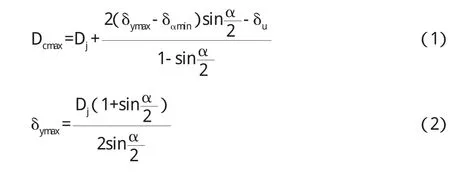
當模具數(shù)控加工過程中的粗銑刀選擇的比較大時,就會存在材料未能夠完全被清除的可能性,凸邊界時,邊界夾角為180°或者在180°以上時,此時的刀具直徑不會受到限制,這時,就要根據(jù)模具的加工情況以及刀具庫的基本情況選擇相應(yīng)的刀具直徑。
(4)模具精加工參數(shù)選擇中對計算機輔助工藝設(shè)計的應(yīng)用。在模具數(shù)控加工生產(chǎn)的過程中,模具加工的對象基本上都是半成品,選擇相應(yīng)的加工工藝對成品的質(zhì)量造成了十分嚴重的影響。在對模具進行曲面加工的過程中,對加工的精準性進行判斷和干預(yù)也是加工過程中一個十分重要的影響因素。這就要求在進行模具零件的零件的精加工的過程中,注重零件的加工效率比較關(guān)鍵。
(5)模具加工選擇走刀方式時對計算機輔助工藝設(shè)計的應(yīng)用。在模具零件的精加工的過程中,生成參數(shù)空間的軌跡方法是刀位軌跡方法生成的基礎(chǔ),它能夠根據(jù)參數(shù)曲面的相關(guān)參數(shù)來完成低刀位軌跡的計算,在此基礎(chǔ)上選擇相應(yīng)的刀位。這種方法相對操作較為簡單,因此,在生產(chǎn)中得到了廣泛的應(yīng)用。此外,走刀方式的不同也會造成不同的銑削狀態(tài),也就降低了零件加工的整體質(zhì)量,因此要針對零件的實際情況選擇相應(yīng)的走刀方式。
3 計算機輔助工藝設(shè)計的實施
(1)計算機輔助工藝設(shè)計為模具數(shù)控加工提供信息分析平臺。在模具數(shù)控加工過程中,計算機輔助技術(shù)在其中的應(yīng)用與實施發(fā)揮著重要的作用。模具加工中的零件的數(shù)據(jù)庫是將所有的零件加工的工藝知識以及零件加工的工序包含在內(nèi)的,這些工作能夠為模具數(shù)控加工奠定一個強有力的計算基礎(chǔ),數(shù)控系統(tǒng)能夠?qū)Ω鞣N零件精工的資源進行控制,這是零件加工過程中最為重要的一個環(huán)節(jié),這個環(huán)節(jié)操作的優(yōu)劣,對模具產(chǎn)品的整體質(zhì)量起著一個強有力的影響作用。如某模具加工企業(yè)在數(shù)控加工中將計算機輔助工藝設(shè)計應(yīng)用其中,實現(xiàn)了對零件加工各項資源的整合與控制,進而提高了加工效率,增加了企業(yè)的經(jīng)濟效益。
(2)計算機輔助工藝中的方案設(shè)計。在模具數(shù)控的加工過程中,工藝是產(chǎn)品與加工之間的過渡環(huán)節(jié),通過加工工藝能夠?qū)⒓庸み^程轉(zhuǎn)化成有價值的產(chǎn)品。在傳統(tǒng)的加工工藝中,數(shù)控加工工藝包括工序設(shè)計和方案設(shè)計,方案設(shè)計在模具加工之前十分必要,計算機輔助工藝進行相應(yīng)的方案設(shè)計后,才能開始對模具的加工。
(3)模具數(shù)控加工中的結(jié)構(gòu)分析。在模具數(shù)控加工過程中,數(shù)控加工的主要依據(jù)就是對其結(jié)構(gòu)進行分析。同時,結(jié)構(gòu)分析還是計算機輔助工藝設(shè)計中的一個重要的組成部分。模具數(shù)控加工完成的相應(yīng)的模型都是在結(jié)構(gòu)分析的基礎(chǔ)上,以其數(shù)據(jù)信息作為根本依據(jù)的。將計算機輔助工藝設(shè)計應(yīng)用在模具數(shù)控加工過程中,這樣既能夠有效提高零件制造的整體水平,又能夠在一定程度上提高加工產(chǎn)品的整體質(zhì)量,進而增加加工企業(yè)的經(jīng)濟效益。計算機輔助工藝設(shè)計在模具數(shù)控加工中應(yīng)用,能夠有效提高加工供給的規(guī)范化、科學化和精準化程度。
4 結(jié)語
總而言之,計算機輔助工藝設(shè)計在模具數(shù)控加工中進行應(yīng)用,能夠有效提高加工產(chǎn)品的質(zhì)量和加工過程的工作效率。對特殊模具進行加工時,加工工藝的參數(shù)選擇能夠?qū)庸さ恼w質(zhì)量、加工成本以及加工的生產(chǎn)效率造成直接的影響。計算機輔助工藝設(shè)計技術(shù)為加工企業(yè)的進步與發(fā)展起到了強有力的推動作用,進而能夠為加工企業(yè)集成數(shù)據(jù)信息的收集打下堅實的基礎(chǔ),促進加工企業(yè)的發(fā)展。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03