鋁鎂輥與鋼件軸復合體的加工分析*
2015-03-22 08:52:54李忠虹湯水菊
現代冶金
2015年5期
關鍵詞:工藝
李忠虹, 湯水菊
(常州寶菱重工機械有限公司, 江蘇 常州 213019)
鋁鎂輥與鋼件軸復合體的加工分析*
李忠虹, 湯水菊
(常州寶菱重工機械有限公司, 江蘇 常州 213019)
分析了鋁鎂合金輥與兩端鋼件軸頭復合件的特點及技術要求,針對工件的加工及拼裝中的難點,提出切實可行的工藝措施和加工方法,解決了鋁鎂輥材質軟和拼裝兩端軸頭同軸度0.02的難題。
機械加工; 同軸度; 鋁鎂合金輥; 拼裝工藝
引 言
常州寶菱重工機械有限公司承制兩種不同材質拼裝的復合件,其加工特點為:本體材料塑性好、材質軟,兩種不同的材質拼裝后同軸度要求0.02。
1 產品特點及主要加工難點
拼裝后的復合件如圖1所示,本體材質為:A5083-0實心鋁鎂合金輥(如圖2所示),兩端為45鋼軸頭(如圖3所示)。
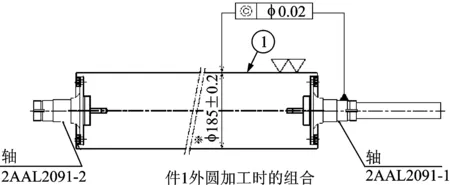
圖1 復合件

圖2 A5083-0實心鋁鎂合金輥(單位:mm)
復合件的特點是:
(1)本體為鋁鎂合金:材料的塑性好,加工中很容易碰傷或劃傷等。
(2)本體外圓鋁氧化:鋁氧化過程中,不允許有任何的鋼件,故不能將軸頭裝在本體上同時磨削。
(3)同軸度0.02 :從技術上講,本體與兩端軸頭分別加工成成品后直接拼裝,即可保證同軸度。但對單個零件的尺寸和形位精度的加工要求都非常高。考慮到加工過程中,零件難免出現一些偏差,因此在兩軸頭預留出適當的磨削量,待拼裝后再磨削。這樣可降低加工風險。
(4)拼裝面為過渡配合 :由于裝配材料硬度不同,敲擊極易引起鋁件變形。
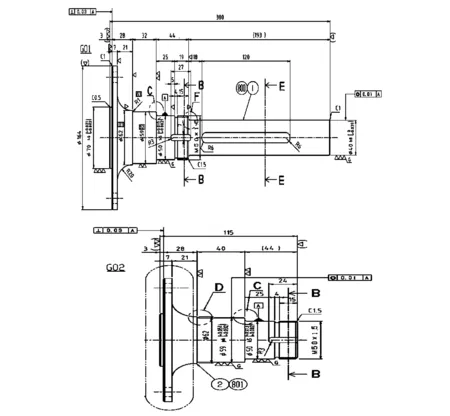
圖3 兩端45鋼軸頭
2 加工流程及工藝措施
2.1 加工流程
為了保證……
登錄APP查看全文
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
