淺析車身開發(fā)過程中焊鉗選型方法
2015-03-24 09:11:48周陽
汽車零部件 2015年5期
關(guān)鍵詞:結(jié)構(gòu)
周陽
(長城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心,河北保定071000)
0 前言
隨著我國汽車行業(yè)的迅速發(fā)展,汽車造型推陳出新,結(jié)構(gòu)千變?nèi)f化、沖壓件形態(tài)多樣化以及鍍鋅板、高強(qiáng)板的應(yīng)用,對(duì)焊鉗的結(jié)構(gòu)和性能提出了更高的要求。
1 焊鉗的分類
按照焊鉗結(jié)構(gòu)可分為C型焊鉗、X型焊鉗和異型焊鉗 (具體見表1),由于異型焊鉗需要特殊制造且通用性較差,一般選型時(shí)不選擇。
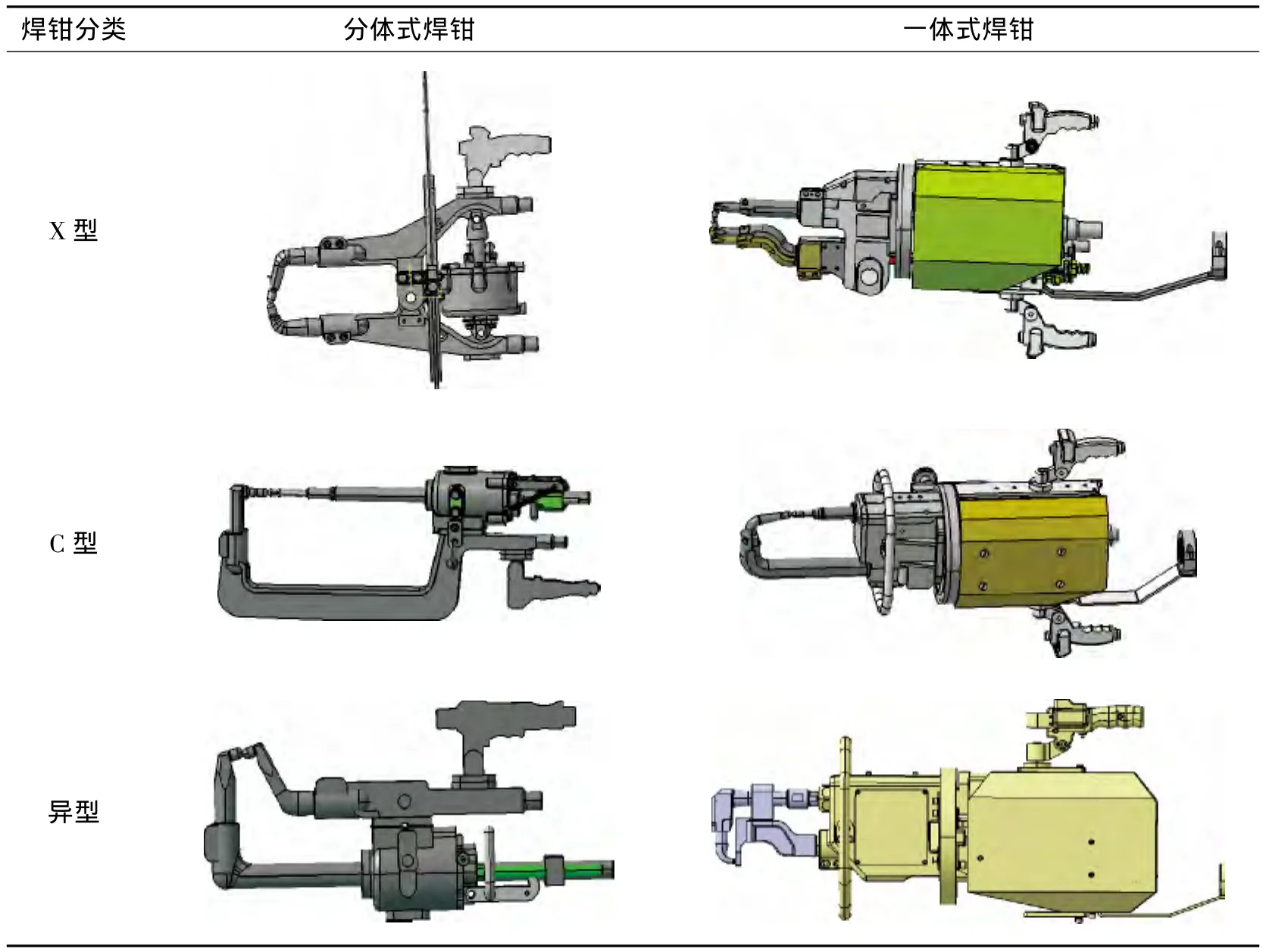
表1 焊鉗結(jié)構(gòu)分類
按照變壓器與焊鉗的相對(duì)位置可以分為:分體式焊鉗 (焊鉗與變壓器分離)、一體式焊鉗 (焊鉗和變壓器一體)。一體式焊鉗具有電流穩(wěn)定、節(jié)省電量等優(yōu)點(diǎn),由于鍍鋅板和高強(qiáng)板的廣泛應(yīng)用,一體式焊鉗的應(yīng)用比例正在不斷地加大 (具體優(yōu)缺點(diǎn)見表2)。

表2 一體式、分體式焊鉗優(yōu)缺點(diǎn)
2 焊鉗型號(hào)確定流程
2.1 確定焊鉗基本結(jié)構(gòu)形式
焊接夾具設(shè)計(jì)完成后,根據(jù)產(chǎn)品結(jié)構(gòu)、夾具結(jié)構(gòu)、焊接方位等確定合適的焊鉗結(jié)構(gòu)形式。是選擇C型焊鉗還是選擇X型焊鉗,主要從操作性、可達(dá)性、焊鉗結(jié)構(gòu)復(fù)雜度3方面考慮,若兩者均不能滿足焊接要求,則選擇異型焊鉗。
總體有以下3個(gè)原則:
(1)用結(jié)構(gòu)最簡(jiǎn)單、數(shù)量最小的焊鉗完成作業(yè);
(2)焊點(diǎn)距離制件邊緣超過300 mm的情形一般選擇X型焊鉗;
(3)斜面焊點(diǎn)一般選擇C型焊鉗。如圖1—2所示,某車型懸置加強(qiáng)板總成夾具焊接時(shí),從可達(dá)性和焊鉗周圍空間分析,C型鉗和X型鉗都能滿足焊接要求,但從操作性分析X型焊鉗的操作性較低,員工操作不便。
2.2 確定焊鉗臂尺寸
焊鉗臂規(guī)格尺寸主要指喉深尺寸A、喉寬尺寸B(如圖3、4),選型過程中為避免焊鉗臂與制件干涉,導(dǎo)致焊接分流,焊鉗距離制件和夾具的距離保持在30 mm以上。在滿足各個(gè)部位工藝要求的前提下,焊鉗喉深、喉寬尺寸選定時(shí),遵循尺寸盡可能小的原則,可以減少焊鉗的質(zhì)量,降低勞動(dòng)強(qiáng)度。常見的焊鉗臂可根據(jù)尺寸規(guī)格分為小、中、大3類,詳見表3。
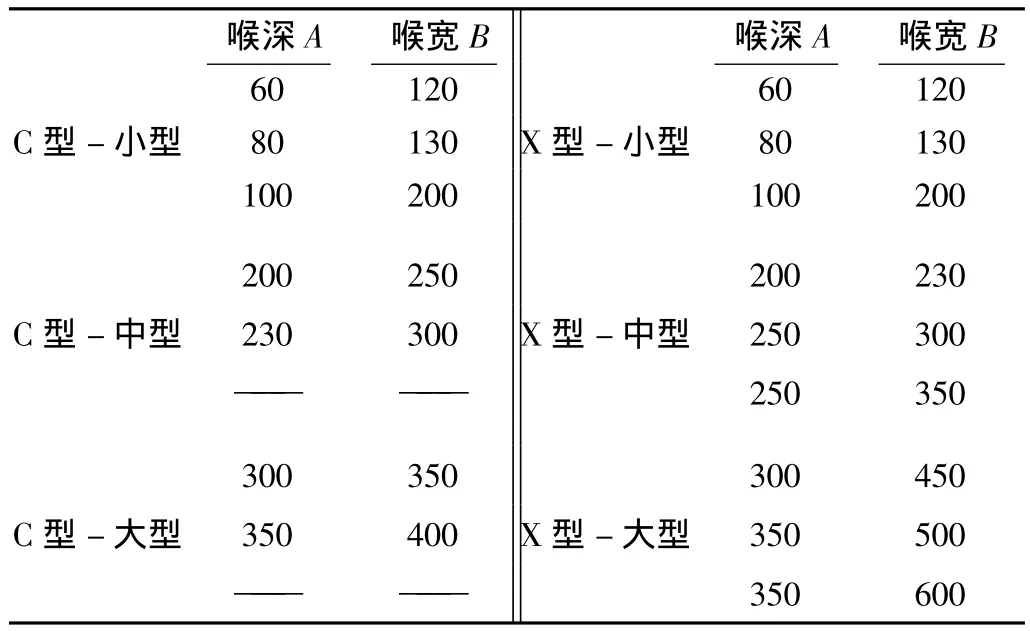
表3 焊鉗臂尺寸分類 cm
2.3 確定氣缸的型號(hào)
(1)氣缸型號(hào)確定方法
已知待焊工件的材料和厚度,確定所需的焊接壓力,進(jìn)而確定焊鉗氣缸型號(hào)。
低碳鋼電極壓力與板厚的關(guān)系:F電極=2 000t
鍍鋅板電極壓力與板厚的關(guān)系:F電極=2 500t
式中:F電極為焊接時(shí)所需要的壓力;t為兩層板焊接時(shí)較薄板的厚度,多層板焊接時(shí)總厚度的1/2。
板厚與電極壓力、電流等具體關(guān)系見表4。

表4 板厚與焊接參數(shù)的關(guān)系
根據(jù)F電極和確定好的焊鉗尺寸,得出氣缸輸出的壓力,最終確定氣缸型號(hào)。對(duì)于C型焊鉗,F(xiàn)電極與氣缸輸出的壓力相等;對(duì)于X型焊鉗,根據(jù)杠桿原理算出氣缸所需的壓力,進(jìn)而確定氣缸所需的型號(hào)。圖5所示焊鉗的力臂尺寸,氣缸輸出壓力計(jì)算方法如下:
F電極×L1=F氣缸×L2
(2)焊鉗氣缸型號(hào)對(duì)焊接質(zhì)量的影響
電極壓力對(duì)焊接質(zhì)量起著至關(guān)重要的作用 (見表5),焊鉗壓力的大小取決于焊鉗氣缸,因此選擇合適的氣缸是焊鉗選型過程中的關(guān)鍵環(huán)節(jié)。圖6為焊點(diǎn)的探傷示意圖:焊接壓力不足時(shí)將會(huì)造成焊點(diǎn)氣孔、焊接毛刺等缺陷。焊接壓力過大時(shí)將會(huì)造成焊點(diǎn)壓痕過深等問題。

表5 壓力對(duì)焊接電流密度的影響
2.4 三維模擬
由以上項(xiàng)目基本確定了焊鉗的型號(hào),即可按各項(xiàng)規(guī)格選擇出相應(yīng)型號(hào)的焊鉗。將選定的三維焊鉗與焊鉗附件、產(chǎn)品數(shù)模、夾具等一起放在三維軟件中進(jìn)行作業(yè)方位、作業(yè)內(nèi)容模擬并確認(rèn)以下主要項(xiàng)目:
(1)焊鉗操作過程中是否與夾具、吊具、工件等產(chǎn)生干涉;
(2)作業(yè)是否方便,主要包括翻轉(zhuǎn)角度、作業(yè)姿勢(shì)、多位置焊接;
(3)焊鉗更換取放、翻轉(zhuǎn)次數(shù)是否合理;
(4)涉及多人操作時(shí),考慮每個(gè)人操作的協(xié)同性;
(5)滿足生產(chǎn)節(jié)拍的前提下,盡量減少焊鉗數(shù)量。
3 焊鉗選型過程中常見的問題
3.1 焊鉗選型時(shí)應(yīng)考慮焊鉗的操作范圍
焊鉗操作過程中,由于焊鉗受焊鉗電纜和水氣管的限制,操作范圍受限,在設(shè)計(jì)夾具選焊鉗時(shí),由于焊鉗數(shù)模中沒有后部的水、氣、管、電纜等附件,往往對(duì)操作范圍考慮不周。例如:圖7為平面布置圖中焊機(jī)、焊鉗的懸掛位置,綠圈為焊鉗的工作范圍;圖8為夾具三維模擬圖紙,紅圈中的焊點(diǎn)在三維模擬時(shí)各方面均無問題,但實(shí)際生產(chǎn)時(shí),由于焊鉗受后部電纜限制而無法焊接。
3.2 焊鉗進(jìn)鉗時(shí)焊鉗干涉
焊鉗模擬過程中,主要針對(duì)焊鉗焊接狀態(tài)靜態(tài)進(jìn)行分析,往往忽略焊鉗進(jìn)鉗過程和出鉗過程的運(yùn)動(dòng)分析。例如圖9為夾具焊鉗焊接狀態(tài)的模擬圖,焊鉗與工件和夾具都不存在干涉,圖10為焊鉗運(yùn)動(dòng)過程中與制件干涉。
4 結(jié)束語
焊鉗選型是白車身開發(fā)過程中重要的環(huán)節(jié),選擇焊鉗時(shí)必須從人、機(jī)、料、法、環(huán)多方面進(jìn)行考慮,選擇合適的焊鉗可以有效降低工人勞動(dòng)強(qiáng)度、提高員工工作效率、提升白車身焊接品質(zhì)、降低公司投資成本。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50