車床刀架轉盤三維建模及機械加工工藝規程優化設計
2015-03-24 08:02:08曹仁濤熊朝山
制造業自動化 2015年5期
曹仁濤,熊朝山
CAO Ren-tao, XIONG Chao-shan
(蘭州交通大學 機電工程學院,蘭州 730070)
0 引言
車床刀架轉盤是普通車床刀架的重要零件,它位于上刀架和下刀架之間,是上刀架的導向件。 該零件結構復雜,設計精度高,加工難度大,生產中需要對其機械加工工藝不斷優化,以保證優質高效低成本的加工。以下在原有加工轉盤的傳統工藝技術上,利用UG NX8.0建模,然后將數控加工技術和傳統機械加工技術合理結合,通過分析與研究對一些工藝細節進行優化,在此基礎上完成工藝規程編制和關鍵工序端面銑專用夾具設計,獲得更高的經濟效益和更強的市場競爭力。
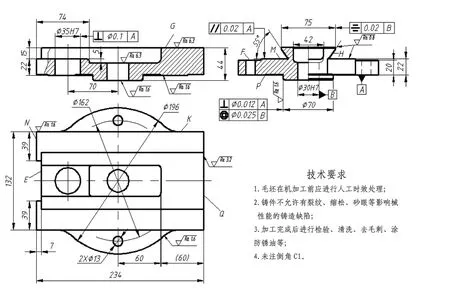
圖1 車床刀架轉盤零件圖
1 轉盤零件三維建模
根據圖1所示零件圖,運用UG NX8.0建立轉盤三維模型,具體繪制過程為:
打開UG NX8.0軟件,點擊“新建”按鈕,系統彈出“新建”對話框。在“模型(模板)”選項卡中選擇模板類型“模型”,在“新文件名(名稱)”中輸入“C1.prt”。單擊“確定”,進入建模環境。
選擇下拉菜單“插入→草圖”命令,單擊進入“創建草圖”對話框。所有設置均按默認,單擊“確定”,進入草圖環境。按圖2繪制草圖,繪制完成后,單擊“完成草圖”,退出草圖環境。
選擇下拉菜單“插入→設計特征→回轉”命令,單擊進入“回轉”對話框。選擇所繪制的“草圖”作為“截面”,以Y軸作為“指定矢量”,其他所有設置均按默認,點擊“確定”,完成回轉特征創建。如圖3所示。
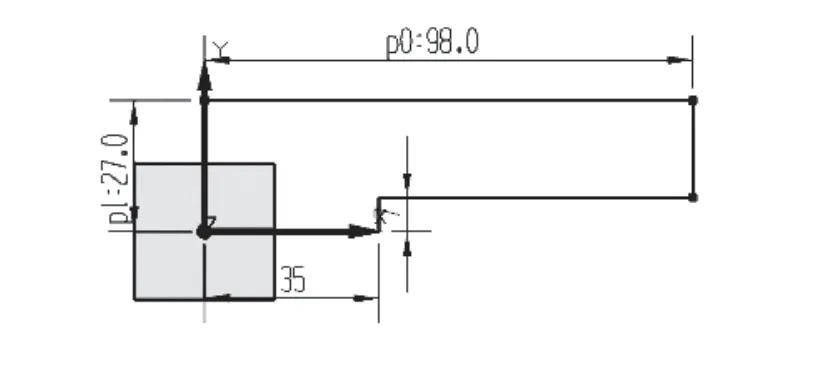
圖2 截面草圖
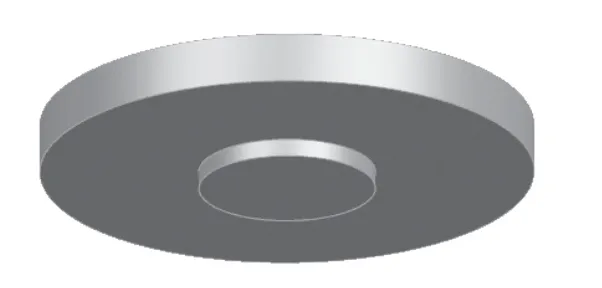
圖3 回轉特征
以相似的方法繪制其他草圖,然后選擇下拉菜單“插入→設計特征→拉伸”命令,單擊進入“拉伸”對話框。進行相關設置,如圖4所示拉伸特征。
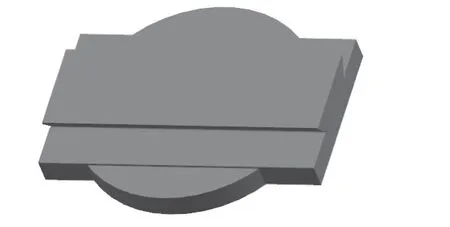
圖4 拉伸特征
除此之外,還用到細節特征(邊倒圓和倒斜角)的創建,最終轉盤三維模型如圖5所示。
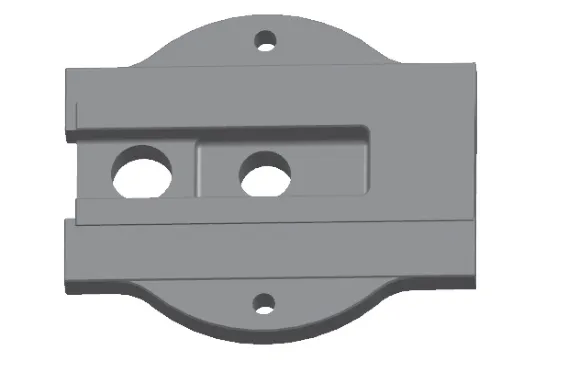
圖5 轉盤三維模型
2 轉盤機械加工工藝規程優化設計
2.1 分析加工要求
通過對零件圖的分析,得知Φ35H7和Φ30H7內孔、Φ70h6外圓都具有較高的尺寸精度和位置精度要求,表面粗糙度Ra為1.6μm,燕尾導軌面M、H面的表面粗糙度Ra的值為0.8μm,它們的位置精度要求較高,M面相對于P面的平行度要求為0.02mm,而兩導軌面的對稱度要求為0.02mm。因此導軌面是最關鍵的加工表面。
2.2 對零件圖進行工藝審查
首先,零件圖中總共包括主視圖、俯視圖和左視圖三個視圖。采用了局部剖視、半剖等表達方法,轉盤結構表達清晰、布局合理。轉盤的有關尺寸標注、形狀精度和位置精度的標注完整、統一,符合國家相關標準規定。其次,轉盤的材料為HT200,材料的切削加工性較好。最后,轉盤的技術要求明確可行。綜合以上分析,轉盤零件設計合理,可以組織生產并進行工藝技術準備。
2.3 確定生產類型
2.4 確定毛坯類型及制造方法
查閱相關文獻,確定毛坯類型為鑄件。轉盤毛坯備選方案有金屬型鑄造和砂型鑄造兩種方法。考慮到工件數量較少,如果采用金屬型鑄造,那么造成制造周期較長,成本較高[2]。綜合衡量,確定轉盤毛坯采用砂型鑄造方法。
2.5 擬定工藝路線
分析零件圖可知,Φ30H7孔軸線是轉盤長度和寬度方向上的設計基準,P面是轉盤高度方向上的設計基準。以燕尾面M、H作為粗基準,將精基準面P加工出來,再以端面P作為第一基準完成Φ30H7、Φ35H7加工,然后采用一面兩孔的定位方式加工其他表面。車床刀架轉盤機械加工工藝路線如表1所示。
2.6 選擇機床設備和工藝裝備
根據轉盤機械加工工藝方案和各表面加工方法,以及轉盤最大輪廓尺寸和加工精度,選取機床(XK5025、CA6140、ZQ3040×10/2等)、刀具(95o偏頭外圓車刀、Φ63單角銑刀、立銑刀、Φ20成形銑刀、麻花鉆、機用鉸刀、45o倒角車刀、成形砂輪等)、量具(游標卡尺、角度尺、內徑千分尺等)和夾具(四爪卡盤、平口鉗、端面銑專用夾具等)。
2.7 確定各工序加工余量、工序尺寸及公差
根據轉盤毛坯余量和粗、精加工原則確定各個工序加工余量,根據精度要求確定工序尺寸和公差。以燕尾面M為例進行說明:
已知:燕尾面M、H的加工過程:粗銑→精銑→淬火→磨削;毛坯尺寸及偏差為LM毛坯=27±1.0;磨削工序尺寸LM精=22。
查閱平面加工余量及公差[1]和實踐經驗。根據加工方案,精銑的加工余量取1.0,留給磨削加工的余量為0.3。由于精銑的加工余量都已確定,即可算出粗銑的加工余量為3.7。燕尾面M、H的加工余量及工序尺寸如表2所示。
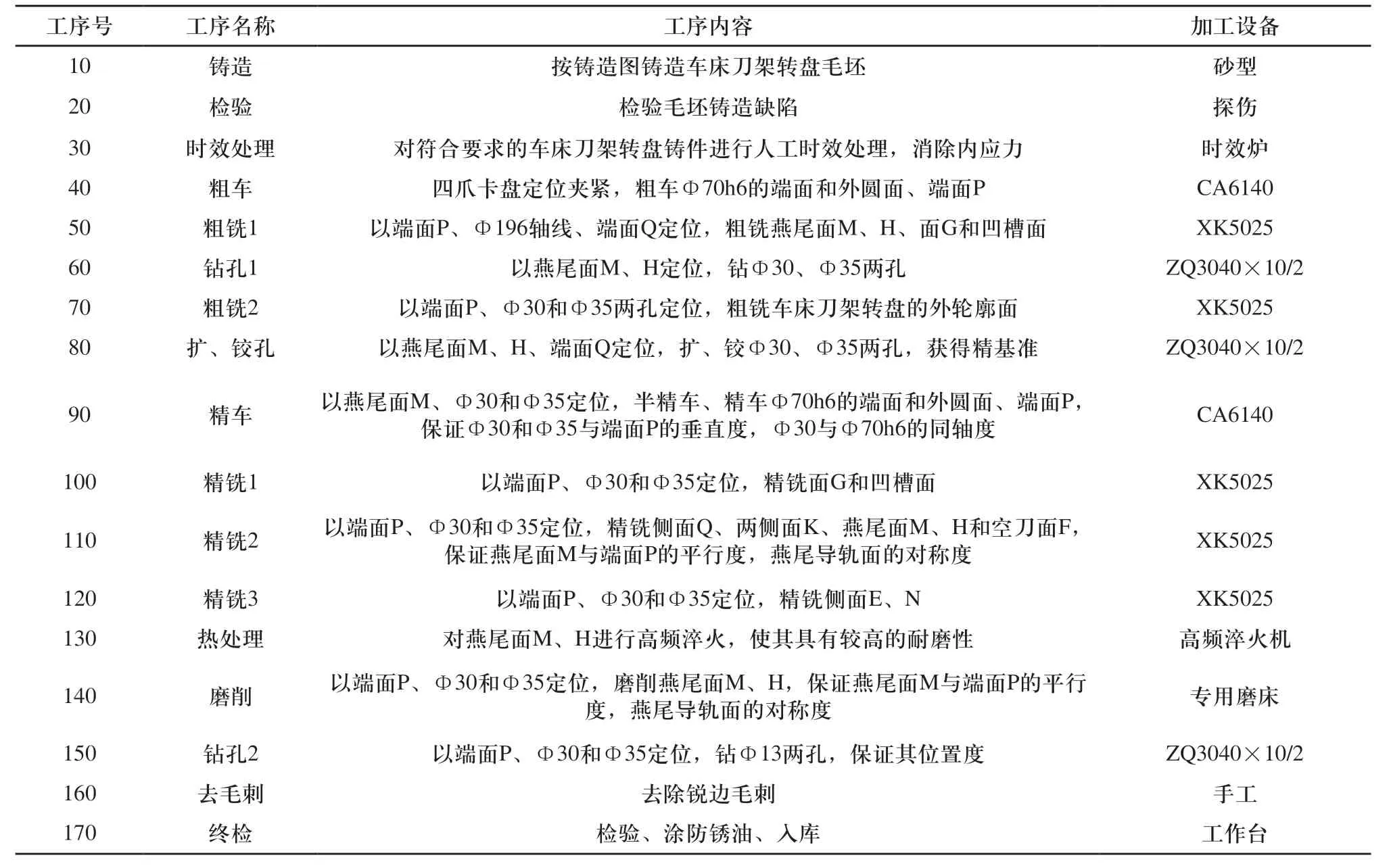
表1 車床刀架轉盤機械加工工藝路線

表2 燕尾面M加工余量及工序尺寸
2.8 確定各工序切削用量和工時定額
查閱機械加工工藝手冊確定切削用量和工時定額(包括基本工時和輔助工時)[3]。
2.9 編制工藝規程
根據上述分析結果,編寫車床刀架轉盤的機械加工工藝過程卡、機械加工工序卡,該工藝規程為組織該零件生產的綱領性技術文件。
3 端面銑夾具設計
根據轉盤的機械加工工藝規程,針對工序110精銑2設計一套銑床專用夾具。
3.1 確定夾具的結構方案
轉盤端面銑夾具是針對工序110設計的。工序110采用一面兩孔定位,運用螺母、壓板進行夾緊。如圖6所示,轉盤端面銑夾具總體結構尺寸為:350mm、180mm、90mm。轉盤端面P與夾具體的上表面接觸,定位心軸、削邊銷分別與Φ30、Φ35的孔配合,實現對轉盤的完全定位。然后用開口壓板將轉盤壓住,最后讓六角螺母與定位心軸配合使用,將轉盤固定在夾具體上。
3.2 夾具的定位與夾緊原理
以轉盤的端面P作為主要定位基面,限制3個自由度;用定位芯軸與Φ30H7配合限制2個自由度;用削邊銷與Φ35H7配合限制1個自由度,屬于完全定位[4]。端面P作為工件在高度方向上的設計基準,而Φ30H7作為工件在長度和寬度方向上的設計基準,符合基準重合原則。在精加工時,都是以端面P、Φ30和Φ35定位,符合基準統一原則。
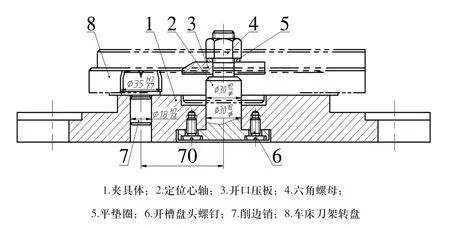
圖6 端面銑夾具
如圖6所示,安裝轉盤時,先取下六角螺母、墊圈和開口壓板,將轉盤安放在夾具體上,并保證與定位心軸和削邊銷進行良好配合,然后逐一安裝開口壓板、墊圈和六角螺母,擰動六角螺母將工件夾緊。松夾時,首先擰松六角螺母,取下開口壓板,就能將轉盤取出,達到快卸目的。
3.3 夾具零部件設計
根據夾具定位和夾緊原理,以及夾具的總體結構完成裝配圖設計[5]。在夾具零部件設計時,標準件按國家標準和功能要求選取,非標準件根據零件功能和配合要求進行設計。
4 結論
在對轉盤進行機械加工工藝規程設計中,通過分析和研究,對轉盤機械加工工藝進行優化,然后編制轉盤機械加工工藝過程卡和工序卡,并對工藝過程中的關鍵工序完成專用夾具設計。這樣對縮短生產周期,降低制造成本,提高加工精度,延長刀具壽命,以及減少加工基本時間和輔助時間、提高勞動生產率和降低勞動強度都有好處,初步完成對轉盤零件機械加工工藝的優化設計。
[1] 徐海技.機械加工工藝編制[M].北京:北京理工大學出版社,2009.6.
[2] 馬賢智.實用機械加工手冊[M].沈陽:遼寧科學技術出版社,2012.2.
[3] 陳明.機械制造工藝學[M].北京:機械工業出版社,2012.1.
[4] 吳拓.簡明機床夾具設計手冊[M].北京:化學工業出版社,2010.5.
[5] 沈永松.特殊孔機械加工工藝及夾具設計[J].輕工機械,2007,25(06):55-56.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
