新型客車門板壓弧專用折彎機(jī)的設(shè)計(jì)
2015-03-24 08:03:54楊清濤
制造業(yè)自動化 2015年5期
袁 峰,楊清濤
YUAN Feng, YANG Qing-tao
(鄭州大學(xué) 機(jī)械工程學(xué)院,鄭州 450001)
0 引言
隨著我國社會經(jīng)濟(jì)的快速發(fā)展,客車的需求量也在不斷增加[1],同時也呈現(xiàn)出了小批量、多品種的需求態(tài)勢[2]。在客車門板的生產(chǎn)過程中,需要將金屬板材的某一部位壓成特定半徑的圓弧形狀[3],這就用到折彎機(jī)以及不同規(guī)格的模具。現(xiàn)有的生產(chǎn)方式采用的是普通的折彎機(jī),壓弧模具的上模裝在折彎機(jī)的滑塊上,下模固定在折彎機(jī)工作臺上,上、下模要求成套使用[4,5]。由于客車門板尺寸較大,因而對應(yīng)的模具往往尺寸也很大,一套模具的重量輕則幾百公斤,重則超過一噸,因此更換起來特別麻煩,要借助叉車起升模具,并由人工將模具推到工作臺上,手工完成上、下模具的定位以及夾緊操作,整個過程消耗大量的時間和勞動力[6];而現(xiàn)階段有些小批量、多品種的生產(chǎn)模式又決定了壓弧模具需要頻繁地更換,一個班有時模具更換量甚至達(dá)到了十多次,這樣就大大增加了工人勞動強(qiáng)度,而且嚴(yán)重影響了生產(chǎn)效率。因此如何提高客車門板壓弧工序的生產(chǎn)效率,如何提高折彎機(jī)壓弧模具更換的自動化程度,降低工人勞動強(qiáng)度以及生產(chǎn)成本,成為企業(yè)目前急需解決的難題。
1 新型折彎機(jī)結(jié)構(gòu)設(shè)計(jì)
綜合上述原因,以及國內(nèi)外各類壓弧設(shè)備的設(shè)計(jì)經(jīng)驗(yàn)和理念[7,9],應(yīng)該設(shè)計(jì)一款新型客車門板壓弧專用折彎機(jī),這種折彎機(jī)應(yīng)該除了具有市場上現(xiàn)有折彎機(jī)所具有的很好的壓弧折彎性能外,還應(yīng)滿足設(shè)備自動化、集成化,能很好的提高設(shè)備的可靠性、產(chǎn)品的生產(chǎn)效率及生產(chǎn)成本的降低。所有的這些設(shè)計(jì)都必須很好的解決現(xiàn)階段的問題,以滿足市場和企業(yè)發(fā)展的需求。
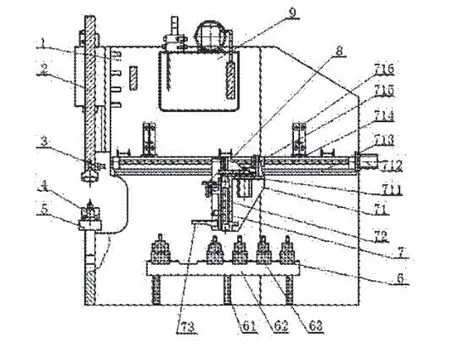
圖1 整體結(jié)構(gòu)側(cè)視圖
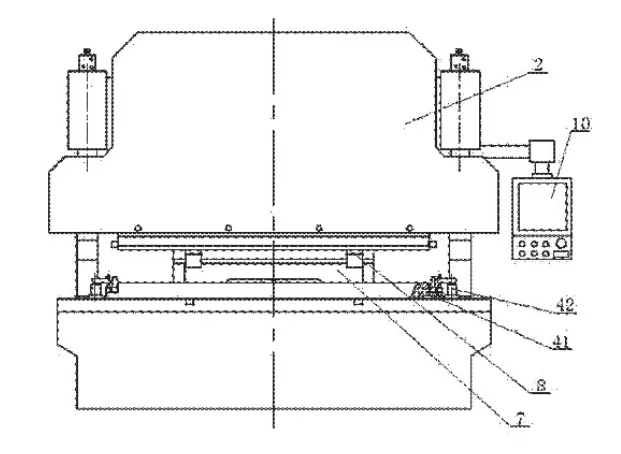
圖2 整體結(jié)構(gòu)正面示意圖
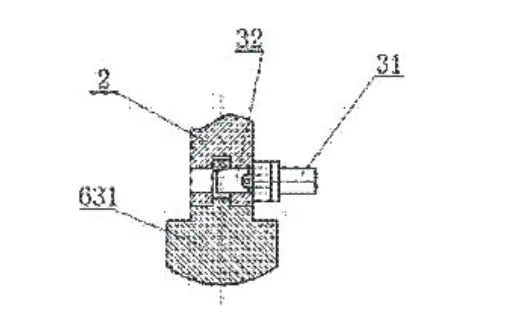
圖3 上模夾緊裝置局部示意圖
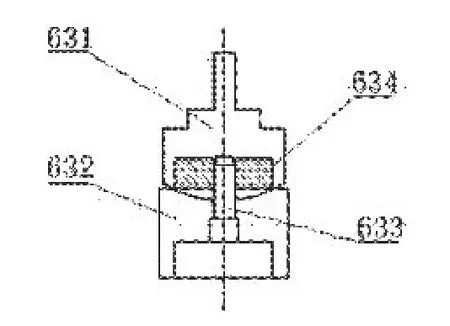
圖4 整套模具示意圖
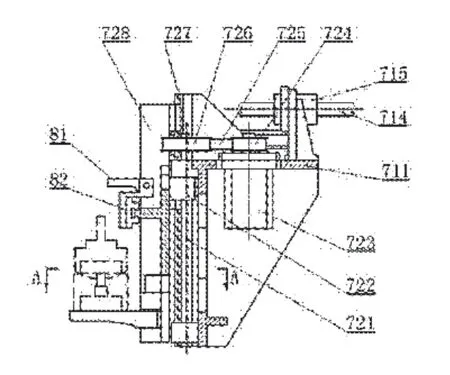
圖5 模具搬運(yùn)裝置示意圖
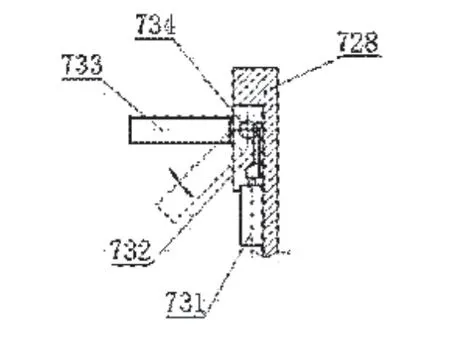
圖6 圖5中A-A剖視圖的局部示意圖
如圖1、圖2所示,該客車門板壓弧專用折彎機(jī)由機(jī)架1、滑塊2、上模夾緊裝置3、下模定位夾緊裝置4、工作臺5、模具庫6、模具搬運(yùn)裝置7、后擋料裝置8、液壓系統(tǒng)9和控制系統(tǒng)10[10]等結(jié)構(gòu)組成。
圖中其他標(biāo)號部位裝置為:上模夾緊油缸31、斜推塊32、下模定位塊41、轉(zhuǎn)位夾緊油缸42、模具架61、模具限位塊62、模具63、上模631、下模632、定位銷633、定位套634、模具水平移動裝置71、模具垂直升降裝置72、貨叉收展機(jī)構(gòu)73、平移架711、伺服電機(jī)Ⅰ712、水平導(dǎo)軌713、絲杠Ⅰ714、螺母Ⅰ715、吊架716、絲杠Ⅱ721、螺母Ⅱ722、伺服電機(jī)Ⅱ723、小同步帶輪724、同步帶725、大同步帶輪726、垂直導(dǎo)軌727、升降架728、貨叉收展機(jī)構(gòu)73、小油缸731、齒條732、貨叉733、齒輪軸734、后擋指81、直線導(dǎo)軌82。
1.1 模具庫與模具
模具庫由模具架、模具限位塊和若干套模具組成;模具架固定在工作臺后面并與機(jī)架相連;模具限位塊設(shè)置在模具架上,而模具則放在模具限位塊的槽中;模具庫可容納六套規(guī)格不同的模具,每套模具之間留有100mm的間隙,以便升降架連同貨叉收展機(jī)構(gòu)從中穿過
模具分為上模和下模,上模兩端設(shè)有定位套,下模相應(yīng)部位設(shè)有定位銷,以保證上下模具合攏后的對中;上模的上部開有3~6個方孔,方孔的上平面為一斜面;當(dāng)上模與滑塊結(jié)合后,上模夾緊油缸推動斜推塊頂緊方孔的上斜面,即可實(shí)現(xiàn)上模的夾緊。下模的底部開有凹槽,與下模定位塊配合可實(shí)現(xiàn)下模的定位;下模兩端各有一個平臺,以便轉(zhuǎn)位夾緊油缸的壓頭將下模壓緊。
1.2 自動搬運(yùn)裝置
模具自動搬運(yùn)裝置設(shè)置在模具庫上方,由模具水平移動裝置、模具垂直升降裝置和貨叉收展機(jī)構(gòu)組成(如圖1、圖5所示)。上述模具水平移動裝置由吊架、水平導(dǎo)軌、平移架、伺服電機(jī)Ⅰ、絲杠Ⅰ、螺母Ⅰ組成;其中吊架固定在機(jī)架內(nèi)壁上,兩條水平導(dǎo)軌固定在吊架的下部,平移架與螺母Ⅰ相連;在伺服電機(jī)Ⅰ和絲杠Ⅰ的驅(qū)動下,平移架可沿水平導(dǎo)軌做前后平移。上述模具垂直升降裝置由絲杠Ⅱ、螺母Ⅱ、伺服電機(jī)Ⅱ、小同步帶輪、同步帶、大同步帶輪、垂直導(dǎo)軌和升降架組成,其中垂直導(dǎo)軌固定在上述平移架上,螺母Ⅱ固定在升降架上,小同步帶輪裝在伺服電機(jī)Ⅱ上,大同步帶輪裝在絲杠Ⅱ上;由伺服電機(jī)Ⅱ帶動小同步帶輪、同步帶、大同步帶輪和絲杠Ⅱ動作,從而驅(qū)動升降架沿垂直導(dǎo)軌上下移動。上述貨叉收展機(jī)構(gòu)配有兩套,左右對稱安裝在升降架的下部,分別由貨叉、齒輪軸、齒條和小油缸組成;其中小油缸固定在升降架上,齒條與小油缸的活塞桿相連,貨叉與齒輪軸為鍵連接;在小油缸和齒條的驅(qū)動下,齒輪軸可帶動貨叉做90°擺動,實(shí)現(xiàn)貨叉的收縮與伸展。
1.3 其他關(guān)鍵裝置
滑塊與液壓系統(tǒng)中主油缸的活塞桿相連接,能沿著機(jī)架上的導(dǎo)軌上下運(yùn)動。滑塊的下端開有凹槽,依靠凹槽的兩側(cè)面和滑塊下端面實(shí)現(xiàn)上模的安裝定位。
上模夾緊裝置設(shè)置在滑塊的下部,由上模夾緊油缸和斜推塊組成。
下模定位夾緊裝置設(shè)置在工作臺上,左右各有一套(如圖2所示),它由下模定位塊、轉(zhuǎn)位夾緊油缸組成。下模定位塊與下模底部的凹槽配合實(shí)現(xiàn)下模的定位,轉(zhuǎn)位夾緊油缸的壓頭作用在下模兩端的平臺上將其夾緊。
工作臺固定在機(jī)架上,工作臺表面有兩道凹槽,以避讓模具搬運(yùn)裝置上的貨叉。
后擋料裝置設(shè)置在模具搬運(yùn)裝置的升降架上,由一條直線導(dǎo)軌和兩個后擋指組成;兩個后擋指的位置可根據(jù)待加工的金屬板材的尺寸作相應(yīng)調(diào)節(jié)。
2 新型折彎機(jī)工作進(jìn)程描述
該客車門板壓弧專用折彎機(jī)工作時,根據(jù)需求確定模具編號,控制系統(tǒng)10發(fā)出指令,模具搬運(yùn)裝置7移動到所需模具的上方,模具垂直升降裝置72向下運(yùn)動;此時貨叉收展機(jī)構(gòu)73處于收縮狀態(tài),其隨同升降架728一起穿過兩套模具之間的空隙,當(dāng)貨叉733的上平面低于下模632的底面時,貨叉收展機(jī)構(gòu)73展開;接下來模具垂直升降裝置72向上運(yùn)動,貨叉733將模具搬起;當(dāng)下模632的底部高于工作臺5的上平面10mm后,停止上升;接下來模具搬運(yùn)裝置7水平移動將模具搬運(yùn)到工作臺上部,然后模具垂直升降裝置72下落,將模具放置在工作臺5上,與此同時在下模定位塊41引導(dǎo)下,實(shí)現(xiàn)模具的對中;當(dāng)模具垂直升降裝置72下降至貨叉733與模具完全脫離接觸后停止下降,由模具搬運(yùn)裝置7帶動貨叉633從模具下方抽出,然后貨叉收展機(jī)構(gòu)73收縮。接下來,由兩個轉(zhuǎn)位夾緊油缸42將下模左右兩端自動夾緊;折彎機(jī)滑塊2下行,并與上模631結(jié)合后由上模夾緊裝置3實(shí)現(xiàn)定位夾緊,從而完成了模具的自動安裝。對金屬板材加工時,通過控制模具搬運(yùn)裝置7中的兩個伺服電機(jī),即可調(diào)整后擋料裝置8中兩個后擋指81的前后以及上下位置,滿足加工工藝要求。
完成一組工件的加工,需要更換模具時,由控制系統(tǒng)10發(fā)出指令,滑塊2下行,先將上模631與下模632合攏,由上模夾緊油缸31將斜推塊32回拉,滑塊2隨后上升并脫離與上模631的接觸;以此同時,兩個轉(zhuǎn)位夾緊油缸42各自松開并轉(zhuǎn)動90°,以避讓模具的起升。接下來,模具搬運(yùn)裝置7 先向后退出一段距離,通過調(diào)整模具垂直升降裝置72使得貨叉733的上平面低于工作臺5的上平面5mm后,將貨叉收展機(jī)構(gòu)73展開;然后模具搬運(yùn)裝置7向前移動,直至貨叉733進(jìn)入工作臺5上的凹槽中并來到模具的正下方后停止前移;隨后垂直升降裝置72向上移動15mm將模具搬起,再由模具搬運(yùn)裝置7將模具放入模具庫6中模具限位塊62 對應(yīng)的位置后,貨叉收展機(jī)構(gòu)73收縮,模具垂直升降裝置72升起并回位;接下來按照控制系統(tǒng)10的指令,執(zhí)行并完成下一個模具的搬運(yùn)工作即可。
3 結(jié)論
該客車門板壓弧專用折彎機(jī)的設(shè)計(jì)充分利用機(jī)器內(nèi)部的空間資源,在折彎機(jī)后部配置了模具庫,方便了模具的存儲與搬運(yùn);配備了模具自動搬運(yùn)裝置以及上下模自動夾緊裝置,顯著提高了模具更換效率,降低了工人勞動強(qiáng)度;后擋料裝置由兩臺伺服電機(jī)控制其上下和前后位置,靈活方便,定位精度高;大大提高了折彎機(jī)的自動化和集成化,并降低了生產(chǎn)成本。
[1] 鄒虎嘯,客車行業(yè)的市場現(xiàn)狀及政策趨勢[J].客車技術(shù)與研究,2010,1(1):1-4.
[2] 趙升噸,張學(xué)來,等.高速壓力機(jī)的現(xiàn)狀及發(fā)展趨勢[J].鍛壓裝備與制造技術(shù),2005(1),17-25.
[3] 張力軍.板料折彎機(jī)柔性加載結(jié)構(gòu)研究[J].機(jī)械設(shè)計(jì)與制造,2001(5),67-68.
[4] 魏鵬.基于有限元技術(shù)的折彎機(jī)架體分析與優(yōu)化[D].合肥工業(yè)大學(xué),2009.
[5] 翟桂強(qiáng).數(shù)控液壓折彎機(jī)的結(jié)構(gòu)分析和優(yōu)化設(shè)計(jì)[D].南京航空航天大學(xué),2008.
[6] 劉維綱.折彎機(jī)的快速換模裝置[J].機(jī)械工人(熱加工),2000,7:36-37.
[7] 張簡一,郭艷玲.基于TRIZ理論的產(chǎn)品創(chuàng)新設(shè)計(jì)[J].機(jī)械設(shè)計(jì),2009,2(26):35-37.
[8] GADD Karen.TRIZ,architecture & engineering-practical assistance for creative genius[EB/OL].[2010-06-10].http://www.triz-journal.com/archives/2005 /08 /01.pdf.
[9] HALLIBURTON Cal,ROZA Victoria.New tools for design [EB/OL].[2010-06-10]. http://www.triz-journal.com/archives/2006/10/03.pdf.
[10] 任麗華,李歡,等.臥式折彎機(jī)液壓及控制系統(tǒng)開發(fā)設(shè)計(jì)[J].機(jī)械設(shè)計(jì)與制造,2009(5),49-51.
