UHMWPE/石蠟油溶液體系的黏度特性
2015-03-25 12:52:44張玉梅王曉禾趙瑞軍王新威侯秀紅孫勇飛陳建定
合成纖維工業 2015年4期
張玉梅,王曉禾,趙瑞軍,王新威*,侯秀紅,王 萍,孫勇飛,陳建定
(1.中國石化上海石油化工研究院上海市聚烯烴催化技術重點實驗室,上海200062;2.華東理工大學,上海200237)
黏度(η)是流體內部阻礙其相對流動的一種特性,用來衡量液體流動過程中所受到的阻力,η越高,液體流動越慢[1]。Nizomiya和Ferry認為凝膠的粘彈性行為是由分子鏈間的暫時纏結引起的,形成了均勻的網狀結構。分子鏈間纏結點密度的增加導致分子間作用力的增加,從而導致聚合物的流動性和穩定性劣化,進一步影響最終制品的機械性能。因此聚合物流體的流動規律已成為其加工成形工藝制定和工藝設備選擇的依據[2]。
超高相對分子質量聚乙烯(UHMWPE)在分子結構上與普通聚乙烯相同,極高的相對分子質量使UHMWPE具有普通聚乙烯和其他工程塑料無可比擬的優異綜合性能[3]。
UHMWPE溶液的流變行為是其本身結構的反映,對于UHMWPE溶液的紡絲和薄膜加工,合適的UHMWPE溶液的制備是影響纖維和薄膜性能的重要因素[4]。作者通過正交設計方法分析UHMWPE的粘均相對分子質量(Mη)及其溶液濃度和溫度對溶液黏度特性的影響,為制備性能均一的UHMWPE溶液,及其纖維、薄膜加工工藝的選擇提供參考。
1 實驗
1.1 原料
UHMWPE 樹脂:Mη為1.5×106~2.5×106,中國石化上海石油化工研究院產;抗氧劑1076:優締貿易(上海)有限公司產;石蠟油(LP):法國道達爾(Total)公司產。
1.2 實驗方法
1.2.1 UHMWPE/LP 溶液的配制
在RVDV-2H數字式高溫黏度儀中裝入一定質量的UHMWPE粉末、抗氧劑1076與溶劑LP,在一定溫度下以極低的攪拌速度攪拌形成無色透明溶液。溶液質量分數為15%,溫度為200℃。
1.2.2 正交實驗方案的設計
UHMWPE溶液的濃度、溫度和UHMWPE的Mη是影響其黏度特性的主要因素。選用L9(34)型正交表安排實驗,增加空白列,每個實驗做2次。其中A表示UHMWPE粉料的Mη,B表示UHMWPE/LP溶液濃度,C表示UHMWPE/LP溶液黏度測試溫度。剪切速率即轉子轉速。空白列的數據為做分析時的誤差項[5]。
1.3 分析測試
在RVDV-2H數字式高溫黏度儀中裝入一定質量的UHMWPE粉末、抗氧劑1076與石蠟油,在一定溫度下以極低的攪拌速度攪拌形成無色透明溶液,進行黏度測試。
2 結果與討論
2.1UHMWPE 的Mη
從圖1可以看出,UHMWPE/LP溶液的η隨UHMWPE的Mη的增加而增加,這是因為UHMWPE分子鏈高度纏結,在LP溶液里,低剪切速率下,升溫可以使大分子鏈不斷解纏,相對分子質量低的纏結容易解纏,η低。
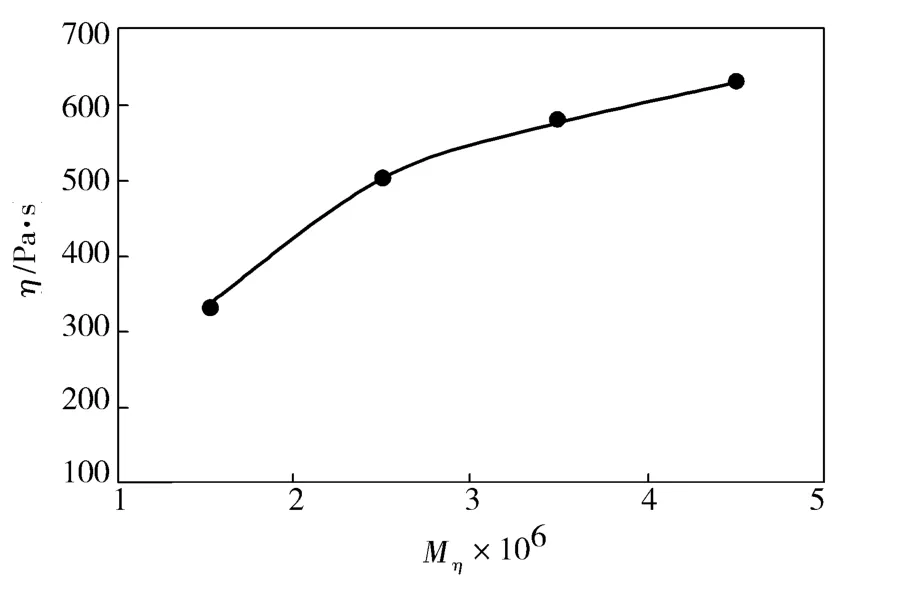
圖1 Mη對UHMWPE/LP溶液η的影響Fig.1 Effect of Mη and η of UHMWPE/LP solution UHMWPE/LP溶液濃度為15%,溫度為220℃。
2.2UHMWPE/LP 溶液濃度
從圖2看出,UHMWPE溫度增大,體系的η也隨之增大,這是因為溶液中UHMWPE濃度增大,分子間形成纏結的概率增大,溶液中纏結點的濃度增加,造成溶液充分溶解后的黏度隨濃度的增加而增大。UHMWPE分子鏈高度纏結,在低剪切速率下,這種大分子鏈的纏結點不斷拆散和形成,處于動態平衡之中。溶液濃度會對大分子纏結產生顯著的影響,濃度低的解纏結容易,達到平衡值所需時間短,而高Mη和高結晶度的UHMWPE溶解困難,溶解不均勻的聚集塊會阻礙大分子鏈的解纏。隨著濃度的增加,η下降到平衡值所需要的時間延長,這與分子鏈解纏結有關。

圖2 不同濃度下UHMWPE/LP溶液的η變化曲線Fig.2 Change of η of UHMWPE/LP solution with different concentration
2.3UHMWPE/LP 溶液溫度
從圖3可以看出,隨著溶液溫度的升高,UHMWPE/LP溶液體系的η下降。這是因為隨著溫度的升高,體積膨脹,UHMWPE分子鏈運動單元的活動能力增強,分子間的布朗運動加強,分子間相互作用力減弱,分子鏈間的解纏繞現象明顯,因此溶液流動性能增加、η下降。另外,隨著時間的延長,分子鏈間纏繞與解纏繞達到動態平衡,η基本不再變化。隨著溫度的升高,η達到平衡值所需時間也相應縮短。溫度升高到220℃,達到η平衡的時間最短。石蠟油閃點溫度220~230℃,不適合再提高溫度,如果溫度太低,UHMWPE又無法溶解,所以會產生梯度較小的現象。
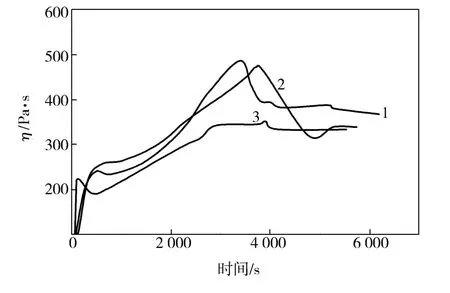
圖3 不同溫度下UHMWPE/LP溶液的η變化曲線Fig.3 η of UHMWPE/LP solution at different temperature
2.4 正交實驗結果
從表1可以看出,所有各因素的影響從大到小的順序為:溶液濃度、Mη、溫度。

表1 實驗方案及其結果Tab.1 Experimental plan and results
從表 2 可知,F0.01(2,2)為 99,F0.05(2,2)為19,F0.1(2,2)為 9,所以對于給定顯著性水平,溶液濃度對試驗結果的影響最為顯著,Mη對實驗結果的影響較為顯著,在設定條件下溶液溫度對實驗結果無影響。

表2 方差分析Tab.2 Variance analysis
3 結論
a.在低剪切速率下,濃度對試驗結果的影響顯著,Mη對試驗結果的影響較顯著,在設定條件下溫度對試驗結果影響較小。
b.隨著UHMWPE濃度的增加,溶液η增加,達到平衡值的時間延長。隨著溫度的升高,UHMWPE/LP溶液達到平衡值所需時間相應縮短。
c.UHMWPE/LP溶液 η隨 UHMWPE的Mη增加而增加。
[1] 徐佩弦.高聚物流變學及其應用[M].北京:化學工業出版社,2003:50-51.
[2] 周持興.聚合物流變實驗與應用[M].上海:上海交通大學出版社,2003:36-37.
[3] 趙志鴻,張廷友,呂召勝,等.超高分子量聚乙烯加工改性研究進展[J].工程塑料應用,2012,40(1):99 -102.
[4] 王新,王許云,吳其曄,等.超高分子量聚乙烯復合材料的流變行為[J].復合材料學報,2004,21(1):124 -127.
[5] 潘麗軍,陳錦權.試驗設計與數據處理[M].東南大學出版社,2008:104.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38