哈氏合金C-2的焊接工藝開發與研究
2015-04-05 12:12:46穆鐘濤馬煥新
河南科技 2015年7期
關鍵詞:焊縫
穆鐘濤 馬煥新
(恒天重工股份有限公司,河南 鄭州 450053)
1 C-22哈氏合金材料簡介
哈氏C系列合金屬Ni-Cr-Mo合金,早在20世紀40年代哈氏合金C就問世了。為解決哈氏合金C-276在強腐蝕環境中焊縫耐腐蝕性明顯不如母材,易出現點蝕、縫隙腐蝕等缺陷,美國哈氏合金公司(Haynes International Inc.)經多年研發,于20世紀80年代研發了C-22合金。通過調整化學成分,使C-22達到更穩定的晶體結構,在焊接狀態下仍然能夠維持很好的耐均勻腐蝕和局部腐蝕能力。C-22合金化學成分和主要機械性能如表1、表2所示。

表1 C-22主要化學成分(%)

表2 C-22常溫下機械性能
2 焊接試驗方案
新產品接觸腐蝕介質的槽體材料采用4mm厚的C-22,同時為盡量降低產品材料成本,非接觸腐蝕介質的件號根據腐蝕環境條件分別采用904L、316L和304材料。因此,為了全面了解C-22材料的焊接性能,我們分4組進行了C-22與C-22、C-22與304、C-22與316L、C-22與904L等材料的焊接工藝試驗。
焊材的選擇是以滿足焊接接頭各項性能要求為主要因素,C-22合金主要在高腐蝕環境中使用,因此焊接接頭的耐腐蝕性是否能達到母材的水平是焊接中首要考慮的問題。為滿足C-22焊接接頭耐腐蝕性能,以母材化學成分為主要依據,考慮焊接過程中合金元素燒損因素,要求焊材中的主要元素Cr、Mo、W含量略高于母材本身。通過查找資料,國內焊材沒有與C-22相匹配焊絲,只有國外ERNiCrMo-10焊絲滿足我們焊接C-22材料的選材要求。根據產品結構特點,我們選用手工鎢極氬弧焊進行焊接試驗,焊材采用ERNiCrMo-10 Φ1.6mm焊絲。ERNiCrMo-10焊絲化學成分及主要機械性能見表3、表4。

表3 ERNiCrMo-10化學成分(%)

表4 ERNiCrMo-10焊絲機械性能
3 焊接試驗檢測
焊接試驗按NB/T47014標準要求實施。試件焊接后首先按JB/T4730.5要求進行X射線探傷;探傷合格后,按NB/T47014要求加工成拉伸、彎曲試樣進行各項理化檢測,各項檢測數據如表5所示。
通過各項檢測,4項焊接工藝評試件定全部合格。試驗數據分析如下:
3.1 1#拉伸試件為C-22與C-22的焊接。焊絲與母材的化學成分和機械性能相同,在焊接過程中由于焊縫處于過熱狀態,晶粒呈粗大的樹枝狀,因此經焊接后焊縫熔敷金屬的力學性能有所下降,斷裂發生在焊縫處。
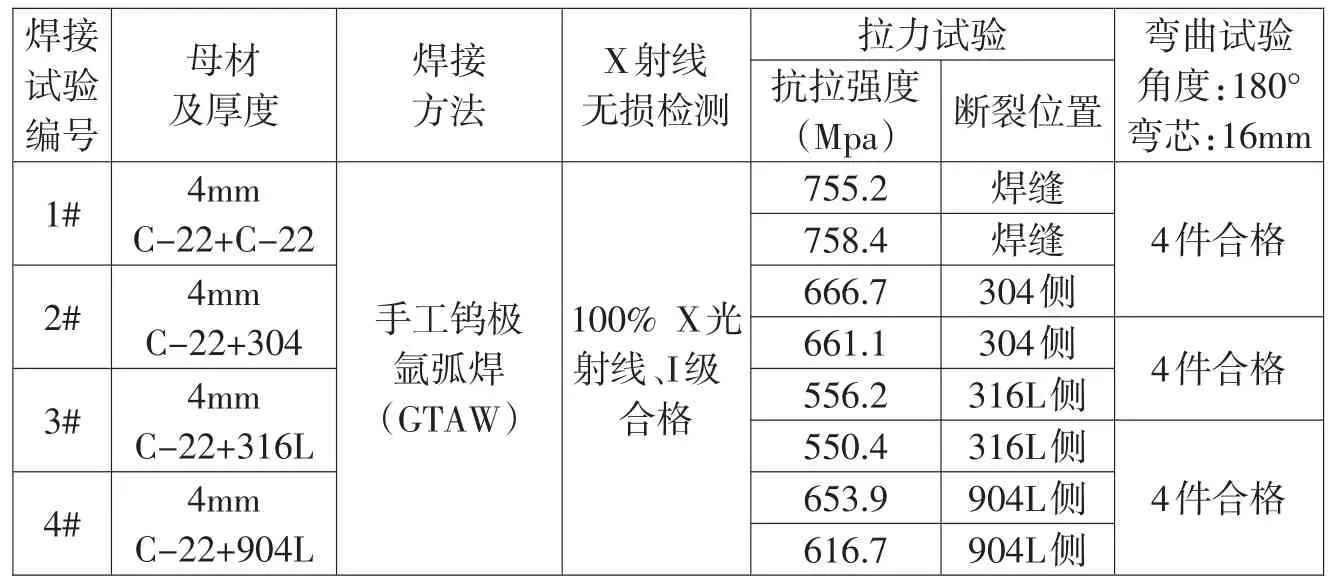
表5
3.2 2#~4#拉伸試件斷裂位置分別在304、316L和904L側。原因如下:ERNiCrMo-10焊絲與C-22合金成分和力學性能非常接近,焊絲抗拉強度792Mpa,而304、316L、904L 材料的抗拉強度分別為:520Mpa、490Mpa、530Mpa,焊縫熔敷金屬的抗拉強度高于母材最低抗拉強度值,因此斷裂發生在低強度的母材側。
3.3 1#、4#試樣在彎曲過程中彎軸中心位置沒有發生偏離。1#為C-22同材料間的焊接,材料與焊接接頭性能相同,因此中心位置未發生偏離;4#為C-22和904L材料的焊接,904L材料的含鎳量約24%,與鎳基合金已十分接近(鎳含量大于30%定義為鎳基合金),因此904L與C-22有相似的地方——有相同程度的冷作硬化傾向,因此試樣彎曲過程也未發生偏離。
3.4 2#、3#試樣在彎曲過程中彎軸中心分別偏離到304、316L側。哈氏合金冷作硬化非常明顯,大約是奧氏體不銹鋼304、316L材料冷作硬化的2倍,因此試樣在彎曲時發生了偏移。
4 焊接工藝措施
4.1 鎳基合金焊接熔池十分黏稠且熔深淺,增大焊接電流不能明顯改善金屬的流動性和增大熔深。
4.2 與焊接碳鋼、不銹鋼通常形成的凹形焊道不同,鎳基合金的焊道表面要求呈凸形,以防止出現結晶裂紋。第一層根部焊道可能會出現結晶開裂,可采取小電流多填絲的方法消除[1]。
4.3 手工鎢極氬弧焊操作時,填充焊絲的卷入不應直接浸入熔池,應使填充焊絲位于鎢極的前方邊熔化邊送進,焊絲端頭要始終處于氬氣保護之中。熄弧時要多填加些焊絲,使焊道厚度增大。
4.4 由于鎳基合金的特性及焊接電流的限制,焊接速度較慢,要求焊工有耐力和耐性。
4.5 手工鎢極氬弧焊焊接鎳基合金時,不論打底焊還是層間、蓋面焊接,工件背面一定用氬氣進行保護,防止材料氧化[2]。
5 結語
5.1 哈氏合金焊接性能優良,在工藝措施正確的條件下完全能滿足相關標準要求。
5.2 哈氏合金與304、316L、904L等奧氏體不銹鋼焊接時,為保證焊接接頭及鎳基合金側母材的抗腐蝕能力,焊接材料首選鎳基合金焊材。
5.3 根據產品結構與實際焊接情況,手工鎢極氬弧焊是焊接4mm厚C-22合金的首先焊接方法。
5.4 哈氏合金C-22比304、316等奧氏體不銹鋼具有更強的冷作硬化傾向,C-22的冷作硬化傾向與904L相當。
5.5 C-22材料焊接與奧氏體不銹鋼焊接有諸多不同,因此在產品正式投產前應對參與產品焊接工人進行焊接技能培訓。
[1]中國機械工程學會焊接學會/材料的焊接[M].北京:北京機械工業出版社出版,2001:414-415.
[2]NB/T47014-2011.承壓設備焊接工藝評定[S].
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07