渣油加氫反應器制造的幾點特殊技術要求
2015-04-12 01:20:30張龍習
化工裝備技術 2015年5期
張龍習
(東營市特種設備檢驗所)
渣油加氫反應器(以下簡稱“反應器”)是煉油企業的核心設備之一,通常在高溫、高壓、臨氫以及硫和硫化氫介質條件下使用。渣油加氫反應器在使用過程中易出現氫腐蝕、氫脆、高溫高壓硫化氫腐蝕、硫化物應力腐蝕開裂、堆焊層剝離、Cr-Mo鋼的回火脆性破壞等問題。因此,反應器在制造過程中有許多特殊要求。本文對制造過程中的材料質量控制、焊接工藝評定、鐵素體含量控制、無損檢測、熱處理等方面的特殊技術要求進行了介紹。
1 設計參數和結構形式
1.1 設計參數
設計介質為油、油氣、H2、H2S,設計壓力20.4 MPa,設計溫度454℃,容器內徑3700 mm,容器高 (長)22676 mm,殼體質量335 t,設計使用壽命20年。
1.2 結構形式
該反應器是單層結構,由球形封頭、筒體過渡段和直筒節組成。球形封頭由12Cr2Mo1VR鋼板熱壓成型,厚度134 mm。筒體由6個整體鍛制的直筒節和兩個筒體過渡段通過環焊縫相焊而成,筒體材料是12Cr2Mo1V,Ⅳ級鍛件,厚度222 mm。容器內壁堆焊耐蝕層,耐蝕層均采用雙層堆焊,過渡層為E309L,復層為E347,耐蝕層總厚度不小于7.5 mm。
2 回火脆化傾向評定試驗
2.1 主體材料回火脆化傾向評定試驗
主體材料包括封頭、筒體過渡段、每個筒節及人孔法蘭、人孔蓋等。主體材料應進行回火脆化傾向評定試驗,即階梯冷卻試驗,其夏比沖擊功和試驗溫度應滿足式 (1)的要求。

式中TV——在最小模擬熱處理前,對試件進行夏比沖擊且吸收功為54 J時對應的試驗溫度,℃;
T1——經最小模擬熱處理和階梯冷卻后對試件進行夏比沖擊,吸收功為54 J時對應的試驗溫度,℃;
T2——經最小模擬熱處理后對試件進行夏比沖擊,吸收功為54 J時對應的試驗溫度,℃。
試驗應在8個不同的溫度條件下進行,但是必須包括-30℃,其余試驗溫度應恰當選擇。
分別對每個筒節、筒節過渡段、球形封頭及人孔蓋、人孔法蘭等部件進行試驗。根據試驗結果計算可知,TV+3.0(T1-T2)值在-63~-45℃范圍內。
2.2 主體材料的焊接材料回火脆化傾向評定試驗
用于主體材料的焊接材料,應保證采用各種焊接工藝成型的焊接接頭回火脆化傾向性評定試驗滿足式 (1) 的要求。
根據試驗結果計算可知,TV+3.0(T1-T2)值在-20.1~-9.9℃范圍內。
3 化學成分含量控制
3.1 主體材料的化學成分含量控制
主體材料的回火脆化敏感性系數J應符合式(2)、式 (3) 的規定:

式 (2)、式 (3)中元素以質量百分數含量代入。
系數J反映了材料回火脆化傾向的大小程度,J越大,脆化傾向就越大。
對主體材料化學成分進行了復驗,其系數J≤100,P+Sn≤0.012%。部分主體材料的系數J和P+Sn值如表1所示。
3.2 焊接接頭金屬化學成分含量控制
應對所有承壓部件之間的焊接接頭、殼體與裙座之間的焊接接頭進行化學成分分析,其熔敷金屬的化學成分應滿足式(4)、式(5)、式(6)的要求。

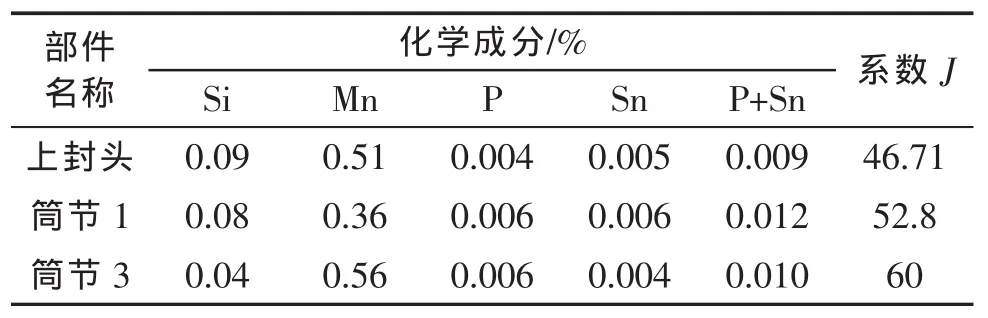
表1 部分主體材料的系數J和P+Sn值

式 (4)中的元素以含量的質量分率×10-6代入,式(5)、 式(6)中元素以質量百分數含量代入。
X是反映材料中有害元素總量對材料回火脆化傾向影響程度的系數,X越大,影響就越大。
對焊接接頭熔敷金屬化學成分含量進行了復驗,按復驗值計算上述各項數據,均在允許的范圍內。對批號為G403001的焊絲成型的焊接接頭熔敷金屬化學成分進行了復驗,其系數X=9.8×10-6≤15×10-6, Si+Mn=1.02%≤1.10%, Cu=0.10%≤0.20%,Ni=0.003%≤0.20%。
4 非金屬夾雜物
4.1 主體材料中非金屬夾雜物要求
按GB 10561《鋼中非金屬夾雜物含量的測定——標準評級圖顯微檢驗法》規定,評定主體材料中非金屬夾雜物A類 (硫化物類型)、B類 (氧化物類型)、D類 (球狀氧化物類型)、DS類 (單顆粒球狀物)均不得大于1.5級,且應滿足A+C≤2.0,B+D+DS≤2.0, 總數 A+B+C+D+DS≤4。
4.2 實測結果
主體材料中非金屬夾雜物A類、B類、D類、DS類均小于1.0級,且總數A+B+C+D+DS均小于4。表2為部分主體材料夾雜物檢測結果。
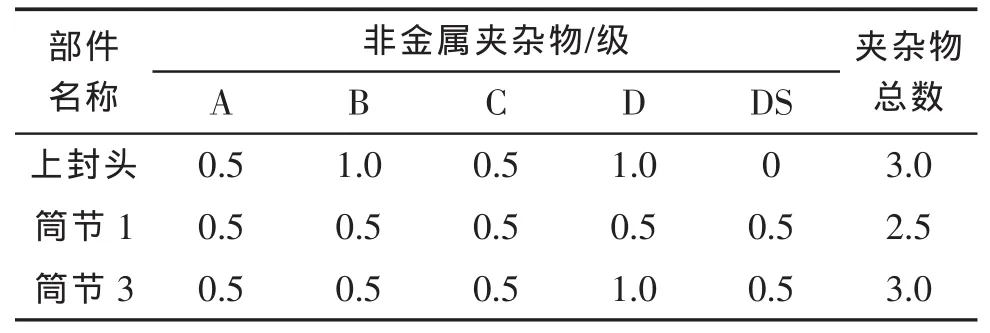
表2 部分主體材料夾雜物檢測結果
5 焊接工藝評定
在產品正式施焊前,應按照NB/T 47014《承壓設備焊接工藝評定》和設計技術條件進行焊接工藝評定。同時,還須進行焊縫金屬的化學成分分析、高溫拉伸試驗、回火脆化傾向性評定試驗、-30℃沖擊試驗、高溫持久試驗、焊接接頭截面硬度測定。
6 鐵素體含量控制
在試板熱處理前,按規定應分別采用磁性法和化學分析法測定堆焊層的鐵素體,鐵素體數均應為3~8 FN。在試板熱處理前,本文分別采用磁性法和化學分析法測定了堆焊層的鐵素體,其鐵素體數在4.5~7.6 FN范圍內。用經AWS4.2校準過的鐵素體磁性測定儀測量產品的堆焊層表面,其鐵素體數在4.1~8.0 FN范圍內。
7 主要焊接接頭的無損檢測
對不受結構限制的焊接接頭,如筒節與筒節之間連接的環焊縫,筒節與過渡段連接的環焊縫,封頭與過渡段連接的環焊縫等,使用TOFD方法進行檢測。TOFD檢測按NB/T 47013.10—2010《承壓設備無損檢測 第10部分:衍射時差法超聲檢測》進行,質量等級為Ⅱ級合格。使用的TOFD超聲檢測儀型號為ISONIC2008,掃查裝置為BLC-1,靈敏度設置為直通波60%,掃查方式為非平行。經檢測確定,其焊接接頭質量級別均為Ⅰ級。
8 熱處理
8.1 中間消除應力熱處理
主體材料在焊接過程中和焊接后,應進行中間消除應力熱處理。中間消除應力熱處理的主要目的是消除焊接內應力。實施的時機是在焊后熱處理之前,且在焊縫冷卻至預熱溫度以下之前進行。在進行中間消除應力熱處理時,金屬的最低溫度不得低于650℃。在爐中保溫的時間可由制造廠根據厚度自行確定,但不得少于4 h。
8.2 焊后熱處理
根據設計技術條件并征得設計單位同意,制造單位將反應器熱處理規范確定為:最大程度焊后熱處理參數為h;最小程度焊后熱處理參數為
最大程度焊后熱處理是對試樣進行的一種特定熱處理,用以模擬所有制造過程和使用過程的最大程度的熱處理,包括正火加回火、所有482℃以上的中間熱處理、一次制造返修后的焊后熱處理、最終焊后熱處理以及留給用戶將來額外使用至少一次的焊后熱處理。 最小程度焊后熱處理是對試樣進行的一種特定熱處理,用以模擬所有制造過程的最小程度的熱處理,包括正火加回火、所有482℃以上的中間熱處理、最終焊后熱處理。
9 結束語
在反應器制造質量控制方面,還有其它一些特殊要求。例如:必須檢測鋼板和鍛件的晶粒度,用超聲法檢測堆焊層剝離程度,制作筒體環縫焊接試板和接管與筒體焊縫試板等,在此不再詳細介紹。總之,全面準確地掌握規范標準和設計技術條件提出的若干特殊要求,并嚴格按照這些要求進行反應器制造,對確保壓力容器產品質量是至關重要的。
猜你喜歡
南大法學(2021年3期)2021-08-13 09:22:32
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
自然與文化遺產研究(2016年2期)2016-05-17 05:53:59
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
