焊管X 射線檢測設備的改進設計
2015-04-17 12:27:50杜健輝黃杰生
鋼管 2015年4期
杜健輝,黃杰生
(番禺珠江鋼管有限公司,廣東 廣州 410450)
X 射線檢測是焊管生產中廣泛應用的一種無損檢測方法,對于提高焊管質量及其可靠性起著重要作用。在焊管進行X 射線檢測時,要求圖像接收器和探臂前端的放射源垂直布置,運管小車運送焊管使焊縫通過放射源和圖像接收器之間,實現焊縫的全長檢測[1-2]。要獲得清晰的焊縫圖像,要求圖像接收器位置和探臂前端的放射源位置穩定可調,故其設備的性能將直接決定檢測質量的好壞[3-5]。
焊管的規格和長度覆蓋范圍很大,這就要求探臂和圖像接收器的調整裝置在高度和水平度具有較大的調整范圍和較高的定位精度,探臂能順利伸入焊管中,進行微量調整[6-8]。圖像接收器能根據X射線檢測需求,調整與焊縫的距離,從而獲得良好的X 射線實時成像效果。現有的圖像接收器升降裝置為懸掛式,圖像接收器通過輥筒鐵鏈式結構懸掛于X 射線房中,通過輥筒旋轉來提高或降低圖像接收器高度,這種方式穩定性不足,圖像接收器容易擺動,造成圖像不清晰[9-13]。配重式手動絲桿調節探臂升降裝置,前端安裝射線管,后端連接配重塊,中后部安裝調整器和底座,調整調整器的轉軸,調整探臂的高度和水平度,這種方式定位困難,依靠人工經驗調節,其調節幅度受限且勞動強度大,不能實現檢測設備的自動化。
為從根本上解決此問題,實現焊管X 射線檢測設備的自動化,在番禺珠江鋼管(連云港)有限公司COE 焊管生產線上對該裝置重新進行了設計改進,收到了較好的使用效果。
1 X 射線檢測系統的設備組成
焊管的X 射線檢測系統一般包括實時成像系統和機械控制兩部分,如圖1 所示。
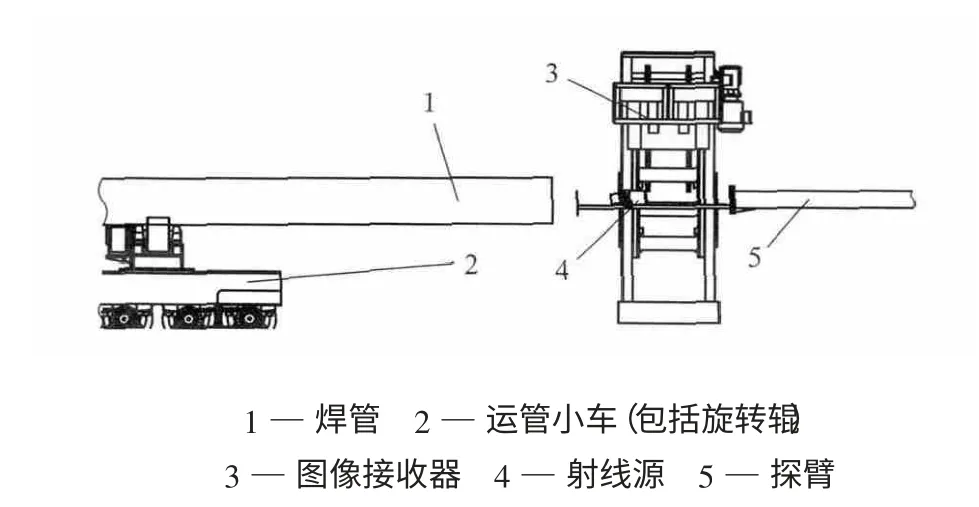
圖1 焊管的X 射線檢測系統示意
1.1 實時成像系統
焊管的X 射線實時成像系統包括射線源和圖像接收器,當焊管焊縫通過射線源和圖像接收器之間,X 射線透照焊管的焊縫,在圖像接收器上生成可見光圖像,通過顯示屏上的圖像,評定焊縫質量,發現焊縫缺陷[7]。
1.2 機械控制部分
機械控制部分負責實時成像系統的輔助動作,一般布置在X 射線房內。射線源安裝于探臂前端,圖像接收器安裝于圖像接收器升降裝置上,焊管置于運管小車的旋轉輥上,通過控制運管小車,實現焊管焊縫的全長動態或靜態檢測。根據焊管規格(直徑、壁厚)的不同,圖像接收器、焊管焊縫、放射源之間的間距不相同,要根據實際標準和規范進行操作,從而獲得良好的圖像,這就要求圖像接收器和射線源的高度有較大的調整范圍,以滿足實際檢測需要。
2 圖像接收器升降裝置的設計改進
2.1 懸掛式圖像接收器升降裝置
懸掛式圖像接收器升降裝置結構如圖2 所示。其中,圖像接收器安裝平臺用于安裝固定圖像接收器;滾筒負責收卷和開卷鏈條,從而實現圖像接收器的升降;減速機負責提供滾筒旋轉的動力。
該裝置現存問題有:①由于通過鏈條懸掛,升降裝置在升降過程中,容易造成圖像接收器的晃動;②升降不平衡,由于滾筒收卷和開卷鏈條,容易造成圖像接收器水平度較差;③維修困難,由于電機和輥筒都懸掛于半空,給維修帶來不便。
采用側立式垂直升降的結構,可以從根本上解決圖像接收器升降不平衡和晃動的問題。
2.2 側立式圖像接收器升降裝置
側立式圖像接收器升降裝置由檢測臂、連接座和升降裝置組成,如圖3 所示。
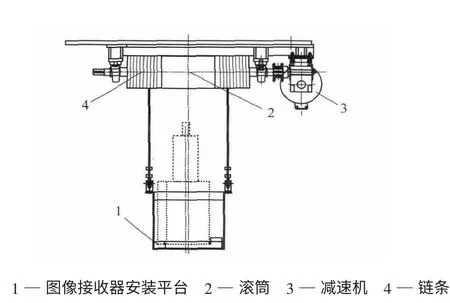
圖2 懸掛式圖像接收器升降裝置結構示意
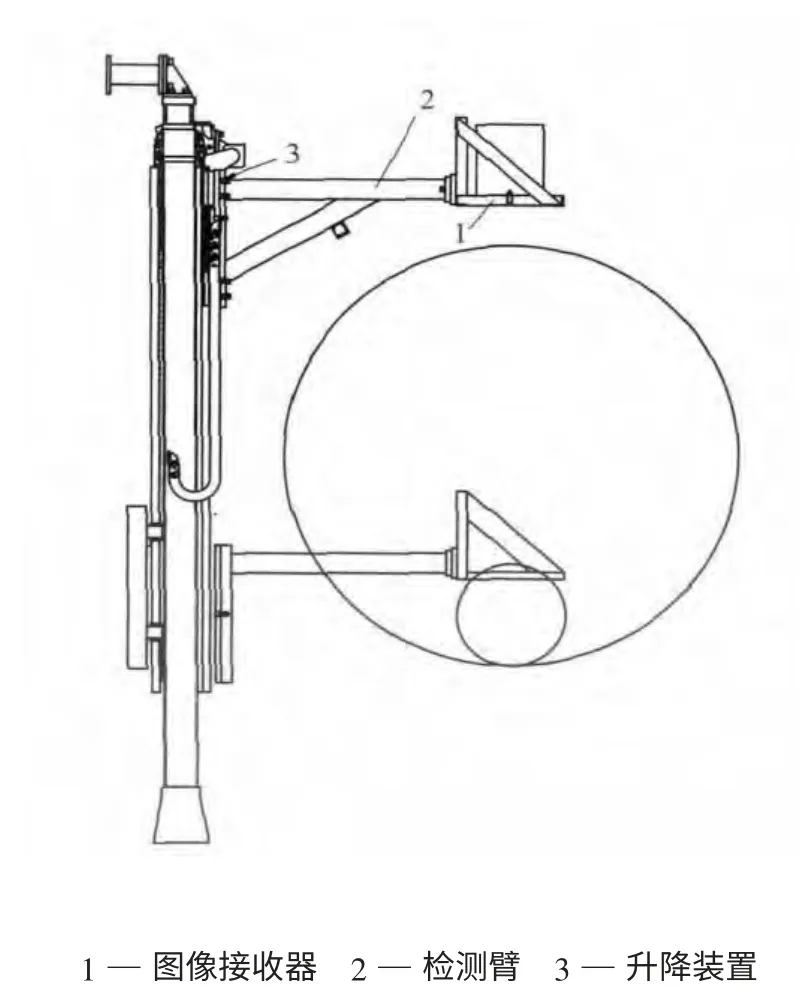
圖3 側立式圖像接收器升降裝置結構示意
其中,檢測臂用于連接機架,安裝圖像接收器;升降裝置包括直線導軌、鏈輪和直線導套副等部分,根據進管的直徑和壁厚狀況利用減速機帶動鏈輪轉動,通過鏈傳動調整檢測臂的高度位置。直線導軌和直線導套副起導向作用,使檢測臂沿著垂直地面的方向上升下降,升降過程平穩,快速。但側立式圖像接收裝置安裝占用的空間相對較大,而且對于防護空間要求較大。
2.3 小 結
經過設備調試運行,改進后的裝置主要有以下幾個優點:
(1) 懸掛式改為側立式的升降裝置,加入配重塊,因此圖像接收器升降裝置的穩定性得到提高,解決了圖像接收器不平衡的問題。
(2) 調整簡單方便,縮短了管徑調整時的輔助時間,提高工作效率。
(3) 設備維修方便,由于側立式占用的空間相對較大,設備維修可使用的空間亦較大。
3 探臂升降裝置的設計改進
3.1 配重式手動絲桿調節探臂升降裝置
配重式手動絲桿調節探臂升降裝置結構如圖4所示。通過調節手動調節絲桿,實現不同管徑焊管的X 射線檢測。
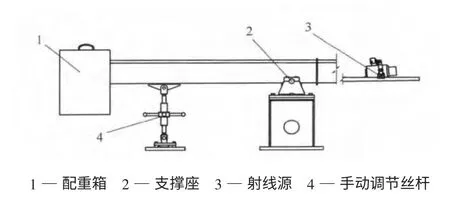
圖4 配重式手動絲桿調節探臂升降裝置結構示意
該裝置現存問題有:①需要人工調整升降高度,勞動強度大,無法實現自動化;②定位困難。為解決這一問題,采用雙螺旋升降器探臂升降裝置,從根本上解決了圖像接收器升降不平衡和晃動的問題。
3.2 雙螺旋升降器探臂升降裝置
雙螺旋升降器探臂升降裝置主要由探臂和升降平臺兩部分組成,結構如圖5 所示。探臂前端裝有射線發射器,與圖像接收器升降裝置上接收器平行。
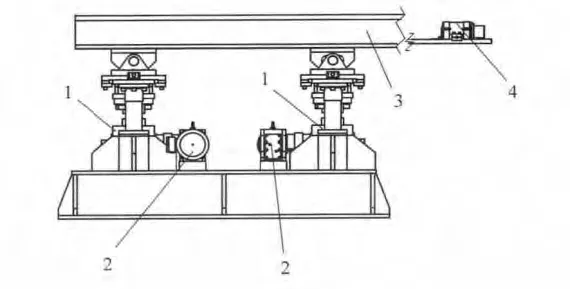
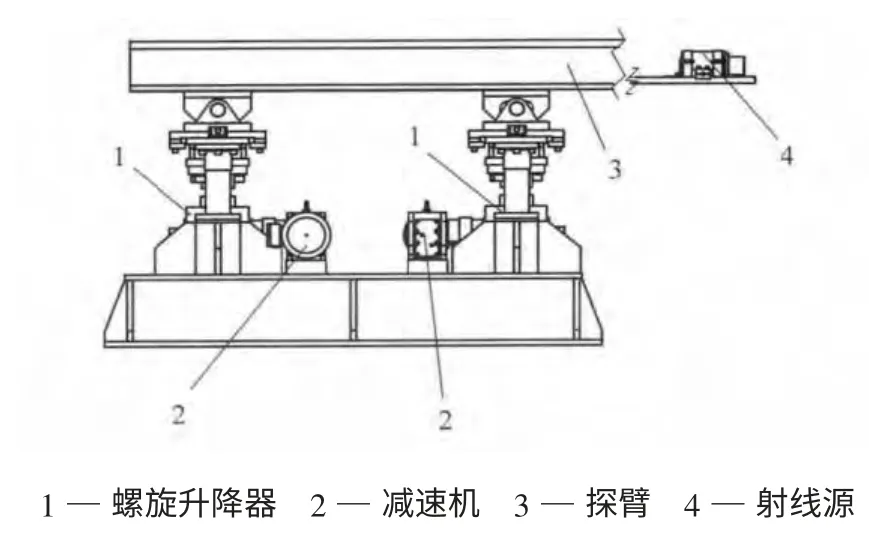
圖5 雙螺旋升降器圖像接收器升降裝置結構示意
雙螺旋升降器探臂升降裝置的工作過程:根據現場探臂和制管規格的狀況,通過調整前后兩個螺旋升降器上升下降的高度實現上下調整,并配合調整探臂上的射線發射器的角度,獲得清晰的畫面。
3.3 小 結
經過設備調試運行,改進后的裝置主要有以下幾個優點:
(1) 加入減速機和螺旋升降器,設備能實現自動化;
(2) 結構設計合理,螺旋升降器升降平穩;
(3) 去除配重箱,減少了空間占用;
(4) 調節范圍大,可滿足不同規格焊管的探傷需求;
(5) 調整便利,降低勞動強度,提高工作效率。
4 改進設計后的焊管X 射線檢測設備
4.1 工作過程
(1) 根據焊管的直徑,調整雙螺旋升降器探臂升降裝置,快速調整X 射線機上升到合適位置。
(2) 橫送小車橫送焊管,把焊管放到運管小車的旋轉輥上,此時位置為運管小車初始位置。
(3) 橫送小車離開運管小車軌道位置后,運管小車沿著軌道快速進入X 射線房,此時檢測門必須完全打開。
(4) 運管小車行進過程中,通過X 射線房內的視頻監控合理調整運管小車上的旋轉輥,使焊縫正對上方。
(5) 當傳感器檢測運管小車和焊管完全進入X射線房,檢測門自動關閉。
(6) 圖像接收器升降裝置附近設置兩個傳感器,當運管小車被第一個傳感器檢測后,運管小車減速,然后到焊縫檢測裝置中的圖像接收器下方由第二個傳感器檢測后停止,進入檢測過程。
(7) 檢測檢測門是否完全關閉,若關閉,開始X 射線檢測過程,運管小車以檢測速度運行,直到焊管檢測完成。
(8) 在X 射線檢測的極限位置設有兩個傳感器,一個負責運管小車的減速,一個負責小車的停止,以防運管小車與雙螺旋升降器探臂升降裝置發生碰撞造成損壞。
(9) 當焊管檢測完畢,關閉X 射線機,運管小車以高速往初始位置方向行走,同時檢測門開始打開,當運管小車接近檢測門附近的傳感器時再次檢測檢測門是否完全打開,如果沒有完全打開,運管小車緩慢停止,待檢測門完全打開后,運管小車高速行走至初始位置,同時檢測橫送小車位置,確保兩車不發生碰撞。
(10) 初始位置附近設置兩個傳感器,運管小車遇到第一個傳感器后,開始減速,到達初始位置后,完全停止。
4.2 小 結
該焊管X 射線檢測設備的運行過程具有以下優點:
(1) 穩定檢測質量,自動化設計可以快速調節圖像接收器升降裝置和探臂升降裝置,升降調節穩定,使檢測在最佳工況下運行,保證檢測質量。
(2) 減少輔助時間,提高工作效率。由于自動化生產,可以穩定運行工況,提高檢測效率。
(3) 減少維修時間,提高設備運轉率。采用自動化設計后,工況穩定,從而減少不正常的操作和事故停機,提高設備的運轉率和有效運轉周期。
5 結 語
X 射線實時成像檢測設備的自動化設計,直接影響檢測工位的工作質量和效率。通過對其中的圖像接收器升降裝置和探臂升降裝置進行改進設計,重新設計焊管X 射線檢測設備的運行流程,改進后的設計能根據管徑和壁厚進行快速調整,調整便利,運行平穩,降低勞動強度,提高工作效率,具有良好的推廣前景。
[1] 劉家發,李紹臣,顧晶偉,等. 移動式工業X 射線電視檢測系統的研制[C]//第十次全國焊接會議論文集(第2冊),2001:159-162.
[2] 周銳. 國內外X 射線數字成像檢測技術標準比對研究[D]. 太原:中北大學,2013.
[3] 魏大慧. X 射線檢測焊縫缺陷圖像的預處理[J]. 中國西部科技,2010,9(30):31-32.
[4] 余國民,李軍峰. X 射線成像系統在焊管焊縫檢測中的應用[J]. 焊管,2012,35(11):45-49.
[5] 中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 19293—2003 對接焊縫X 射線實時成像檢測法[S]. 北京:中國標準出版社,2003.
[6] 何山林. 螺旋焊管焊縫X 射線實時數字成像系統研究[D]. 蘭州:蘭州理工大學,2007.
[7] 李少云,胡慶仰,韓寶成,等.鋼管焊縫100%檢測的X射線工業電視檢測方法[J]. 鋼管,2011,40(4):60-62.
[8] 余長江,王吉先,鄭西振. 射線探傷裝置[M]. 北京:機械工業出版社,1994:29.
[9] 黃法春,楊振鐸. X 光工業電視檢查系統的速度合成與控制[J]. 焊管,2004,27(2):30-32.
[10] 郭忠賢. X 射線工業電視探傷法某些參數對圖像質量的影響[J]. 兵器材料科學與工程,1988(12):16-20,49.
[11] 漆曙蓉,李佩娟,李少云,等.焊接鋼管X 射線探臂升降調整裝置的改進設計[J]. 鋼管,2013,42(4):67-69.
[12] 漆曙蓉,郭京華,李佩娟. 導向輪式X 射線工業電視探臂升降調整裝置設計[J]. 江漢石油科技,2013,23(1):64,71-73.
[13] 劉欣. X 射線探臂升降裝置及射線檢測室的設計改造[J]. 焊管,2014,37(1):50-52,57.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
