一種機器人管-板自動焊接方法的研究
2015-04-19 03:07:20平雪良姚方紅
機械制造 2015年12期
□ 田 媛 □ 平雪良 □ 姚方紅 □ 蔣 毅
1.江南大學 機械工程學院 江蘇無錫 214122 2.無錫力馬化工機械有限公司 江蘇無錫 214177
換熱器等壓力容器在石油、化工、電力、冶金、輕工、核電等行業的應用極其廣泛[1],我國壓力容器的焊接制造長期來存在自動化程度低、效率低、需要大量技術工人手工操作的問題。目前,雖然壓力容器的焊接已開始采用焊接操作架、自動化焊接小車等半自動化、專用化的焊接裝備,但這些裝置的使用和安裝過程復雜,自動化程度不高,焊接質量也難以保證。由于換熱管的管-板換熱面積較大,換熱管數量較多,管-板的焊接時間周期對焊接技術及制造成本均有較大的影響[2]。為解決這一問題,筆者提出了用焊接機械臂代替人工,實現自動化焊接的技術方案,通過這一方案的實施,可以有效提高壓力容器制造裝備的柔性和通用性,代替技術工人的手工操作,提高生產效率和質量。
1 管-板焊接現狀分析
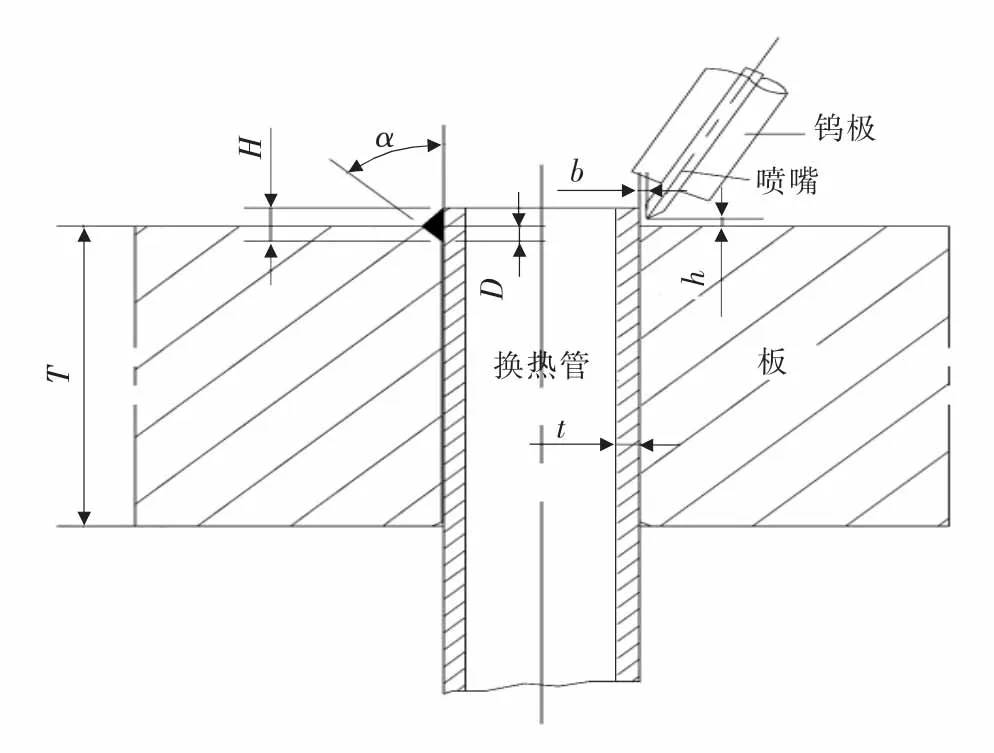
管-板接頭的典型設計為如圖1所示的伸出式帶坡口角焊縫結構,因為焊縫數量較多,通常會選擇采用焊接效率高、焊接成形美觀、節能環保的全位置自動TIG 焊[3]。
自1963年國外報道了用來焊接平焊位置接頭的鎢極氬弧焊機后,管-板接頭焊接設備層出不窮。就其整機結構而言,可歸納為三大類:機頭懸吊式管-板焊槍、機頭附壁式管-板焊槍和龍門式管-板焊槍[4]。機頭懸吊式管-板焊槍一般通過平衡吊懸掛,使用時,由工人將焊槍插入管孔,調整好槍頭定位機構后啟動焊接;機頭附壁式管-板焊槍與機頭懸吊式管-板焊槍的主要區別在于機頭的固定方式,使用時也是由工人將焊槍插入管孔,調整好槍頭定位機構后啟動焊接;龍門式管-板焊槍機頭裝在龍門架的橫梁上,可沿橫梁作水平方向移動,橫梁可作垂直方向的升降運動,焊槍上有一心軸可使焊槍外移,入孔定位后開始焊接。
▲圖1 管-板焊接接頭形式
由于有先進的換熱管生產技術和精良的管-板加工裝備作支撐,在焊接過程中電弧斑點與管子外壁之間的距離b及管-板端面之間的距離h可始終不變[5],如圖1所示。因此,在管-板自動焊接設備的研究過程中,可以忽略換熱管和板加工精度對焊接質量的影響。在管-板自動焊接過程中,只要設定b和h,焊接過程就能按預定的要求完成。
在施工質量方面,除焊接設備外,焊接工藝、人工操作等對管-板接頭焊接質量也有較大影響[6-7]。在焊接工藝中,焊接層數及順序、焊接控制參數(氣體參數、電流參數、旋轉參數、送絲參數等)可以通過大量試驗和研究確定,以減小其對焊縫的表面成形、內部熔深等的影響。但是,人工操作中焊前清理、焊槍的定位、鎢極的定位等因素對焊接質量的影響卻很難控制。
針對人工操作存在的焊接效率低、焊接質量難以保證這一問題,筆者提出了用焊接機械臂代替人工焊接,實現壓力容器自動化焊接的技術方案。利用焊接機械臂重復定位精度高的特點,完成焊槍的定位工作。通過這一方案的實施,可以有效提高壓力容器制造裝備的柔性和通用性,代替工人的重復勞動,在保證焊接質量的同時提高生產效率。
2 機器人管-板自動焊接實施步驟
將機器人用于壓力容器管-板焊接領域,主要包括三個步驟:①搭建機器人管-板焊接硬件系統;②根據待焊接管-板三維模型規劃焊接路徑并編寫焊接程序;③根據管-板焊接工藝,設計焊接控制系統,最終完成施焊過程。
為了實現機器人管-板自動焊接,筆者設計了一套機器人管-板自動焊接系統,其硬件由PLC、機器人系統、焊接機械臂、焊接電源、送絲機、焊槍、水氣系統等構成,如圖2所示。
機器人管-板焊接實施步驟歸納為:① 根據管-板焊接工藝要求,設計機器人管-板焊接專用焊槍及配套的送絲機、焊接電源、水氣系統等硬件設備,搭建機器人管-板焊接硬件系統;②根據待焊接管-板三維模型,采用相對坐標的方式完成焊縫定位程序的編制;③通過機器人系統中的焊縫定位程序驅動焊接機械臂末端的焊槍進行焊縫定位,待定位完成后,由PLC主控單元實現焊槍旋轉電機和送絲電機的啟停和速度控制,同時通過其I/O擴展模塊為焊機提供起弧和維持電弧所需的高頻脈沖焊接電流,最終完成待焊管-板的焊接。
3 焊縫定位路徑仿真及機器人管-板焊接焊縫定位試驗
3.1 管-板模型構建
試驗模擬產品以管-板接頭形式進行,其結構形式如圖3所示。根據圖3所示的管-板布孔圖及接頭尺寸要求,構建如圖4所示管-板焊接模型,并完成試樣的加工。
3.2 焊縫定位路徑仿真
筆者采用RobotMaster機器人離線編程仿真加工軟件進行焊縫定位路徑仿真并生成焊縫定位程序。RobotMaster可完成機器人編程、仿真及代碼生成,無需示教點即可以創建從簡單到復雜的精確機器人軌跡,同時其專用工具可避免奇點、軸限位、干涉、不可達等問題,提高了機器人編程速度。本試驗首先將圖4所示的管-板CAD模型導入RobotMaster中,選擇幾何圖形(線、弧線、零件邊緣及/或3D零件),用工具圖形化方法完成機器人軌跡編程。軟件根據上述信息自動生成機器人軌跡,如圖5所示。
管-板焊接加工軌跡路線生成后,在RobotMaster中輸入機器人運行相關參數,如機器人單元的整體設置、末端工具、刀具中心點數據、換刀裝置信息、運動參數以及直線導軌或回轉臺配置等就可進行仿真。
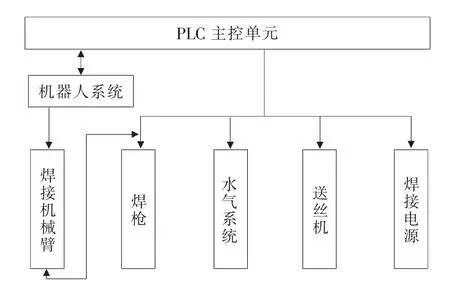
▲圖2 機器人管-板焊接系統示意圖
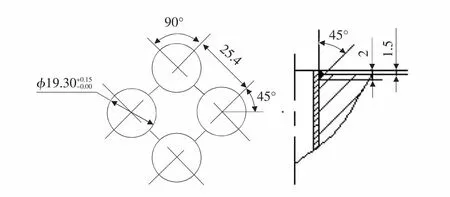
▲圖3 布孔圖及接頭尺寸要求
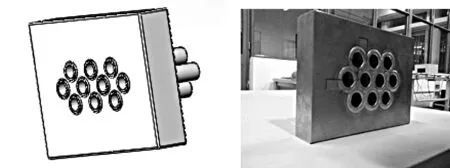
▲圖4 管-板CAD模型與試樣
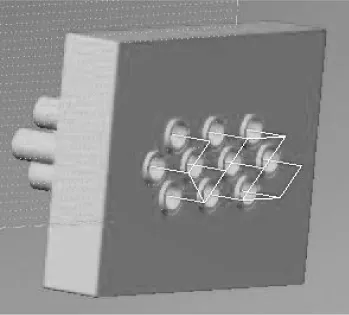
▲圖5 管-板焊接加工軌跡路線
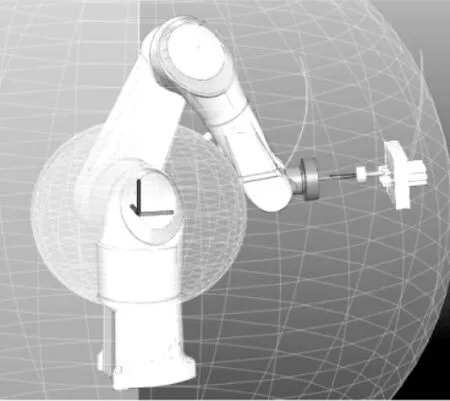
▲圖6 機器人工作空間及法蘭路徑
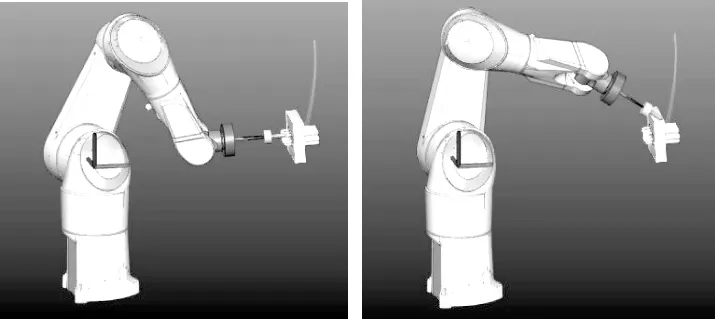
▲圖7 機器人管-板焊接路徑的仿真
試驗采用staubli TX90機器人,用工具庫中軸向刀具代替焊槍。上述設置完成后,在機器人仿真加工界面根據圖6所示機器人工作空間及法蘭路徑調整工件的擺放位置,優化機器人姿態,管理操作之間的動作,完成機器人管-板焊接路徑的仿真,如圖7所示。通過仿真可以檢測機器人工作時可能出現的奇異點、腕關節翻轉、超行程、軸限位、不可達等問題,并在軟件中進行相應的調整,對刀具軌跡進行優化,模擬出機器人加工的最優路徑。
RobotMaster可以提供 FANUC、ABB、MOTOMAN、KUKA、STAUBLI等機器人的代碼輸出,仿真結束后,利用RobotMaster Generate Program后置處理功能,自動生成管-板焊接所需加工代碼,如圖8所示。
3.3 焊縫定位試驗
由于模擬過程中采用的不是實際焊槍定位棒,因而在試驗前,需根據所選刀具的尺寸及定位棒的實際尺寸對焊縫定位程序中刀具的尺寸進行修正,然后將修正后的焊縫定位程序下載到Staubli焊接機器人控制系統中,控制焊接機械臂進行焊縫定位試驗,如圖9所示。
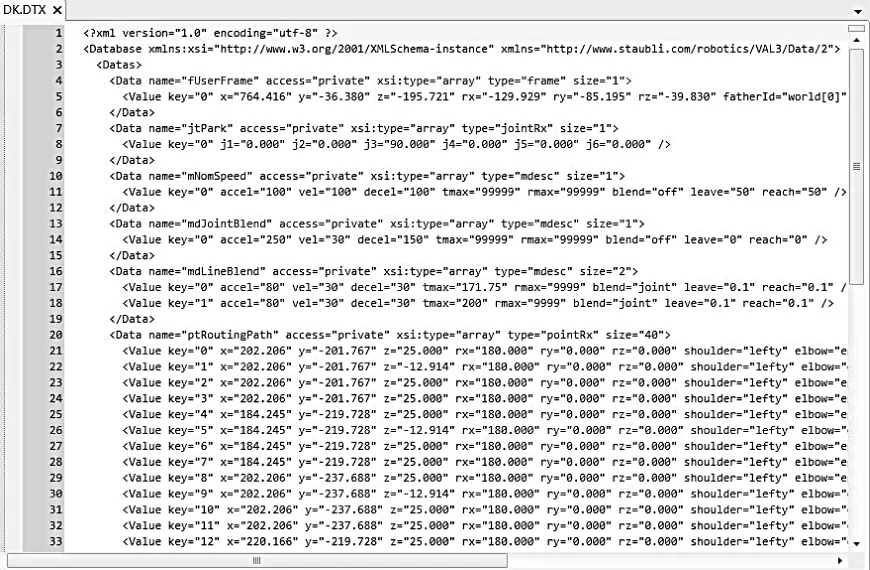
▲圖8 管-板焊接機器人加工代碼
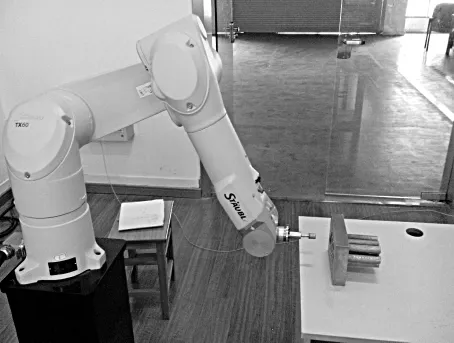
▲圖9 焊縫定位試驗
試驗結果表明,機械臂在移動過程中不會碰撞工件,定位棒進入管孔的過程順暢,該方法可以順利實現管孔的定位。同時改裝后的焊槍可以保證管-板焊接的質量。
4 結束語
以管-板焊接為研究對象,對現有管-板焊接設備焊接效率、自動化程度及焊接質量進行分析,提出了一種機器人管-板焊接方法。通過焊縫定位路徑仿真及機器人管-板焊接焊縫定位試驗,驗證了該方法的可行性,為后續機器人管-板自動焊接的實施奠定了理論基礎。方案的實施可以提高壓力容器焊接裝備的焊接效率和質量。
[1]毛文睿,李亞飛,張龍龍,等.換熱器的研究現狀及應用進展[J].河南科技,2014(2):105-106.
[2]A Vandewynckéle,E Vaamonde,M Fontán,et al.Laser Welding Head Tailored to Tube-Sheet Joint Requirements for Heat Exchangers Manufacturing [J].Physics Procedia,2013,41:144-152.
[3]馬鳴,王帥,張亞奇,等.不銹鋼換熱管與管板自動 TIG 焊接工藝[J].壓力容器,2014(2):69-73.
[4]汪東明,高增福,譚笠,等.國內外換熱器管子管板焊接技術綜述[J].壓力容器,1995(2):48-53.
[5]張丙堯.管-板自動焊自動定位系統研究[D].西安:西安石油大學,2008.
[6]惠媛媛.TC2鈦合金換熱管與管板焊接工藝研究[J].焊管,2011(9):41-43.
[7]孫國輝,李春光.薄壁不銹鋼換熱管與管板焊接工藝[J].壓力容器,2003(6):36-38.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26