焊接順序對高速列車側墻焊接殘余應力的影響
2015-04-20 03:29:58馬思群劉業華韓清凱袁永文谷理想
大連交通大學學報 2015年3期
馬思群,劉業華,韓清凱,袁永文,谷理想
(1.大連交通大學 交通運輸工程學院,遼寧 大連 116028; 2.大連理工大學 機械工程學院,遼寧 大連 116024; 3.濟南軌道交通裝備有限公司,山東 濟南 250000; 4.中國南車集團 青島四方機車車輛股份有限公司,山東 青島 266111)
?
焊接順序對高速列車側墻焊接殘余應力的影響
馬思群1,劉業華1,韓清凱2,袁永文3,谷理想4
(1.大連交通大學 交通運輸工程學院,遼寧 大連 116028; 2.大連理工大學 機械工程學院,遼寧 大連 116024; 3.濟南軌道交通裝備有限公司,山東 濟南 250000; 4.中國南車集團 青島四方機車車輛股份有限公司,山東 青島 266111)
按實際加工工藝,基于有限元軟件SYSWELD,采用有限元熱彈塑性分析方法和Fortran語言對焊接熱源進行二次開發,獲得了所需要的熱源,并通過實驗驗證了熱源模型的準確性.在此基礎之上,通過分析高速列車CRH380B側墻焊接殘余應力分布規律和焊接順序對于側墻焊接殘余應力的影響,得到了側墻焊接最優方案,為企業實際生產中的降低焊接殘余應力方案選擇提供了依據.
高速列車;側墻;焊接殘余應力;熱源;焊接順序
0 引言
國內的多種型號動車組,雖然外形各異,但車體的生產過程卻基本相似,中間車車體主要由左側墻、右側墻、車頂、底架及端墻五大部件組焊而成.焊接技術是高速列車制造過程中的關鍵技術之一.由于鋁合金的線膨脹系數大,熔點低,焊接難度非常大,如果沒有良好的焊接工藝,車體會產生很大的焊接殘余應力,而焊接殘余應力對焊接結構的疲勞強度、斷裂強度和結構穩定性具有較大影響[1-2].由于焊件內部溫度場分布不均勻,可以分為:液相區、固相區、固液相區.不同相之間的物理性能不同.由于溫度隨時間變化快,影響了實驗結果的準確性.數值仿真具有不受物理條件制約,成本較低等優點,在輔以必要的試驗基礎上,通過數值模擬可以獲得焊接部件任一位置的焊接溫度場以及殘余應力的分布規律,且展示方式形象直觀.關鍵部件焊接過程數值仿真技術的實現,對于優化工藝參數,提高產品質量和清除安全隱患起著重要作用.因此通過計算機數值模擬技術對動車組關鍵部件的焊接過程進行模擬分析,并通過必要的實驗來驗證模擬的準確性,即可以預測焊接殘余應力的大小,幫助設計師完善焊接工藝,提高焊接質量,保障產品的安全運行,又能夠節省大量的人力、物力和時間[3-4].
本文采用焊接專用軟件SYSWELD,對高速列車CRH380B側墻焊接殘余應力場進行數值仿真,并分析焊接順序對側墻焊接殘余應力影響.
1 熱源模型
焊接熱源可以根據不同的作用方式按照平面分布熱源、體積熱源、集中熱源來模擬.由于高速列車采用鋁合金材料,其熔點低,熱傳導系數大,利用軟件自帶的熱源很難完美的模擬出焊縫的實際形狀,同時也需要耗費大量的時間,因此采用Fortran語言對熱源進行二次開發[5],以降低計算時間.首先在相應的焊接工藝條件下(焊接電流I=210A,電壓U=22V,焊接速度v=10mm/s,熱輸入效率η=0.7),將總的有效輸入功率按照比例分配,每一部分與總功率的比值,成為分配系數,用χi來表示,則各部分熱源的能量為Qi=χiQ.此時各部分的功率之和為總功率,即:
一般情況采用兩個熱源組合進行開發,本文主要進行“雙橢球+圓柱體”熱源的研究.工件上半部分采用雙橢球熱源,下半部分采用圓柱體熱源,取η=0.7.
上半部分的能量PV1=χ1Q,又因為電流主要分布在工件的上半部分,因此將χ1取大一些,取為0.74.設H1為雙橢球熱源在工件厚度方向的作用高度,有如下公式:

下半部分的能量PV2=χ2Q,假設H2為圓柱體熱源的作用高度,d為板厚,則有以下公式:
經過輸入適當的參數,計算該混合熱源的溫度場如圖1所示,計算結果顯示模擬的焊縫融合區,上表面寬度為8.4mm,下表面寬度為4.3mm,與實驗結果基本相似,通過這種方法既節省了時間,又改善了模擬的精度.

圖1 基于“雙橢球熱源+圓柱體熱源”計算的溫度場
正常焊接條件下,焊接熱源都是以一定速度沿焊縫移動的.所以,相應的焊接溫度場也是不斷運動的.由電弧或其他的集中熱源產生的運動溫度場,在開始加熱時,溫度升高的范圍會逐漸擴大,而達到一定的極限溫度后就不再變化,只隨熱源移動.即熱源周圍的溫度分布變為恒定,將這種狀態稱為準穩態[6].將達到準穩態熱源與實驗值進行對比,以驗證熱源模型建立的準確性.
2 熱源準確性驗證
2.1 準穩態時熔池形狀與實驗比對
為了驗證數值計算結果的準確性,將熔池橫截面上宏觀形狀的計算結果與實驗結果對比,如圖2(a)所示,將熔池寬度的計算結果與實測結果對比,如圖2(b)所示,從圖中可以看出模擬出的焊縫上下表面寬度以及熔合線在工件內部的走向都與實驗值相符合.

(a)橫截面

(b)熔池寬度
表1具體的給出了達到準穩態時,熔池的形狀參數與實驗結果的對比.熔池上表面寬度和長度與實驗結果相比,相對誤差分別為2.3%和4.3%,熔池下表面的寬度和長度與實驗結果相比,相對誤差為6.5%和8.5%.從具體數據角度證明了計算結果與實驗結果的吻合,同時也表明了該有限元解能準確的模擬焊接溫度場的分布.

表1 計算的熔池形狀參數與實驗參數的對比
2.2 實驗驗證
由上文可知,為了降低計算上的難度,對焊接溫度場和應力場的計算模型進行簡化,但其是在保證仿真模擬與實際焊接過程的主要特征(如焊接工藝參數、約束條件等)近似的前提之下.因此,為了驗證仿真分析的準確性,必須輔以必要的實驗驗證.本文主要通過運用X射線法測量焊后殘余應力來驗證計算的結果,這種測試應力的方法效率高,測試結果可靠性高[7].由于X射線法測量殘余應力受到焊縫深度的限制,因此選取焊縫表面點作為測試點,測試點如圖3所示.
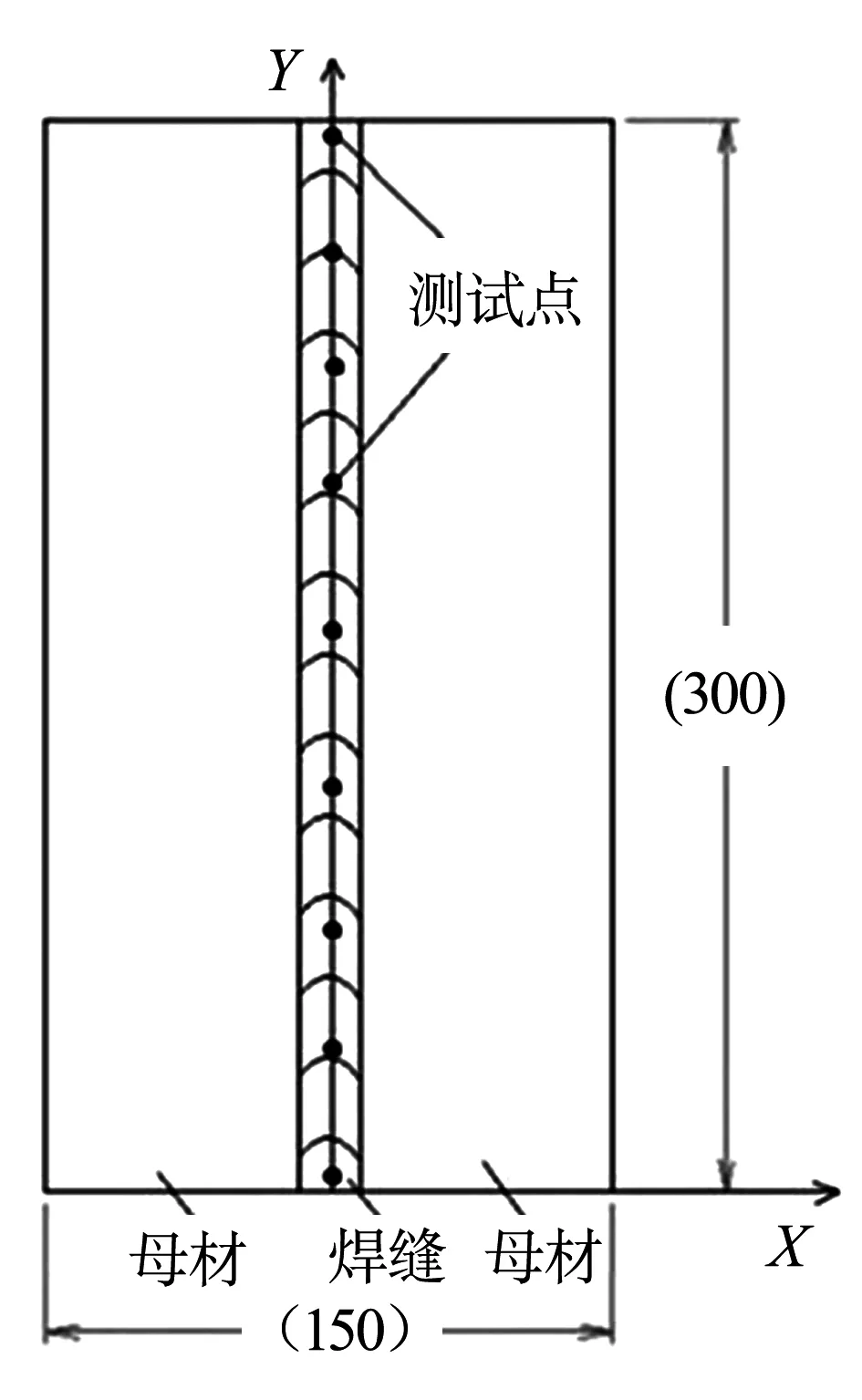
圖3 焊接殘余應力測試點選取
焊接應力包括沿著焊縫長度方向的縱向焊接殘余應力,垂直于焊縫長度方向的橫向焊接殘余應力和沿厚度方向的焊接殘余應力.測試時選擇焊縫中心處各點縱向焊接殘余應力進行測試,結果與模擬結果對比如圖4所示,由圖可知,仿真結果與實驗測試結果有一定的差異,但相差不大,具體的仿真數據與實驗測試數據如表2所示.由表2可知,仿真值與實驗值最大誤差為11.1%,最小誤差為1.1%,誤差在工程允許范圍之內,證明了

圖4 殘余應力計算結果與實驗結果對比
運用焊接專用軟件SYSWELD進行焊接溫度場和應力場仿真分析的可行性和可靠性,為后續的焊接溫度場和應力場研究奠定了基礎.

表2 仿真數據與實驗測試數據對比
3 焊接殘余應力仿真研究
焊接殘余應力對構件的結構穩定性、結構疲勞強度以及抗應力腐蝕能力具有較大的影響.因此,針對焊接殘余應力的研究,已經成為焊接工程研究領域的重點問題[8-9].鑒于此,針對高速列車CRH380B頭車側墻單道焊進行了焊接殘余應力數值仿真.
利用上文溫度場模擬時,建立的側墻模型對高速列車CRH380B頭車側墻進行應力場數值分析.由于截取的側墻模型由8條焊縫組焊而成,進行焊接殘余應力場數值仿真分析時,必須先確定焊接順序,才能開展后續工作.如圖5所示,為截取的頭車側墻焊縫編號及有限元模型.焊接時先從焊縫編號為1的焊縫開始焊起,按照以下順序:W1—W2—W3—W4—W5—W6—W7—W8,從低到高依次焊接,每焊完一道焊冷卻到50~100℃時進行下一道焊縫的焊接.

(a)側墻有限元模型 (b)側墻焊縫編號
圖5 頭車側墻焊縫編號及有限元模型
為了準確的反映出熱輸入對于焊接殘余應力的影響,減小裝卡條件帶來的影響,計算仿真時采用最小的三點約束.數值仿真結果如圖6所示:

(a)編號1-4

(b)編號為5-8
由于橫向殘余力產生的直接原因是由于焊縫冷卻時的橫向收縮,間接原因是焊縫的縱向收縮,側墻進行焊接時采取最小三點約束,呈自由狀態,邊緣處無約束,所以主要起因是縱向收縮造成的,所以值較小,本文將重點考察縱向焊接殘余應力.從圖6兩幅圖可以看出,側墻8條焊縫附近區域縱向殘余應力值較大,焊縫起弧和收弧部位縱向殘余應力表現為拉應力,且拉應力較小;焊縫中間區域縱向殘余應力分布均勻,表現為拉應力,且拉應力較大,數值變化很小.
由計算結果可見,側墻最大焊接殘余應力值較大,過大的焊接殘余應力將影響構件的使用性能.那么,在主要焊接工藝參數既定的情況下,根據企業以往加工經驗及查閱相關文獻可知,合理的安排焊接順序將會減小焊接殘余應力,因此對側墻8條焊縫設置另外兩種方案進行數值仿真,以研究焊接順序對焊接殘余應力的影響.
側墻各條焊縫不同的焊接順序會使殘余應力造成一定的差異,本文分別對側墻的三種焊接順序進行焊接殘余應力數值仿真.先依次焊接外側焊縫,再焊內側焊縫,為方案1;先依次焊接內側焊縫,再焊外側焊縫,為方案2;外側和內側焊縫同時焊接,為方案3(原方案),即:
方案1:W2—W4—W6—W8—W1—W3—W5—W7
方案2:
W1—W3—W5—W7—W2—W4—W6—W8
方案3:
(W1、W2)—(W3、W4)—(W5、W6)—(W7、W8)(原方案)
對三種焊接順序下所產生的殘余應力進行仿真計算,將每種焊接順序,每條焊縫上最大的縱向應力統計如表3所示.

表3 不同焊接順序時各條焊縫處的最大縱向應力 MPa
從表3可以看出方案3每條焊縫上最大的縱向殘余應力均小于其余兩方案每條焊縫上最大的縱向殘余應力.方案1各條焊縫中縱向殘余應力最大值134.4 MPa;方案2各條焊縫中縱向殘余應力的最大130.2 MPa,方案3各條焊縫中縱向殘余應力的最大值為126.4 MPa,三種方案中,序號為8的焊縫的最大殘余應力均比其它7條焊縫的最大殘余應力大.由上圖表可以看出側墻8條焊縫在焊接時,采用外側和內側焊縫同時焊接,可以使側墻產生最小的焊接殘余應力.
4 結論
(1)基于簡體Fortran語言,對SYSWELD熱源模式進行二次開發,獲得所需要的熱源,提高了仿真的精度和效率;
(2)實現了高速列車CRH380B側墻焊接殘余應力的數值仿真.鑒于焊后產生較大的殘余應力,提出采用改變焊接順序工藝方案,通過計算結果比較,合理的焊接順序可以有效降低焊接殘余應力,為企業實際生產中降低焊接殘余應力的方案選擇提供了依據.
[1]殷春喜,黃軍慶,熊震東,等.鋁及鋁合金TIG焊接特性[J].熱加工工藝,2011,40(1):136-139.
[2]劉志平,王金金,王立夫.CRH380B鋁合金高速動車組焊接技術[J].金屬加工,2011(2):89-92.
[3]茍國慶,于金鵬,張立民.鋁合金車體結構焊接殘余應力研究[J].電焊機,2011,41(11):35-38.
[4]賈奎,楊乾慧,馮偉剛.不同焊接工藝鋼結構焊接件的殘余應力分析[J].浙江建筑,2011,28(11):62-65.
[5] 武傳松.穿孔等離子弧焊接溫度場的有限元分析[D].山東:山東大學,2007.
[6]劉俊,陸皓,陳俊梅.Q345R焊接殘余應力的溫度-組織-應力禍合分析[C].第六屆全國焊接學術會議論文集,1990:209-212.
[7]北京機電研究所.GB 7704-87 X射線應力測定方法[S].北京:中國鐵道出版社,1987.
[8]傅利斌,楊鑫華,任瑞銘.構架環形多道焊變形仿真與焊序選優[J].焊接學報,2012,33(3):26-29.
[9]鄧德安,清島祥一.焊接順序對厚板焊接殘余應力分布的影響[J].焊接學報,2011,32(12):79-82.
Research of Welding Sequence Effects on Welding Residual Stress of High-Speed Train Sidewall
MA Siqun1,LIU Yehua1,HAN Qingkai2,YUAN Yongwen3,GU Lixiang4
(1.School of Traffic and Transportation Engineering,Dalian Jiaotong Universty,Dalian 116028,China; 2.School of Mechanical Engineering,Dalian University of Technology,Dalian 116024,China; 3.Jinan Railway Vehicles Equipment Co.,Ltd,Jinan 250000,China; 4.CSR Sifang Locomotive and Rolling Stock Company Ltd,Qingdao 266111,China)
According to the actual process and based on finite element software SYSWELD,finite element thermal elastic-plastic analysis method and Fortran language are used for the secondary development of welding heat source to obtain the required heat source,and verify the accuracy of heat source model by experiment.On this basis,the welding residual stress distribution of CRH380B high-speed trains sidewall and welding sequence effects on welding residual stress of high-speed train sidewall are analyzed.The obtained sidewall weld optimal solution provides the basis for enterprise scheme selection to reduce welding residual stress in actual production.
high-speed trains;sidewall;residual stress;heat source;welding sequence
1673-9590(2015)03-0068-05
2014-05-21
中國鐵道總公司科技研究開發計劃課題(2013J012-B);國家自然科學基金資助項目(51220001);大連市科技計劃資助項目(2011D11ZC093)
馬思群(1969-),男,副教授,博士,主要從事大型焊接構件焊接殘余應力預測、多學科優化設計、虛擬現實技術的研究E-mail:masiqun@djtu.edu.cn.
A
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24