球化劑及孕育工藝對球墨鑄鐵組織及低溫沖擊性能的影響
2015-04-23 04:23:44陳孝先周文軍納小明
金屬加工(熱加工) 2015年19期
關鍵詞:工藝
■ 陳孝先,周文軍,納小明
現代球墨鑄鐵自20世紀40年代研制成功以來,以其優異的綜合性能備受人們青睞。特別是高寒地區裝配的球墨鑄鐵件設備,都要求有一定的低溫韌性,以免低溫脆斷造成事故。尤其是最近幾年,我國新能源戰略把大力發展風力發電設為重點,而鑄件是風力發電設備的重要部件,都是要求很高的鐵素體基體球墨鑄鐵。風電鑄件運行環境惡劣,有的鑄件要求在–20℃甚至–40℃環境下服役20年。因此,除了常規性能指標外,還有低溫沖擊性能的要求。我公司結合歐洲標準,已成功為國內外多家風力發電企業生產出合格的球墨鑄鐵輪轂、底座和軸類零件。
1. 試驗方法
(1)工藝方案 鐵液采用感應電爐熔煉,球化工藝采用沖入法,具體的變質工藝見表1。
(2)合金的熔煉及試樣的制備 所用爐料主要為生鐵、廢鋼與回爐料,用增碳劑與75SiFe調整C、Si含量,應用表1中的工藝方案各澆注了28件鑄件,開箱后把附鑄試塊收集進行理化檢測。鐵液的化學成分控制見表2。
從70mm厚的U形附鑄試塊上制取抗拉、金相與V型缺口沖擊試樣,沖擊試樣在–20℃與–30℃的液氮中冷卻10min,然后在擺錘沖擊試驗機上進行沖擊試驗。
2. 試驗結果及分析
(1)金相結果及分析 在金相顯微鏡下觀察試樣的金相組織。通過對試樣的微觀結構進行比較、分析,發現工藝2、工藝3能顯著提高球化率,特別是工藝3石墨球的圓整度及球徑均勻性都有明顯的提高,如附圖所示。
通過分析各工藝的化學成分,發現工藝2的爐后wS為0.009%,工藝3的爐后wS為0.0085%,而工藝1的爐后wS為0.0069%。硫是一種反石墨化元素,屬于有害元素,鐵液中硫若與鎂反應,則導致球化衰退,因此我公司一直采用高純生鐵熔煉球墨鑄鐵。但通過生產實踐發現,硫的數量對球化效果影響很大,適當的硫含量可獲得石墨球數多、石墨球形好、碳化物減少、縮孔傾向減弱的鑄件。在爐前鐵液S含量相同的情況下,各工藝爐后鐵液S含量卻有這樣的差別,有可能是變質劑中帶入的S不同導致的。

表1 工藝方案

表2 主要成分(質量分數) (%)
各工藝的平均金相參數見表3。
從表3可知,工藝2、工藝3能顯著提高球化率,這是因為這兩個工藝采用的是含鎂量較低的稀土球化劑,相比較工藝1的硅鎂合金球化劑的優點是球化反應平穩,鎂的吸收率較高,另外6RE稀土球化劑所含的稀土元素也可以中和鐵液中的有害元素,因此球化率顯著提高。但工藝2、工藝3的石墨球數明顯減少。通過研究發現,兩個工藝孕育量加大,使鐵液在凝固期間向已有核心析出容易,長大速度快,使石墨球數相對減少,且工藝2、工藝3球化反應較工藝1的平穩,反應時攪拌力較小,致使石墨有充足的時間長大,改善了石墨球的圓整度。
(2)力學性能結果及分析 鑄件附鑄試塊的平均性能結果見表4。其中屈服強度與伸長率指標合格率達到100%,在此不做表述。
從表3中的數據可見,性能合格率略有降低,沖擊韌度大幅提高,一是因為工藝2、工藝3的球化反應較工藝1延后,能更大限度地發揮球化劑的作用,且工藝2、工藝3的孕育采用多層次孕育,特別是工藝3還在球化劑上面埋入325孕育劑,使孕育過程更接近于澆注,可最大限度地防止孕育衰退。二是因為鐵液終硅含量(質量分數)由工藝1的2.09%降到工藝2的2.02%,再到現在的1.90%,所以導致抗拉強度略有下降,沖擊韌度上升。
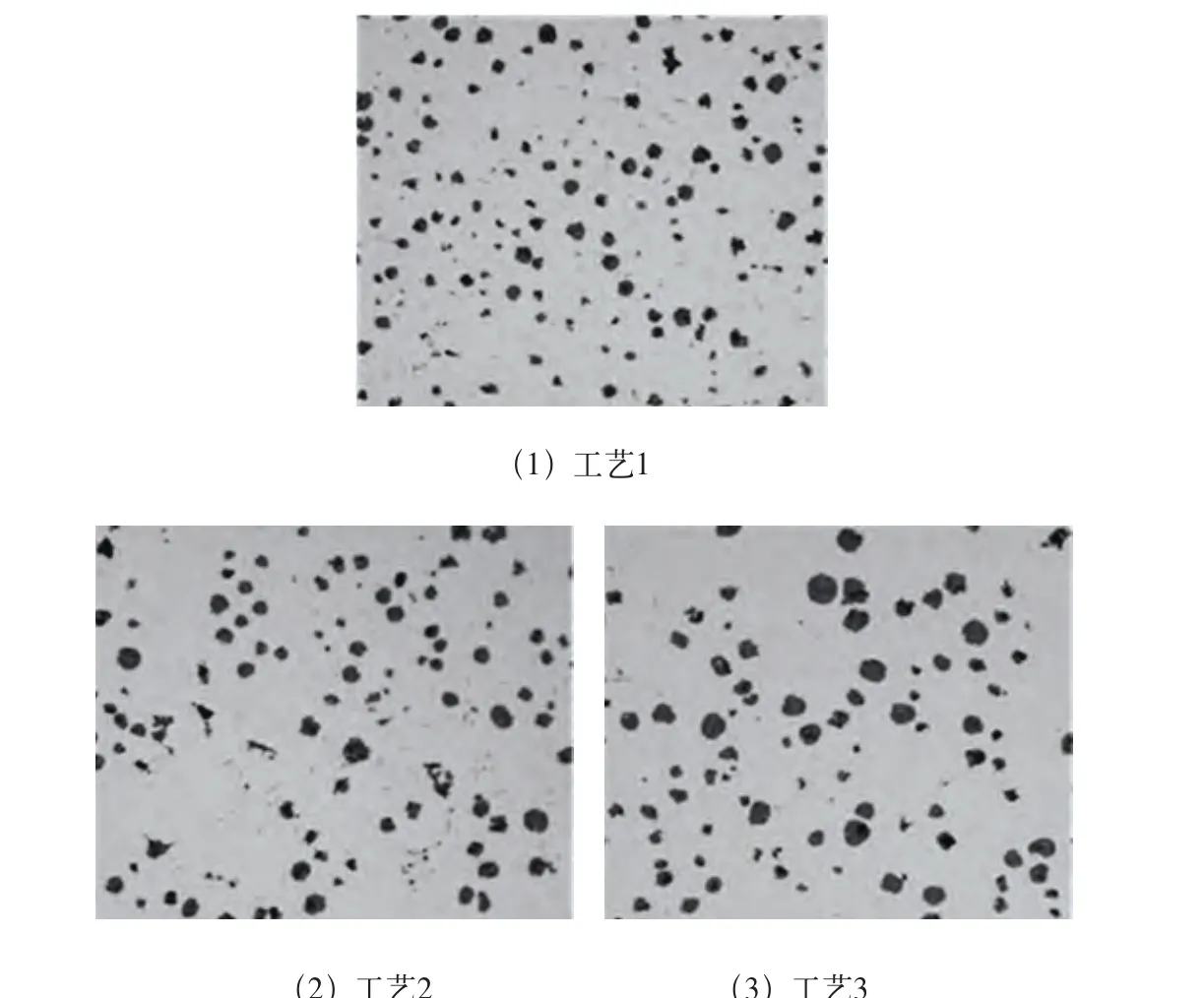
各工藝金相組織圖(×100)

表3 金相檢驗結果
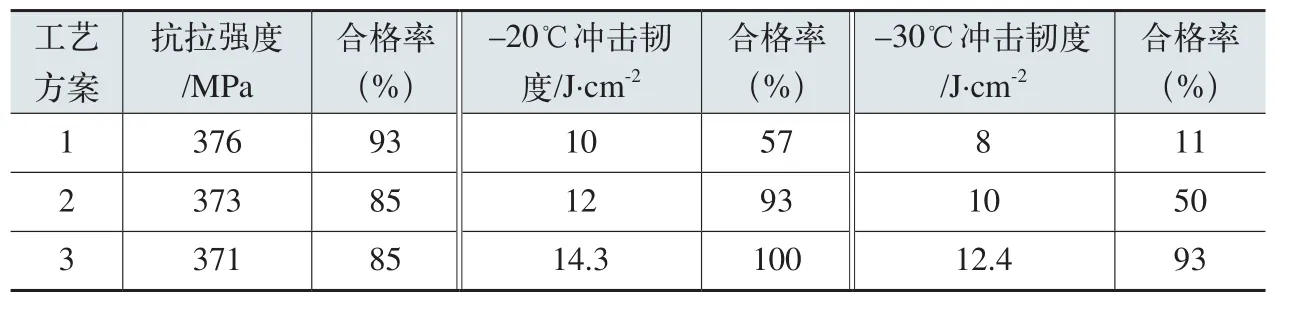
表4 力學性能檢測平均結果
3. 結語
(1)工藝3由于采用高品質的球化劑+多層次孕育工藝,因此能顯著提高球化率,保證抗低溫沖擊球墨鑄鐵的生產。
(2)工藝3的抗拉強度合格率較低,在后續生產中應該適當提高硅含量。
(3)工藝3的石墨球數較少,還應做必要的工藝改進,以增加石墨球數。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
