鑄件清理打磨全序列產品應用方案
2015-04-23 05:14:46天津中屹銘科技有限公司
金屬加工(熱加工) 2015年23期
天津中屹銘科技有限公司
眾所周知,中國是個鑄造業大國,其中鑄件的清理是鑄造生產中不可缺少的一道關鍵工序,但在生產過程中由于機械化和自動化的程度低,嚴重制約著中國的制造業發展,也是中國只能稱為鑄造業大國而非“鑄造業強國”的關鍵原因之一。
國外基于勞動力的缺乏和工業化的發達,借鑒機械加工設備的經驗開發出了一些鑄件清理設備,投入使用后取得了很好的效果,既提高了生產效率(基本上與快速的造型效率相匹配),又減輕了作業者的勞動強度,改善了作業環境,但設備價格十分昂貴,難以普及并廣泛應用。
基于這樣一個應用背景,我們在吸收國外先進經驗的基礎上,不斷從底層開發,推出了鑄件清理打磨全序列設備的解決方案,并在國內得到了有效推廣。包括數控磨削機床、機器人打磨設備、非標類設備、沖壓設備等,填補了行業空白,解決了鑄件打磨所產生的粉塵污染,使產品廢品率基本為零,鐵屑回收率近100%。完全達到了車間無污染、無工傷、無不良品的目的,在節能減排的大前提下,完全順應了我國現階段的發展需求。
原始處理方法及危害
鑄件后處理、清理工序,大多數企業還是以傳統的錘擊和普通砂輪機研磨方式為主。這種方式存在著工作效率低下,勞動強度大,作業環境惡劣,安全隱患嚴重,成品質量殘次不齊,以及由此帶來的人力資源緊張等諸多問題,難與造型及澆注的高效率相適應,嚴重影響了造型線的效率發揮。因此,如何提高鑄件清理工作效率,尤其是去除鑄件的澆冒口和飛邊毛刺工作的效率,是鑄造工作者一直在探索并迫在眉睫需要解決的問題。
自動化進程的瓶頸與解決方法
經過我們幾年來的調查研究,國內后處理打磨領域自動化進程推進的十分緩慢,總結下來有以下幾點原因:
(1)設備昂貴,運營費用高 問題的關鍵在于核心技術掌握在國外設備商手中,因此對國內用戶銷售時,會提高價格,有一種壟斷的態勢。
針對這一問題,我們的應對策略是必須從設備的基礎技術開發,尤其是耗材(金剛石砂輪)的開發。耗材是荒漠領域的靈魂,之前國外技術一直對國內保密,因此我們的技術路線初期規劃就是從耗材開始突破,同步進行設備的技術攻克。經過幾年的不懈努力,我們已經掌握了設備及耗材的核心技術,將設備逐步國產化,節約制造成本,提高設備性價比,有助于推進后處理打磨領域的自動化進程。
(2)單機設備主導市場,不能系統解決問題 目前市場多以進口單機設備為主,局限性大,需要客戶自助選擇,要用工件去適應設備,我們認為這是不合理的。
解決這一問題,我們的理念是:必須為用戶拿出全序列系統的解決方案。針對用戶的廠區、產品等特點,給出專業化的整體規劃,包括設備的選型、物流的構建、工序的銜接等,將資源合理利用,節省用戶選型、分析、規劃等的運行成本。
(3)生產應用 生產實際應用現狀是制約國內產品發展的最大障礙,很多制造商設備沒有經過用戶的實際生產,沒有現場使用,就沒有說服力。這些也是在我們技術開發初期就考慮到的,良好的用戶使用感受,是企業生存與發展的根基。
全序列產品解決方案
根據目前國內鑄造業發展現狀,結合我們自身的技術實力,提出一種全新的全序列產品解決方案。國外產品多為單機模式,需要廠家去適應設備,而且對產品的局限性很大。我們的全序列理念,就是要根據鑄造企業的特性,為其量身定做、組合搭配,達到最佳的生產效率、最少的人力參與、最小的資金投入,以及最大的產品兼容能力。
(1)多軸向數控磨削機床 如圖1所示,設備采用機床加工形式,穩定可靠、剛度好。設備各軸向運動采用數控伺服系統控制,位置運動及加工精度高。主軸砂輪由具有自主產權的工藝制成,加工安全性能大大提高。數控多軸向磨削機床屬于通用設備,根據不同的鑄件品種通過更換工裝夾具達到互換性。設備配備除塵裝置可以很好地改善生產加工環境。先進的磨削加工形式,避免了對工件的損害,免除了后加工的無損檢測環節。
(2)機器人打磨單元 如圖2所示,針對較為復雜孔、洞類工件或是較為大型的工件的打磨,推薦使用機器人打磨單元。機器人打磨單元主要由多關機機械臂配合高轉速主軸組成,機械臂以4~6關節為主,高速主軸配以金剛石砂輪片打磨,達到了最佳的靈活性。
此外,我們嘗試過采用機器人抓取鑄件的磨削方式,但這種工作方式局限性較大。考慮到機械臂的剛度,大工件不適宜采用機械臂抓取;小工件可以適用,但其效率遠沒有數控磨削機床高,且造價較高。因此只有在特定應用、特殊情況下,才會推薦使用機器人抓取工件打磨的方式,如圖3所示。

圖1 數控機床軸向示意

圖2 機器人打磨示意

圖3 機器人抓取工件磨削示意
(3)非標打磨設備 在使用設備解決了勞動強度大、作業環境惡劣、安全隱患嚴重、成品質量殘次不齊等問題后,設備產能及加工效率又成了用戶所關心的重點。作為通用性較強多軸向數控設備、機器人設備,不可能做到對任何鑄件都具備較高的清理效率,因此非標打磨設備便在這樣的前提下開發成功,我們根據用戶的特點,量身定制適合其產品線的設備,在針對某一領域內(如汽車制動領域),達到最大的兼容性。如針對特定材質和結構鑄件外緣澆冒口、毛刺、毛邊去除研發的沖壓剪緣機床(見圖4),針對汽車缸體、缸蓋等鑄件的規則平面清理,多在第一序采用四面磨削設備(見圖5),針對圓盤類鑄件規格多樣、批量大等特點,我們也拿出了具有針對性的解決方案(見圖6),以及對一些批量較大、曲線較復雜的鑄件,快速成形設備(見圖7)則是最佳選擇。
(4)常規打磨設備及耗材 常規砂輪機及砂輪片是鑄造廠后處理車間不可缺少的設備之一,其靈活性是任何設備無法比擬的,同時其弊端也很多:噪聲、粉塵、危險性強等,因此在使用常規打磨設備打磨鑄件時,我們建議使用金剛石砂輪片(見圖8)。
(5)自動化物流生產線及輔助設備 在全序列解決理念下,自動化物流生產線不可或缺。根據用戶的廠區狀況,結合產品的特點,利用有效的物流生產線(見圖9)將不同的設備排列組合,達到最佳生產狀況,達成節拍的同時節省人力。
結語
在將我國建設成為鑄造業強國的道路上,現代化生產手段及科技力量至關重要。清理打磨技術在與生產應用對接的過程中,應更多地針對行業現狀,從實用的角度出發,切實改善生產一線的作業環境,提高生產效率,以最小的資金投入為鑄造企業實現最大的產品工作效能,“全序列產品解決方案”理念也將得到最大化的體現。

圖4 沖壓剪緣設備
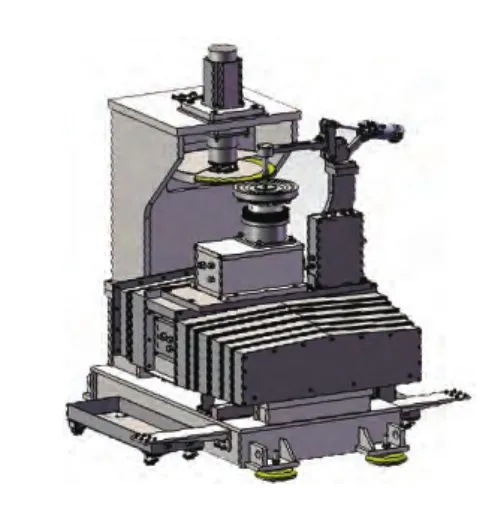
圖6 單機圓盤設備結構

圖5 四面磨削設備
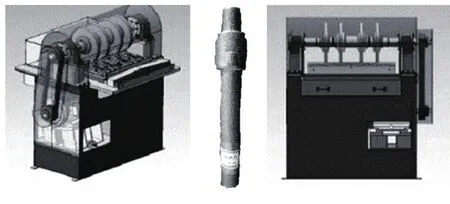
圖7 凸輪軸磨削設備

圖9 自動化物流傳輸線

圖8 金剛石砂輪片
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
時代英語·高二(2015年1期)2015-03-16 00:08:11
創業家(2015年5期)2015-02-27 07:53:25
中國衛生(2014年11期)2014-11-12 13:11:32
