K公司來料檢驗(IQC)的質量控制研究
2015-04-24 14:22:38左彥妨陳詩穎彭文利
科技視界 2015年30期
曹 鴿 左彥妨 向 雷 陳詩穎 彭文利
(嘉興學院機電工程學院,浙江 嘉興314001)
0 引言
來料質量控制是企業整個質量管理的源頭,也是質量控制體系中的關鍵環節。來料檢驗質量控制是對企業所有的外購物料和外協加工物料的質量進行把關的第一步,終端產品質量的高低很大程度上取決于來料質量水平的高低[1]。為確保不符合標準的產品不進入企業倉庫和生產線,來料質量控制就要嚴格把關,在最前端發現質量問題,減少后續工作所造成的質量問題和隱患。如果不能對來料質量把關或是把關不嚴,讓不合格物料流入倉庫和生產線,質量問題將會在后道的工序中成指數放大。因此,來料檢驗質量控制是企業保質保量的基礎,也是整個社會和市場發展的需要。
1 K公司來料檢驗質量控制現狀及存在的問題
1.1 K公司簡況
K公司主要從事電子元器件、光電子器件等產品的生產和銷售,核心業務集中于天花板(接線盒)系列、Ross系列、照明燈具(感應燈)系列和拖線板等四大系列產品。而IQC來料主要有五金件(如螺釘、螺桿、彈簧、鉚釘、端子、面板、銅帶等)、包材類(主要有外箱、彩盒、說明書、標貼、卡紙、塑料袋等)、電器元件、插線板原料(電玉粉、電木粉等)、沖壓件、扎帶、掛線等等所有的外購原材料、元器件、零件、組裝件、配套件。
1.2 來料檢驗部門組織結構的現狀及存在問題
1.2.1 部門組織結構的現狀
該部門有11名人員,其中品質部門的QE對IQC部門遞交的異常來料單進行裁決或復審,封樣的更新、作業指導書的確認也由QE負責,1個質檢主管,負責異常品的核準和整個部門的管理;2個質量技術員,負責一些技術上的檢測;8個檢驗員,負責來料的檢驗、檢驗結果日報表的填制與整理。關于檢驗物料的分配,10名檢驗人員每人負責一大類中的一種或幾種,并要根據供應商的種類負責原料的供應商。另外。其來料的流程是從供應商到倉庫,再到生產線。
1.2.2 部門組織結構存在的問題
(1)從最高管理層到最低層管理的層次結構過多。組織彈性較小并缺乏專業分工,結構過于縱向一體化、溝通成本高、人員配置不合理和運行效率低等。
(2)由于職位設計過于狹窄和員工職責分配不明確,會不可避免地給部門帶來負面影響。在出現來料質量問題時,有些員工之間甚至會相互推卸責任,最終影響來料檢驗的質量水平。
1.3 供應商來料質量控制的現狀及存在問題
1.3.1 供應商來料質量控制的現狀
對不合格供應商按其提供物料的特性進行分類。采購部負責開發原材料供應商;包裝部負責開發包裝材料供應商;采購部組織NPI和質量人員現場考查供應商,并組織三方評審,最終確定合格供應商。采購部根據物料要求尋找潛在的供應商,并發出“供應商調查表”,要求供應商提供公司基本信息,并根據比較結果,確定初步可合作的供應商和供應商的類別。對合格供應商進行年度績效評價,從質量、交期、售后服務三方面綜合評定。其中質量評定占總評分50%,交期評定占總評分40%,售后服務占總評分10%。
1.3.2 供應商來料質量控制存在的問題
(1)沒有一個統一的組織對供應商評價進行系統的管理,四大部門職責劃分太過明顯、獨立性太強,在供應商評價過程中不能形成良好的互補關系。
(2)對供應商質量分類的方法不足夠完善,其只是依據供應物料的重要性等級將供應商質量分為三類,劃分的標準過于簡單。
(3)沒有建立一個良好的供應商質量評價體系,缺乏合理性與科學性性,不易于對供應商質量進行評價,表現在供應商指標間過于繁瑣、重復出現和不明確。
(4)公司對供應商質量的評價不夠客觀與合理,評價方法很容易受主觀人為因素的影響,評價結果就缺乏一定的可靠性。
1.4 IQC抽樣檢驗的現狀及存在問題
1.4.1 IQC抽樣檢驗的現狀
K公司各部門及工序使用統一的抽樣檢驗標準,即GB2828.1-2003/ISO2859。GB2828.1指的是計數抽樣檢驗程序,統計抽樣的個數或缺陷的個數,或者將單位產品劃分為合格或不合格,或者僅計算單位產品中的不合格數的檢驗,目前該公司均以此作為檢驗抽樣依據。
另外,還實行計數調整型抽樣方案,即將抽樣分為正常、加嚴、和放寬的一組方案,并通過轉換規則將前三種方案聯系起來。三種方案的適用場合,正常方案:產品質量正常時;加嚴方案:當產品質量下降或過程不穩時,則采用加嚴方案,保護使用方的利益;放寬方案:當產品質量是一直穩定或比預期要求更好時,則可采用放寬方案,保護生產方利益。
1.4.2 IQC抽樣檢驗存在的問題
GB2828.1抽樣標準在使用時,檢驗員在實際的檢驗時就會面臨著一次抽樣檢驗、二次抽樣檢驗還是多次抽樣檢驗的選擇。一次抽樣檢驗對于生產方在心理上的影響較差,而且所需要的總檢驗費用較多,多次抽樣檢驗對批產品質量的估計準確性較差,且檢驗員以及設備的利用率較低。因此檢驗員要綜合的考慮各類因素,再決定采用何種抽樣檢驗方案。
1.5 IQC檢驗流程的現狀及存在問題
1.5.1 IQC檢驗流程的現狀
該公司IQC來料檢驗的檢驗流程如圖1所示。

圖1 來料檢驗的工藝流程圖
(1)物料經倉管員點收,核對物料的名稱、料號、規格和數量等相符后給予簽收,再交給品保部的IQC進行驗收。
(2)質檢員根據來料單在個人來料匯總表上進行匯總,每個人查找封樣、作業檢驗指導書、相應的監測儀器和設備,然后到倉庫待檢區對物料進行取樣檢驗。
(3)檢驗員一般應按照抽樣標準給予檢驗判定,但本部門大都隨意取樣,甚至每種物料僅僅取一個樣品進行檢驗。
(4)最后將檢驗的結果用書面的形式記錄在日報表上,一般在一天的檢驗任務全部結束后進行。
(5)抽取不合格品樣品交由品質主管審核裁定;品質主管核準不合格(拒收)物料,填寫物料異常報告單,交給質量工程師(QE)進行確認。
(6)由QE進行確認是該合格入庫,還是特采、線上挑選、IQC挑選,或者是嚴重不良品向供應商退貨,有些還可以進行報廢;將檢驗合格的來料單轉給倉庫進入產線。
(7)根據一天的檢驗對檢驗結果進行匯總,并分類寫出檢驗報表進行存檔。。
1.5.2 IQC檢驗流程存在的問題
(1)檢驗流程過于繁復、工藝流程單一、檢驗數據沒有得到使用與處理。對于生產急需的物料,沒經過檢驗直接流入產線,會導致生產線上產品質量問題。
(2)對于規模較大訂單來說,入倉前需檢驗的來料零件數量非常龐大,給來料匯總表、來料檢驗單、檢驗信息、質檢員以及來料檢驗報表等的有效檢驗記錄管理和查詢帶來了巨大障礙。
(3)對影響檢驗報告質量的各類因素(儀器、設備、環境設施、檢測技術、管理水平和人員素質等)沒有進行全面控制,沒有建立完整的來料檢驗體系和信息共享系統。
2 對來料檢驗(IQC)質量控制的改善方案
2.1 組織結構再造方案
將IQC的組織結構向網絡扁平化發展,將質量技術員與質檢員合并為質量技術員,質量技術員為核心崗位,負責來料的檢驗、記錄反饋,將檢驗的結果直接與質量主管反饋,每月又與質量主管對所有的質量異常數據進行交流,協助QE對來料的質量進行控制;質量主管每天向QE反饋質量異常;在檢驗的過程中,質量技術員又與供應商直接交流,與供應商反饋質量檢驗異常數據,提示其進行改進;質量技術員每天檢驗過后,向生產線現場進行考察,了解來料異常對生產線的在制品質量造成的影響,為來料檢驗提供直接的檢驗依據。
2.2 建立供應商來料質量評價與選擇體系
結合K公司的實際情況確定了供應商評價指標體系[2]如圖2所示。
在對各種需要做出決策的問題時,使用AHP方法,將復雜的目標問題逐步分解,這樣這個復雜的問題就會成為很多個組成元素,然后把特點不同的元素依據它們的類別進行分組,接著依據元素分組情況建立一個具有層次結構特點的評價模型。
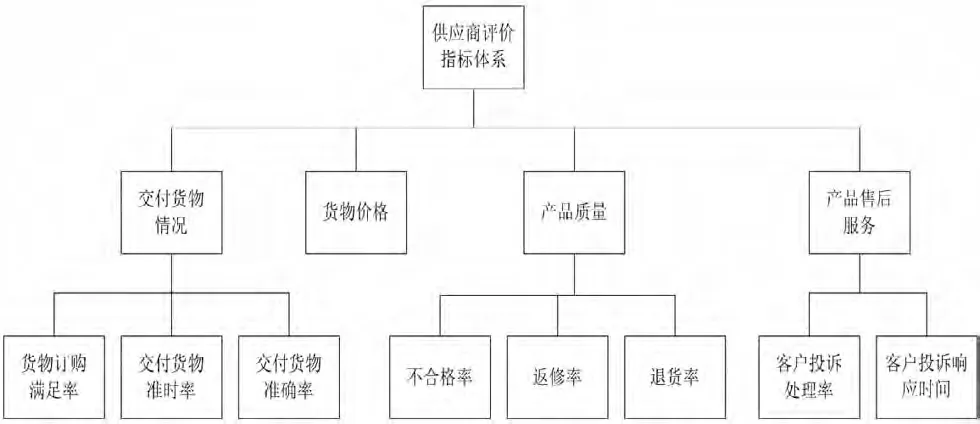
圖2 供應商評價指標體系
2.3 規范抽樣檢驗標準
從規范來料檢驗的抽樣方案出發,以國家標準GB/T2828.1《計數抽樣檢驗程序》為依據,根據原材料的質量情況,結合企業的實際需要,重新制定一套標準的抽樣計劃。將原材料的供應商分為合格供應商、免檢供應商、視同合格供應商及試用原材料的供應商幾大類[3],公司IQC部針對這幾類供應商提供的原材料及各種原材料不同指標的重要度分別設計對應的抽樣方案。
2.4 IQC質量控制信息化及檢驗流程的優化
對來料檢驗過程實行全面的電腦化管理[4],即來料匯總表、來料檢驗單、檢驗信息、來料檢驗報表以及異常反饋等利用電腦軟件管理和控制,提供檢驗質量信息的共享化水平。實現整個生產環節的信息資源的共享和檢驗結果的自動分析,為質量檢測人員的工作效率和管理工作質量的提高提供了專業而統一的信息平臺,為制造企業把好了第一道質量關,更為制造企業增強市場競爭力打下堅實的基礎。
3 結論
通過對K公司IQC部門的接收原料、組織結構、供應商來料質量控制、抽樣標準及檢驗流程等情況進行分析,提出IQC組織結構再造方案、建立供應商評價與選擇體系(使用模糊層次理論)、規范抽樣檢驗方案、IQC系統信息化、檢驗流程優化以及對人、機、料、法、環的控制,從而保證來料的質量。
[1]張根保,何楨,劉英,等.質量管理與可靠性[M].北京:中國科學技術出版社,2013.
[2]李冰冰.基于供應鏈的T公司供應商評價體系研究[D].天津:河北工業大學,2012.
[3]張桂治.原材料檢驗抽樣方案探討[J].海峽科技學,2009,10(12):43-45.
[4]田李平.論機械制造IQC質量電腦化管理[J].裝備制造,2009(12):114.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
中國質量與標準導報(2014年1期)2014-02-28 22:21:28