日本新瀉HN系列臥式加工中心立柱氣浮系統設計
2015-04-26 08:22:24陳輝何晴
機床與液壓 2015年10期
關鍵詞:系統
陳輝,何晴
(1.常州劉國鈞高等職業技術學校,江蘇常州 213025;2.常州航天創勝數控技術有限責任公司,江蘇常州 213025)
加工中心是用于加工箱體類零件的一種通用性很強的切削加工機床,它可以對箱體類零件進行平面銑削、曲面銑削、鉆孔、擴孔、攻絲、絞孔、鏜削加工,甚至可對工件進行形狀和位置公差測量[1]。國內20世紀從日本新瀉鐵工進口了較大數目的HN系列臥式加工中心[2],這些臥式加工中心因長期使用逐漸喪失加工精度,已不能滿足企業生產需求。考慮到成本問題,企業多選擇對該系列臥式加工中心進行維修和技術改造。
1 HN系列臥式加工中心結構
HN系列臥式加工中心是Z軸立柱進給結構,該臥式加工中心的結構圖如圖1所示[3]。HN系列臥式加工中心床身采用橫縱分體床身,呈T字形結構布置,床身為多點支撐。立柱安裝在縱床身上,并作前后移動為Z軸;主軸箱安裝在立柱上,并作上下移動為Y軸;工作臺安裝在橫床身上,并作左右移動為X軸。
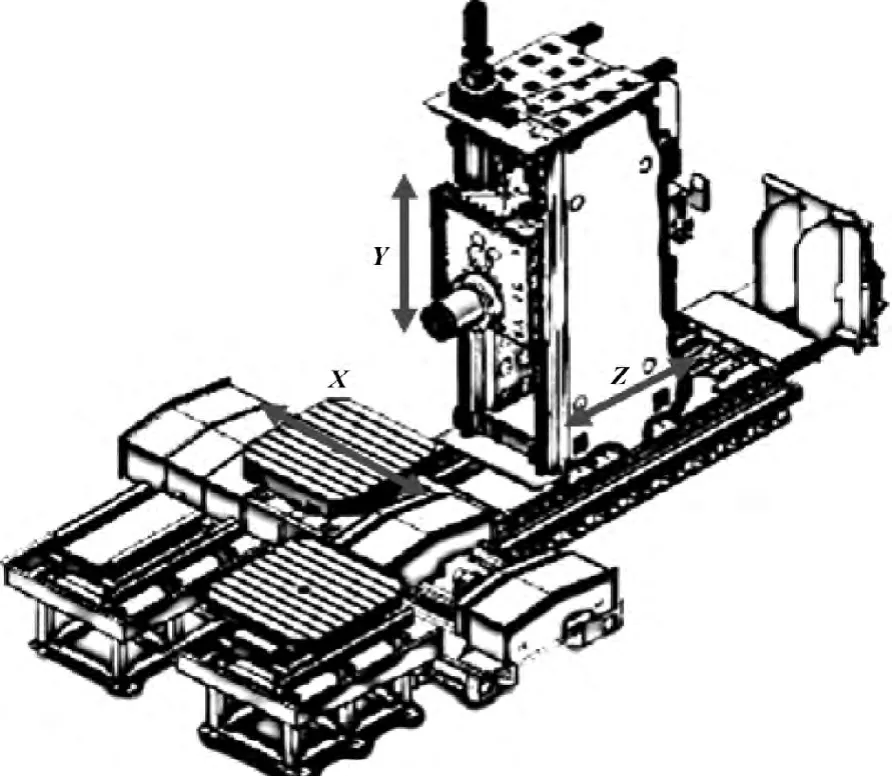
圖1 HN系列臥式加工中心結構圖
2 HN系列臥式加工中心立柱氣浮系統設計
HN系列臥式加工中心立柱采用滑動導軌,即俗稱的“硬軌”,滑動導軌采用矩形鑲鋼導軌和貼塑面相結合[4],抗振性好,剛度高,能承受重載及大功率切削,但因為立柱本身質量較大,在工作過程中移動頻繁,安裝在立柱上的主軸箱加工中受力復雜,立柱前重后輕,使得滑動導軌面極易出現不均勻磨損,最終導致加工精度喪失,造成損失。
在維修和改造時,考慮在HN系列臥式加工中心立柱上增加氣浮系統,改善其整體受力較大、前后受力不均的情況,避免因主軸中心線與Z軸不平行與Y軸不垂直而產生的加工精度、同心度嚴重超差影響產品加工精度的問題[5]。
2.1 立柱氣浮孔結構設計
HN系列臥式加工中心立柱氣浮系統是在立柱與導軌接觸的貼塑面上開氣槽,貼塑背面通氣孔,為了方便調節壓力大小,保持立柱運動平衡,每個通氣孔都配有節流閥調節流量,實現壓力調節。在導軌面上開氣孔主要是為了使立柱在工作中保持平衡狀態,避免前重后輕影響加工精度,因此在導軌面前端開設兩個氣浮孔,在后端開設一個氣浮孔,氣孔直徑為5 mm,槽寬為4 mm,如圖2所示,氣孔和氣槽截面圖如圖3所示。
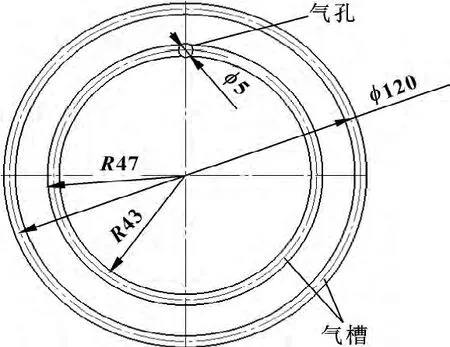
圖2 臥式加工中心立柱導軌后端氣浮孔結構

圖3 氣孔氣槽截面圖
2.2 立柱氣浮氣動系統
考慮到立柱受力不均、前重后輕的問題,在立柱導軌面前端開設兩個氣孔,后端開設一個氣孔。前端兩個氣孔共用一個調壓裝置和節流裝置,后端一個氣孔配一個調壓裝置和節流裝置。氣動系統如圖4所示。
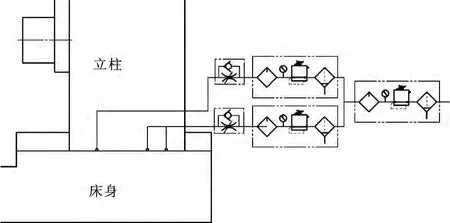
圖4 臥式加工中心立柱氣浮氣動系統
通過分別調節兩路氣浮管路減壓閥,使立柱4個角起浮量基本相等,立柱保持平衡,克服不均勻載荷影響,避免因不均勻載荷造成的立柱前傾加工產品不同軸的問題。
經過現場多次檢測,發現一般情況下,若通入氣體壓力為0.6 MPa,調節前端壓力表指示為0.4 MPa、調節后端壓力表指示為0.2 MPa時,立柱保持平衡狀態,能避免“后翹”問題出現。
根據現場檢測的壓力值,運用帕斯卡定律,可以計算出立柱前后端的浮起力值分別為:
前端氣浮總壓力:

后端氣浮壓力:

3 小結
臥式加工中心立柱氣浮系統可以有效避免立柱因自身重力和主軸箱重力不均引起的前重后輕、進而導致導軌貼塑面磨損不均的問題,使立柱在加工中保持平衡狀態,提高Z軸移動動態響應特性,延長導軌貼塑的使用壽命。
[1]李彬,吳成軍.臥式加工中心部件的結構分析及輕量化設計[J].精密制造與自動化,2011(1):29-31.
[2]董志成.HN63C日本臥式加工中心大修與改造[J].汽車實用技術,2010(6):47-51.
[3]李永軍.淺析臥式加工中心典型結構布局[J].機械工程師,2012(3):171-172.
[4]薄秀如.臥式加工中心某些結構和精度的介紹[J].機械制造,1997(8):6-8.
[5]劉江,賴立新.牧野MC臥式加工中心系列的維修與改進[J].金屬加工,2012(24):76-77.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
