掘進(jìn)機(jī)后支撐腿鏜孔專用夾具設(shè)計(jì)
2015-04-26 08:23:40王成軍劉瓊韓董董蔣遠(yuǎn)遠(yuǎn)李龍榮莉
機(jī)床與液壓 2015年2期
關(guān)鍵詞:設(shè)計(jì)
王成軍,劉瓊,韓董董,蔣遠(yuǎn)遠(yuǎn),李龍,榮莉
(安徽理工大學(xué)機(jī)械工程學(xué)院,安徽淮南 232001)
掘進(jìn)機(jī)后支撐腿是掘進(jìn)機(jī)上的重要零部件,它對(duì)防止掘進(jìn)機(jī)上履帶的接地比壓偏移和機(jī)體橫向滑動(dòng)、增加掘進(jìn)機(jī)的接地長度和提高整機(jī)穩(wěn)定性起著至關(guān)重要的作用[1-3]。后支撐腿兩端的連接孔尺寸較大,其尺寸公差和形位公差的要求都比較高,需在鏜床上加工完成。同時(shí),由于掘進(jìn)機(jī)后支撐腿結(jié)構(gòu)形狀的特殊性,其連接孔在鏜孔時(shí)定位基準(zhǔn)難以確定,且在鏜床上定位困難。傳統(tǒng)加工工藝中,需先在工件上焊接4個(gè)臨時(shí)基準(zhǔn),待鏜孔加工完成后再去除臨時(shí)基準(zhǔn)。這種工藝方法不僅費(fèi)時(shí)費(fèi)力,而且定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)不重合,降低了加工精度,加工時(shí)找正與調(diào)節(jié)不便,質(zhì)量難以控制,生產(chǎn)效率低[4]。為此,通過對(duì)掘進(jìn)機(jī)后支撐腿兩端連接孔進(jìn)行鏜孔工藝分析,設(shè)計(jì)鏜孔加工專用夾具,有效地解決了上述問題。
1 兩端連接孔鏜孔工藝分析
掘進(jìn)機(jī)后支撐腿的結(jié)構(gòu)如圖1所示。根據(jù)加工工藝要求,鏜孔安排在鉆孔去毛刺后。保證左端兩孔孔徑尺寸為φ120+0.0540mm,兩孔同軸度φ0.04 mm,表面粗糙度Ra3.2μm。右端孔徑φ140+0.0630mm,與左端孔軸心的平行度為0.08 mm,表面粗糙度3.2μm。鏜孔時(shí)先加工左端,后加工右端孔。

圖1 掘進(jìn)機(jī)后支撐腿的結(jié)構(gòu)圖
2 夾具的設(shè)計(jì)
2.1 工件的定位與夾緊
工件兩端孔的設(shè)計(jì)基準(zhǔn)都是平面,平面各向尺寸均較大,易于定位,根據(jù)基準(zhǔn)重合原則,所以設(shè)計(jì)基準(zhǔn)可以作為定位基準(zhǔn)。由于定位基準(zhǔn)為平面,則采用六點(diǎn)定位原理定位[5]。使用支承板組成一個(gè)平面定位消除3個(gè)自由度,側(cè)面使用兩個(gè)球頭支承釘定位限制兩個(gè)自由度,尾部使用一個(gè)球頭支承釘定位限制一個(gè)自由度。工件斜平面的尺寸較大,為了定位的可靠性,有必要增加斜面輔助支承。因?yàn)楣ぜ灼矫婧托逼矫嫔嫌信_(tái)階,夾緊裝置可設(shè)計(jì)為壓板加緊裝置。斜面輔助支承上用輔助夾緊裝置[5-7]。
2.2 夾具的結(jié)構(gòu)設(shè)計(jì)
后支撐腿鏜孔專用夾具的結(jié)構(gòu)如圖2所示,主要包括夾具體1、平面支承夾緊裝置2、斜面支承夾緊裝置3、側(cè)面定位裝置4和尾部定位裝置5。
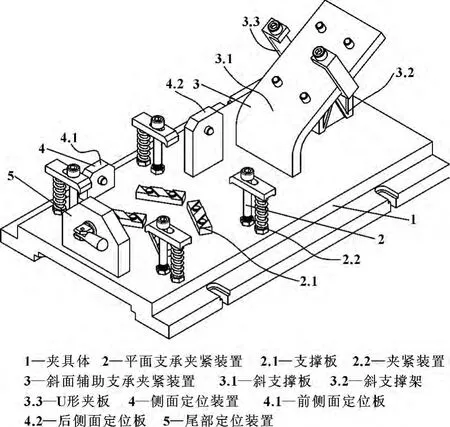
圖2 夾具體結(jié)構(gòu)示意圖
夾具體1設(shè)計(jì)。夾具體是夾具的基本骨架,在夾具體上設(shè)有4個(gè)U型缺口,能夠方便可靠地用T形螺栓將夾具體安裝在鏜床的工作臺(tái)上。由于工件的尺寸較大,為節(jié)省材料及增加強(qiáng)度,在夾具體的底板面設(shè)有加強(qiáng)筋。
平面支承夾緊裝置2設(shè)計(jì)。由于工件底面焊有4塊帶有防滑凸起的八字形防滑塊,防滑塊尺寸精度在焊接時(shí)難以保證,而防滑塊的地面為非平面,若防滑塊直接放在條形支承板上,會(huì)導(dǎo)致工件的定位精度低,且不滿足基準(zhǔn)重合原則,所以設(shè)計(jì)了由4塊條形支承板2.1分兩組呈八字形布置在夾具體上作為定位平面,用螺釘安裝在夾具體上。平面夾緊裝置2.2包括壓緊螺釘、螺母、定位銷、彈簧和壓板,4個(gè)平面夾緊裝置分兩組布置在夾具體兩側(cè)。
斜面輔助支承夾緊裝置3設(shè)計(jì)。斜面輔助支承夾緊裝置3由斜支撐板3.1、斜支承架3.2、U形夾板3.3組成。工字型斜支承架3.2焊在夾具體1上且與支撐板3.1固連,U型夾板3.3與斜支撐板3.1固連。由于輔助支承不起定位作用,所以工件斜面不能直接放在斜支承板上。因此,在斜支承板上設(shè)計(jì)了4個(gè)可調(diào)球頭支承釘用于支承工件。U形夾板3.3作為輔助夾緊裝置保證了夾緊的方便可靠。
側(cè)面定位裝置4和尾部定位裝置5設(shè)計(jì)。如圖2所示的側(cè)面定位裝置由前側(cè)面定位板4.1、后側(cè)面定位板4.2組成,為了工件安裝調(diào)節(jié)方便,在定位板上設(shè)有可調(diào)球頭定位螺釘。尾部定位裝置5由尾立板、尾部可調(diào)球頭定位螺釘和手柄組成。
3 夾具的使用
使用時(shí),先將夾具置于鏜床工作臺(tái)上,根據(jù)待加工的掘進(jìn)機(jī)后支撐腿的實(shí)際規(guī)格和尺寸,初步依次調(diào)節(jié)斜支承板3.1、前側(cè)面定位板4.1、后側(cè)面定位板4.2、尾部定位裝置5上的可調(diào)球頭螺釘?shù)男M(jìn)尺寸,再調(diào)節(jié)好平面夾緊裝置2.2的壓緊螺釘和定位銷;然后,將待加工掘進(jìn)機(jī)后支撐腿置于夾具上,再依次微調(diào)上述可調(diào)球頭螺釘使之與待加工工件對(duì)應(yīng)位置接觸,依次擰緊平面壓緊裝置2.2和U形夾板3.3上的壓緊螺釘;最后,再移動(dòng)夾具,對(duì)待加工的掘進(jìn)機(jī)后支撐腿加工前找正,位置找正后,用螺栓將夾具體1固定在鏜床工作臺(tái)上。后續(xù)同規(guī)格的后支撐腿在裝夾時(shí),無需對(duì)夾具重新調(diào)整,也不用找正。若因毛坯制造或前道工序加工造成較大尺寸誤差,可微調(diào)可調(diào)球頭螺釘對(duì)工件定位。
4 結(jié)束語
設(shè)計(jì)的掘進(jìn)機(jī)后支撐腿鏜孔專用夾具解決了掘進(jìn)機(jī)支撐腿兩端連接孔在鏜孔加工時(shí)定位基準(zhǔn)確定和找正困難等問題,它結(jié)構(gòu)簡單,定位精度高,節(jié)省工時(shí),操作方便。在生產(chǎn)中,該專用夾具應(yīng)用于掘進(jìn)機(jī)后支撐腿鏜孔加工工序中,可使平均工時(shí)節(jié)約一半,大大提高了加工效率,且該工序的廢品率下降了90%,取得了顯著的效果。
[1]趙麗娟,孫曉娜,劉旭南,等.掘進(jìn)機(jī)后支撐腿的力學(xué)特性分析及結(jié)構(gòu)優(yōu)化設(shè)計(jì)[J].現(xiàn)代制造工程,2012(9):13-17.
[2]吳宏剛,毛君.基于Pro/E的懸臂式掘進(jìn)機(jī)后支撐的虛擬裝配設(shè)計(jì)[J].煤礦機(jī)械,2008,29(11):178-180.
[3]徐晉勇,劉文彥.EBJ-160型掘進(jìn)機(jī)裝運(yùn)部結(jié)構(gòu)改進(jìn)探討[J].煤礦機(jī)械,1999(2):10-12.
[4]王成軍,謝淮北,師平,等.掘進(jìn)機(jī)支撐腿鏜孔專用夾具:中國,201210287167.1[P].2012-11-07.
[5]薛源順.機(jī)床夾具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,1997.
[6]陳慧.V型發(fā)動(dòng)機(jī)氣門挺桿孔加工組合機(jī)床設(shè)計(jì)[J].機(jī)床與液壓,2012,40(8):17-19.
[7]房玉勝.回轉(zhuǎn)體零件上橫向雙孔鉆模設(shè)計(jì)[J].機(jī)床與液壓,2013,41(2):68-69.
[8]王成軍,沈豫浙.應(yīng)用創(chuàng)造學(xué)[M].北京:北京大學(xué)出版社,2010.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04