核電大汽缸復(fù)合角度深孔加工工藝研究與應(yīng)用
2015-04-27 02:46:22盧萬強(qiáng)羅忠良向前波傅駿
機(jī)床與液壓 2015年16期
盧萬強(qiáng),羅忠良,向前波,傅駿
(1.四川工程職業(yè)技術(shù)學(xué)院,四川德陽618000;2.四川省裝備制造業(yè)產(chǎn)業(yè)集群技術(shù)創(chuàng)新中心,四川德陽618000;3.中國第二重型機(jī)械集團(tuán)公司,四川德陽618000)
汽缸是汽輪機(jī)中質(zhì)量最大、形狀最復(fù)雜的零件,并且長時(shí)間處在高溫高壓的工作環(huán)境下,其作用是將蒸汽與大氣隔絕,形成蒸汽能量轉(zhuǎn)換的封閉空間。
圖1 所示汽缸體是某核電機(jī)組常規(guī)島汽輪機(jī)高中壓外缸,其下半缸呈殼體狀,由中分面、內(nèi)腔、瓦口、背部煙道、斜深孔、凸臺等幾何形狀構(gòu)成、外形尺寸為5 115 mm×4 940 mm×2 415 mm,工件單件質(zhì)量74 300 kg。該缸體兩端瓦口外端面對稱分布有8個(gè)φ200 mm×1 327 mm、φ200 mm×1 512 mm 的復(fù)合角度的斜深孔,與對應(yīng)的瓦口槽相貫通,如何在φ200 mm 鏜床上加工這8 個(gè)斜深孔,是該零件的加工難點(diǎn)。
圖1 汽缸結(jié)構(gòu)及外形尺寸
1 復(fù)合角度斜深孔加工難點(diǎn)
(1) 該汽缸外形尺寸超出了φ200 mm 鏜床回轉(zhuǎn)工作臺(4 200 mm×4 500 mm) 尺寸,因此無法利用工作臺旋轉(zhuǎn)工件獲得正確角度位置;
(2) 斜深孔與汽缸中分面成20°夾角,與汽缸瓦口端面成5°夾角,屬于典型的復(fù)合角度孔,確定斜深孔的空間定位尺寸比較困難;
(3) 斜深孔的長度L 與孔徑d 之比L/d≈7 ~8,屬于深孔加工,剛性、強(qiáng)度、效率和質(zhì)量的最優(yōu)匹配是關(guān)鍵;
(4) 斜深孔均為復(fù)雜的空間斜孔,圖紙要求孔加工后必須正確地與對應(yīng)的瓦口槽相貫通(斜深孔的剖視圖見圖2) ,如果角度稍有偏差,就可能將側(cè)壁鉆穿,造成無法挽救的質(zhì)量事故,因此加工前必須準(zhǔn)確確定孔端面起始點(diǎn)的空間位置。
圖2 汽缸斜深孔尺寸示意圖
2 加工策略優(yōu)化
2.1 加工方式的比較
(1) 采用傳統(tǒng)的方法。先用φ55 mm 高速鋼麻花鉆鉆孔,然后再逐步擴(kuò)孔,每次擴(kuò)孔不超過15 mm,最后選擇合適的精加工方式。這種加工方法切削效率低,加工周期長,勞動(dòng)強(qiáng)度大。
(2) 采用扁鉆加工方法,能較大限度地提高加工效率,但受扁鉆整體式結(jié)構(gòu)的限制,其工作前角為負(fù)前角,鉆削的軸向力和扭矩較大; 而且扁鉆的導(dǎo)向主要依賴于扁鉆夾頭上的定位導(dǎo)向鍵(后導(dǎo)結(jié)構(gòu)) ,導(dǎo)向不穩(wěn),容易鉆偏,影響加工質(zhì)量。
(3) 復(fù)合鉆加工方法。這種加工方法的加工效率較高,但加工過程中可能會(huì)因鑄造缺陷造成中途換刀,再次對刀時(shí)刀具無法恢復(fù)到原來的中心位置。
(4) BTA 鉆孔加工方法。刀具價(jià)格高,仍然需要鉆、擴(kuò)、鏜,且斷屑和排屑困難,粗糙度無法達(dá)到圖紙技術(shù)要求。
(5) 美國AMEC 鏟鉆加工方法。該方法技術(shù)成熟,切削效率高,可獲得良好的表面粗糙度和加工精度。
經(jīng)過反復(fù)比較,最終選擇了美國AMEC 鏟鉆加工技術(shù),設(shè)計(jì)并制造專用裝卡工裝,以完成該核電大汽缸8 個(gè)斜深孔的加工。
2.2 AMEC 鏟鉆的技術(shù)特點(diǎn)
AMEC 鏟鉆由美國專業(yè)制造商生產(chǎn),其T-A 系列可提供粉末高速鋼、含鈷高速鋼和硬質(zhì)合金等多種材質(zhì)機(jī)夾鏟鉆,并有多種涂層,能有效解決各種材料的鉆孔問題。AMEC 鏟鉆由鉆桿、鉆片及高壓冷卻系統(tǒng)組成。鏟鉆柄部可以夾持在機(jī)床主軸上,鉆片通過導(dǎo)引孔進(jìn)入工件表面,冷卻液通過鉆桿中間的通道到達(dá)切削部位,并將切屑通過排屑槽帶出工件加工孔,同時(shí)對鉆刃進(jìn)行冷卻和潤滑,從而獲得良好的加工表面和加工質(zhì)量。針對φ200 mm 直徑的深孔,制作非標(biāo)的鉆桿(見圖3) 、鉆片 (見圖4) 。鉆桿采用合金鋼材并經(jīng)熱處理制成,刀身有V 型槽,以便排屑,刀身有足夠的強(qiáng)度以便在較小的扭轉(zhuǎn)變形下提供切削所需的扭矩。鉆片是整個(gè)鏟鉆的關(guān)鍵部分,其獨(dú)特的結(jié)構(gòu)保證了完成切削加工的同時(shí)還起到自導(dǎo)向的作用,可以通過一次貫穿鉆削得到一個(gè)高精度的深孔。

圖3 鏟鉆鉆桿
圖4 鏟鉆鉆片
2.3 設(shè)計(jì)專用工裝
由于該核電大汽缸的8 個(gè)斜深孔是與汽缸中分面有20°夾角,與瓦口端面有5°夾角的空間復(fù)合角度(如圖5) ,通過技術(shù)分析,同時(shí)結(jié)合車間現(xiàn)場條件,選擇了自制專用裝夾工裝(如圖6) ,保證孔中心線與機(jī)床主軸(鉆桿) 中心處于一條直線上。
圖5 汽缸空間復(fù)合角度斜深孔
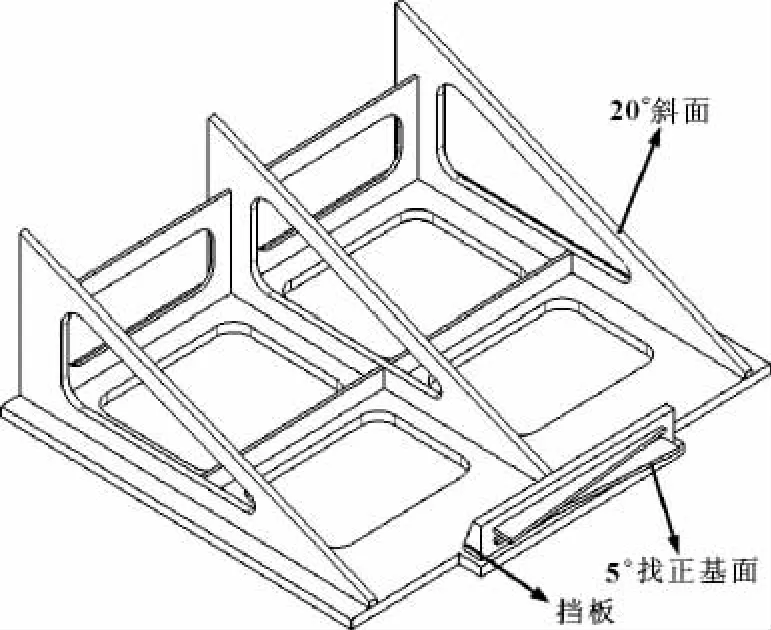
圖6 裝卡、找正的專用工裝
該工裝具有以下特點(diǎn):
(1) 具有足夠的強(qiáng)度和剛性,可保證質(zhì)量74 300 kg 工件裝卡穩(wěn)固,且在進(jìn)行深孔鉆削時(shí)不會(huì)因巨大的切削力而產(chǎn)生較大的振動(dòng),影響加工精度。
(2) 工裝主體設(shè)計(jì)為20°斜面,可使汽缸孔中心與主軸中心平齊; 工裝設(shè)計(jì)有5°定位面,可按兩個(gè)5°找正塊打百分表快速、準(zhǔn)確找正2-φ200 mm 孔中心,大幅度降低操作人員勞動(dòng)強(qiáng)度,節(jié)省裝卡、找正等輔助時(shí)間。
2.4 改進(jìn)冷卻系統(tǒng)
良好的高壓冷卻潤滑系統(tǒng),可一次連續(xù)走刀完成一定深度的高精度和低表面粗糙度的孔加工,是深孔鉆加工技術(shù)關(guān)鍵之一。針對該氣缸斜深孔的加工特點(diǎn),對車間現(xiàn)有潤滑系統(tǒng)進(jìn)行改進(jìn),采用11 kW 的三相異步電動(dòng)機(jī)帶動(dòng)6 kW 的齒輪泵,并設(shè)計(jì)制作了三通接頭、過渡接頭,增加了聯(lián)軸器、壓力表、截止閥、密封墊等相關(guān)零件,同時(shí)根據(jù)新電機(jī)的中心高重新設(shè)計(jì)制作了底盤(見圖7) 。實(shí)際切削試驗(yàn)證明:新的冷卻系統(tǒng)具有流量大、流量可調(diào)、電機(jī)運(yùn)行平穩(wěn)等優(yōu)點(diǎn)。

圖7 自主改進(jìn)的冷卻系統(tǒng)
3 核電大汽缸斜深孔加工過程
3.1 孔端面中心點(diǎn)空間位置的計(jì)算
由于斜深孔在空間呈20°、5°復(fù)合角度,因此鉆孔前必須確定孔端面位置以及孔中心點(diǎn)距汽缸加工基準(zhǔn)的位置,計(jì)算方法如下(見圖8) :
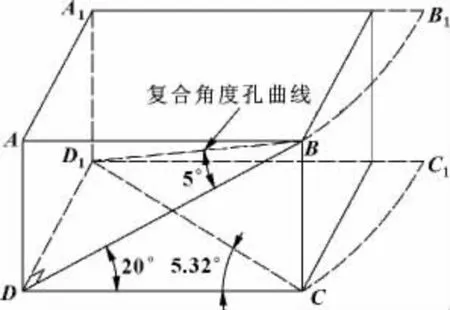
圖8 斜深孔空間尺寸計(jì)算
DB=1 930
DD1=293.85-125 =168.85
BC=DB×sin20° =660.1
復(fù)合角度孔軸線長度

3.2 工件裝卡、找正及孔加工
找正并固定工裝,將工件置于工裝上,工件外側(cè)基面貼緊工裝定位基面,固定工件,每次裝卡,使一側(cè)4 個(gè)20°斜孔中心線平行于工作臺和機(jī)床主軸(見圖9) 。

圖9 汽缸體在φ200 mm 鏜床上裝卡
通過切削參數(shù)的合理選擇與調(diào)整,最終在φ200 mm 鏜床順利完成了8 個(gè)φ200 mm 斜深孔的加工(圖10) ,加工時(shí)切削平穩(wěn),排屑順利,獲得了很好的表面粗糙度和加工精度。

圖10 斜深孔加工
4 加工效果
(1) 加工質(zhì)量好。8 個(gè)φ200 mm 斜深孔的尺寸精度、表面粗糙度及形位公差完全符合圖紙技術(shù)要求。
(2) 加工效率高。鉆一個(gè)孔時(shí)間不大于3 h,較常規(guī)加工方法提高效率8 ~10 倍。
(3) 加工可靠性高。切削加工過程輕快、平穩(wěn),冷卻充分。
(4) 切削過程中,隨著孔深的增加,切削液流量應(yīng)逐漸加大,保證排屑狀況良好,鐵屑呈銀白色,為半環(huán)形狀或C 形屑(見圖11) ,說明刀具幾何形狀、切削用量及潤滑條件都處于比較理想的狀態(tài)。

圖11 鏟鉆加工鐵屑
5 結(jié)束語
運(yùn)用自制專用工裝與先進(jìn)的鏟鉆技術(shù)相結(jié)合,成功完成了核電大汽缸復(fù)合角度深孔的加工,加工過程安全平穩(wěn),加工效率也很高,從根本上解決了核電大汽缸復(fù)合角度深孔的技術(shù)難題。
[1]王峻.現(xiàn)代深孔加工技術(shù)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2005.
[2]郭遜.重型機(jī)械制造、裝備、工裝設(shè)計(jì)新技術(shù)新工藝與技術(shù)測量及相關(guān)標(biāo)準(zhǔn)規(guī)范適用手冊[M].黑龍江:黑龍江文化電子音像出版社,2006.
[3]呂亞臣.重型機(jī)械工藝手冊[M].哈爾濱: 哈爾濱出版社,1998.
