基于自動化控制的電子產品表面貼裝用回流焊機溫度控制系統
2015-04-28 06:48:21張維威胡躍明
電焊機 2015年10期
張維威,胡躍明
(1.廣東技術師范學院,廣東 廣州510665;2.華南理工大學,廣東 廣州510641)
基于自動化控制的電子產品表面貼裝用回流焊機溫度控制系統
張維威1,2,胡躍明2
(1.廣東技術師范學院,廣東 廣州510665;2.華南理工大學,廣東 廣州510641)
基于模糊自整定PID,設計了一套表面貼裝用回流焊機溫度控制系統。通過VB工程和現場控制器間的數據通信,讀取現場溫度,進行PID參數自整定,通過上位機把整定參數傳給現場控制器,驅動SSR,達到控制溫度的目的。經驗證,該設計方法得到的實測溫度曲線與理想溫度曲線十分接近,可以證明所設計的控制系統具有恒溫特性好、靈敏度高的優點。
模糊自整定;理想溫度曲線;回流焊
0 前言
表面貼裝技術(SMT)是目前電子組裝行業中十分流行的一種技術和工藝,它具有組裝密度高、電子產品體積小、表面貼裝元器件質量輕等優點[1]。SMT回流焊機是伴隨微型化電子產品的出現而發展起來的一種焊接設備,主要應用于各類表面組裝元器件的焊接[2]。在表面貼裝工藝的回流焊接過程中,傳送系統帶動貼裝好元器件的電路板通過SMT回流焊設備的各個溫度區域進行加熱,使得焊錫膏經過干燥、預熱、熔化、潤濕、冷卻,將元器件焊接到焊盤上[3]。SMT的回流焊機的核心環節就是利用外部熱源加熱,使焊料熔化而再次流動浸潤,完成電路板的焊接過程。然而在焊接過程中,SMT回流焊機的各個溫區并不是絕對獨立的,焊錫膏對每個溫度區的溫度要求又不一樣,每一個溫度區因干擾引起的變化會立刻影響到其他溫區,這對焊接質量的影響很大[4]。為此本研究基于模糊自整定PID,設計了一套表面貼裝用回流焊機溫度控制系統,對于優化表面貼裝工藝具有十分重要的意義。
1 表面貼裝回流電焊機控溫系統需實現的效果
以8溫區表面貼裝回流電焊機為例,其溫區結構如圖1所示,有16個加溫區,上下對應的加溫區為一組,共有8組。8溫區按功能來說又分為預熱區、保溫區、回流區、冷卻區各2個,普遍來說各區的溫控精度和三點溫差都在-1℃~1℃范圍內,正常功率設置在12~16 kW以下。將PCB板(已貼好元件)以相同的速度穿過爐腔,回流焊接過程:首先PCB板經過預熱區,焊盤、元器件端頭引腳均被助焊劑濕潤,隔開O2;進入保溫區,充分預熱電路板和元器件,避免進入回流區因溫度突然升高而導致電路板發生損壞;接著送入回流區,溫度升高,焊膏熔化,形成焊點;進入冷卻區,焊點凝固。

圖1 回流焊機溫區結構(8溫區)
各溫區的溫度變化對焊接質量影響非常大,所以必須對回流焊機的熱風機、冷風機、抽風機、電加熱器件的電機等設備實現自動化控制,使爐內溫度依照預定的焊接要求和理想溫度曲線改變,從而使各溫區達到最優效果。不同金屬含量焊膏的理想溫度曲線也是不一樣的,這就要求控制系統可以依照不同的工藝要求實現自動調整[5]。本研究針對唯特偶LT3000的錫膏進行溫控系統的測定,其理想的溫度變化曲線如圖2所示,化學成分比例為:w(Sn)= 99%,w(Ago)=0.7%,w(CuO)=0.3%。
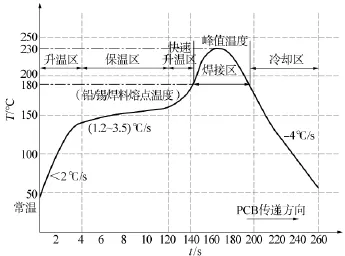
圖2 理想溫度變化曲線
選用西門子S7-200PLC為控制系統的現場控制器,系統原理框圖如圖3所示。采用熱電偶采集模塊接收熱電偶輸入信號,上位監控設備采用工業控制計算機,利用執行機構、現場控制器、下位傳感器三者的交互達到控制各溫區溫度的目的,利用計算機語言VB編程上位組態軟件和PLC間數據通信,實現溫度的趨勢顯示、數據存儲、自動調節參數等功能。
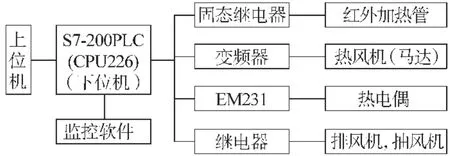
圖3 控制系統原理框圖
2 應用模糊自整定PID控制回流焊機的溫度
2.1 自動化控制熱風機
通過變頻調節熱風機的轉速,使爐內進行空氣微循環,可以達到2溫區控溫點中的其他點大致呈線性均勻分布的目的。如圖4所示,按照焊接工藝需求用上位機設定溫區控溫點,通過可編程邏輯控制器進行計算,模擬量輸出到變頻控制器的引腳3344,調節熱風機轉速,精確控制各溫區溫度。

圖4 變頻器控制接線
2.2 模糊邏輯PID設計的實現
PID計算公式

式中 u(k)為k時刻的輸出;T、Ti、Td分別為采樣時間、積分時間常數、微分時間常數;kp為比例控制系數。
依據被控對象的數學模型,確定PID,把爐溫偏差e作為輸入,計算每個時刻的控制輸出,通過相應執行機構來消除誤差,將被控對象控制在一定的精度范圍內。
根據模糊控制原理,確定參數kp、ki、kd和爐溫偏差變化率ec參數的模糊關系,因為不同的e和ec狀態對控制參數的要求不一樣,所以在工作中要持續檢測e和ec的狀態,在線調整PID參數,確保被控對象動、靜性能優良。Fuzzy-PID控制器結構框圖如圖5所示,控制系統中包含兩個控制器即PID和Fuzzy(模糊)控制器,模糊控制器可以對參數進行在線修改,減小靜差,改善控制精度。
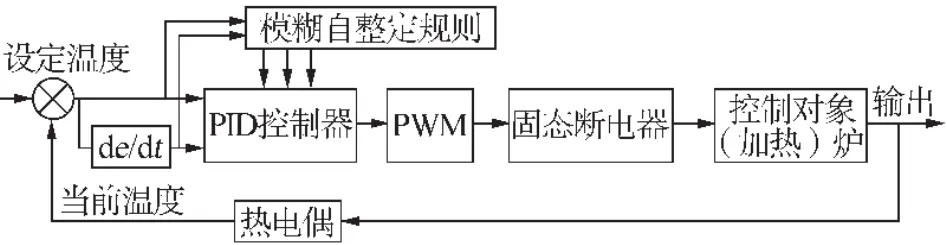
圖5 模糊PID控制器結構框圖
2.3 設計爐溫控制器
控制系統使用的是二維控制器結構,輸入變量有兩個,即爐溫偏差e和上升速度偏差ec,用E、Ec表示其模糊語言的變量。PID的修正值Δkp、Δki、Δkd為輸出量。輸入變量和輸出參數的論域情況如表1所示,由模糊控制模型,參考模糊子集隸屬賦值表,進行推理、計算得到的輸出控制參數的修正公式
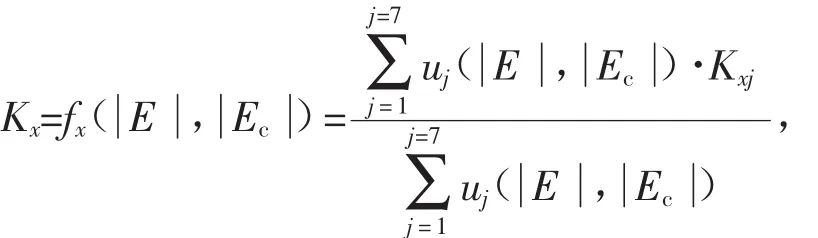
x可以是p,i,d

表1 輸入變量輸出參數的論域
設變量{NB,NM,NS,ZO,PS,PM,PB}表示負大,負中,負小,零,正小,正中,正大。如表2所示,從實際經驗中得到PID參數模糊規則,利用VB編程推出參數值kp、ki、kd,再通過PID控制規律計算輸出,最終通過輸出驅動固態繼電器。

表2 PID參數模糊規則
2.4 設計爐溫控制軟件
軟件開發采用的計算機語言是VB,參數整定使用上位組態軟件,通過VB工程和現場控制器間的數據通信,讀取現場溫度。編寫軟件時,先設置加熱目標的目標溫度r(k),進行加熱后,收集溫度數據y(k),利用模糊自整定PID方式計算如圖6所示。進行完PID參數自整定以后,通過上位機把整定參數傳給現場控制器,驅動SSR,達到控制溫度的目的。
為驗證控制系統可行性,用HW-RF8800C回流焊機進行閉環運行和調試使用的焊膏為唯特偶LT3000錫膏),設定溫度為50℃~250℃。測到的溫度曲線如圖7所示,與理想的溫度曲線(見圖2)對比可知兩者相近,跟蹤設定值精度比較高,可將誤差控制在-2℃~2℃,因此可知控制系統具有良好的恒溫特性。
3 結論
為了滿足表面貼裝回流電焊機控溫系統對爐溫控制的需求,通過模糊自整定PID方式得到PID參數來實現對表面貼裝回流焊機各個溫區溫度的控制。經驗證,該設計方法得到的實測溫度曲線和理想溫度曲線十分接近,證明所設計的控制系統具有恒溫特性好、靈敏度高的優點。
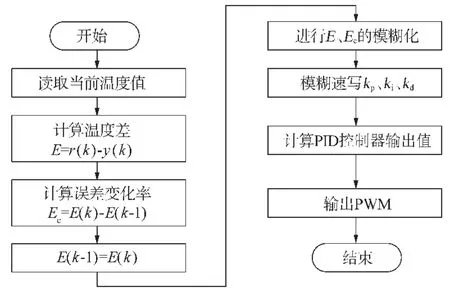
圖6 模糊自整定PID流程
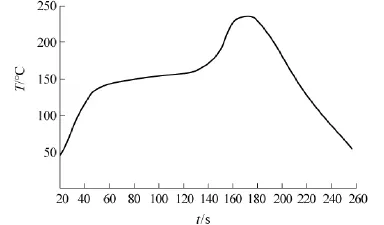
圖7 測試的溫度曲線
[1]王海青,姬長英,劉同召,等.模糊自整定PID溫度控制系統的建模與仿真[J].計算機工程,2012,38(7):233-235,239.
[2] 史建衛.冷卻速率對無鉛再流焊焊點質量的影響(續完)[J].電子工藝技術,2012,33(2):121-126.
[3]沙建軍,潘爾順.基于模糊聯想記憶的SMT回流焊參數快速設定[J].工業工程與管理,2011(6):75-81.
[4]宋志強,周好斌,徐向前,等.全鋁散熱器封頭自動焊設備及焊接工藝[J].電焊機,2010,40(05):155-159.
[5]李娜,袁吉,田曉明.添加工裝的無鉛PCB組件回流焊溫度場仿真分析[J].電焊機,2013,43(4):162-166.
Based on the automatic control of electronic products SMT reflow welding machine temperature control system
ZHANG Weiwei1,2,HU Yueming2
(1.Guangdong Polytechnic Normal University,Guangzhou 510665,China;2.South China University of Technology,Guangzhou 510641,China)
In this paper,based on fuzzy self-tuning PID,design a set of SMT reflow welding machine temperature control system. Through VB data communication between engineering and field controller,read the temperature,the PID parameter self-tuning,pass the scene the setting parameters of controller by the upper machine,drive the SSR,achieve the goal of controlling temperature. Through the verification,the design method to get the ideal temperature curve and the measured temperature curve is very close to,can prove that the designed control system has the advantages of good temperature characteristics,high sensitivity.
fuzzy self-tuning;ideal temperature curve;reflow soldering
TG402
:A
:1001-2303(2015)10-0090-04
10.7512/j.issn.1001-2303.2015.10.19
2015-04-09;
:2015-05-04
張維威(1980—),女,遼寧沈陽人,講師,國內訪問學者,碩士,主要從事智能檢測與控制的研究。
