保護氣氛對06Cr19Ni10鋼焊接接頭組織和力學性能的影響
2015-04-28 06:48:35魏小華
電焊機 2015年10期
魏小華
(衢州職業技術學院,浙江衢州324000)
保護氣氛對06Cr19Ni10鋼焊接接頭組織和力學性能的影響
魏小華
(衢州職業技術學院,浙江衢州324000)
通過富氬氣體保護焊方法,采用φ1.2 mm的HCr20Ni10Mn7Mo的奧氏體不銹鋼實芯焊絲匹配不同組成保護氣體,對12 mm厚壓力容器用06Cr19Ni10鋼板進行對接焊,研究氣體組成對接頭成形性能、力學性能及耐晶間腐蝕性能的影響。結果表明,保護氣體組成對電弧穩定性和焊縫外觀影響不明顯,隨著保護氣體中氧含量的減少,焊縫堆積寬度略有增加,焊縫表面的焊渣明顯減少。焊接富氬保護氣體中的氧含量對于焊縫熔寬及余高影響不明顯,但隨著氧含量減少,熔深明顯減小。保護氣體為φ(O)28%+φ(Ar)92%和φ(O)22%+φ(Ar)98%時所得的焊接接頭具有良好的綜合力學性能,而保護氣體為φ(O)25%+φ(Ar)95%時接頭強度能夠滿足要求,但彎曲性能不達標。保護氣體為φ(O)28%+φ(Ar)92%和φ(O)25%+φ(Ar)95%時所得的焊接接頭耐晶間腐蝕性能均不合格,保護氣體為φ(O2)2%+φ(Ar)98%時接頭耐腐蝕性能能夠滿足要求。
06Cr19Ni10鋼;保護氣體;力學性能;晶間腐蝕
0 前言
隨著我國經濟的不斷發展,對天然氣等能源的消費需求越來越大。液化天然氣是一種能方便地儲存和運輸的清潔能源,但天然氣液化后存儲溫度很低,因此對存儲和運輸的壓力容器提出了更高的要求,隨著存儲容量的提高和存儲溫度的進一步降低,也對低溫壓力容器用鋼提出了苛刻的要求[1]。06Cr19Ni10鋼是一種國產奧氏體不銹鋼,對應的美國ASME標準牌號為S30408,在GB24511-2009《承壓設備用不銹鋼鋼板及鋼帶》中牌號為06Cr19Ni10,因其優良的耐腐蝕性能和冷熱加工成型性能,以及良好的低溫力學性能和焊接性能,被廣泛用于低溫壓力容器的制造[2-3]。西安軌道交通裝備有限責任公司采用6 mm厚國產06Cr19Ni10鋼,運用埋弧焊方法成功試制了液化天然氣-162℃低溫液體汽車運輸半掛罐車內壁罐[4]。由于壓力容器要承受內部壓力作用,具有封頭、殼體、接管等復雜結構,為保證容器的密封性和整體性能,一般必須通過焊接工藝來組裝完成,而獲得性能優良的焊接接頭是充分發揮06Cr19Ni10鋼優異性能的關鍵[5]。通常該類奧氏體不銹鋼采用富氬氣體保護焊的方法進行焊接,同時為了改善熔池流動性,提高焊縫成形性能,在保護氣體中加入少量活性氣體,由于焊縫晶間腐蝕是奧氏體不銹鋼焊接的一個重要問題,因此為避免增碳而造成晶間腐蝕,一般不使用CO2,而加入少量的O2[6]。本研究采用富氬氣體保護焊的方法,設計了不同氧含量的富氬混合氣體,分析氣體組成對接頭成形性能、力學性能及耐晶間腐蝕性能的影響,為06Cr19Ni10鋼焊接保護氣體的選用提供參考。
1 試驗材料及方法
試驗母材采用國產06Cr19Ni10奧氏體不銹鋼板,板厚12 mm,鋼板供貨狀態為熱軋,顯微組織為奧氏體+少量鐵素體,化學成分見表1。

表1 06Cr19Ni10化學成分Tab.1 Chemical composition of test material %
如圖1所示,焊接試板坡口形式為雙面V型坡口,坡口角度60°,中間留鈍邊1 mm。焊接材料選用牌號為HCr20Ni10Mn7Mo的奧氏體不銹鋼實芯焊絲,焊絲直徑1.2 mm,該焊絲具有較高的錳含量,因此具有較低的熱裂紋傾向。選用不同氧含量的富Ar混合氣體作為保護氣進行焊接,氣體流量16 L/min,焊前不預熱,焊后不進行熱處理,具體焊接工藝參數如表2所示。
觀察三種氣體組成的焊接試板焊縫成形及接頭形貌,并根據GB/T2650-2008要求對接焊試板進行取樣并制成標準試樣,利用微機控制電液伺服萬能試驗機檢測焊接接頭的拉伸性能。檢測焊縫的耐晶間腐蝕性能,并對焊縫金屬中Cr、Ni、C等合金元素進行化學分析。

圖1 06Cr19Ni10鋼氣體保護焊坡口示意Fig.1 Groove of the 06Cr19Ni10 steel for MIG welding
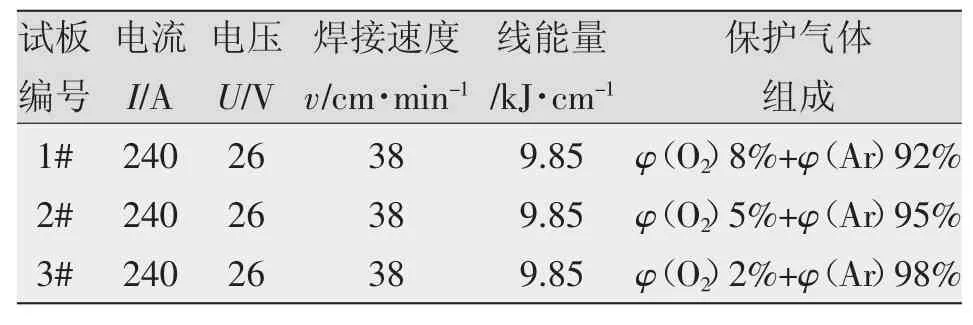
表2 06Cr19Ni10鋼氣保焊工藝參數Tab.2 MIG welding parameters of 06Cr19Ni10 steel
2 試驗結果及分析
2.1 保護氣體組成對焊縫成形的影響
分析1#、2#、3#三種不同組成保護氣氛的堆焊接頭焊縫成形,如圖2所示。在純氬氣中加入少量的氧氣有利于獲得穩定的焊接電弧和良好的焊縫成形,三條焊縫成形均勻,大顆粒飛濺較少,氧含量的變化對電弧穩定性和焊縫外觀影響不明顯,但隨著保護氣體中氧含量的減少,焊縫堆積寬度略有增加,焊縫表面的焊渣明顯減少。
觀察1#、2#、3#三種不同組成保護氣的堆焊接頭橫斷面形貌,如圖3所示,并測量焊縫橫斷面焊縫形狀尺寸,如圖4所示。可以看出,1#、2#焊縫的斷面形貌基本相同,即隨著保護氣體中氧含量從8%減少到5%,對焊縫熔寬、熔深及余高影響不大,其中熔深僅減少了約0.3 mm,幾乎沒有影響;而隨著保護氣體中氧含量進一步減少到2%時,熔寬幾乎不變,但熔深明顯減小,較1#和2#的熔深約減小了一半,堆積高度增加了約0.4 mm。發生這種現象的原因是當保護氣體中氧含量約為5%時,混合氣體的電離能明顯降低,電弧區域的能量中用于保護氣體電離作用的消耗減少,因而實際對工件的加熱能量較氧含量為2%時增加,相當于電弧加熱效率提高,從而在熔寬和余高較2%氧含量時幾乎不變的情況下,熔深明顯增加;而進一步增加氧含量到8%時,焊縫成形則無明顯變化,這是因為繼續增加氧含量時,熔池區域的氧原子極易與合金元素反應生成化合物,因而增加了氧的消耗,從而使混合氣體中有效的氧含量降低,因此實際混合氣體的電離能并沒有繼續降低,電弧對工件的加熱效率幾乎不受影響,從而幾乎不影響焊縫成形,說明氧含量在5%左右時是臨界閾值,繼續增加氧含量對混合氣體電離能的影響較小。也有研究指出,在氬氣中添加適量氧化性氣體還可以對熱輸入產生負面影響,有效減小電流對熔深的影響,從而防止焊接過程中的燒穿產生[7]。綜上所述,焊接富氬保護氣體中的氧含量對焊縫熔寬及余高影響不大,但對熔深有較大影響。

圖2 不同保護氣體組成的焊縫成形Fig.2 Weld forming with different shielding gas composition
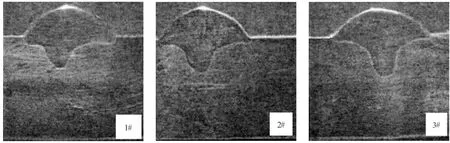
圖3 不同保護氣體組成的焊縫橫截面形貌Fig.3 Weld crosssection morphology with different shielding gas composition
2.2 保護氣體組成對接頭力學性能影響
檢測1#、2#、3#三種不同組成保護氣的對接焊接頭拉伸和彎曲力學性能,拉伸及彎曲試驗結果如圖5及表3所示。可以看到三組試樣拉伸強度均在660 MPa以上,能夠滿足06Cr19Ni10焊接接頭強度要求,其中1#、2#試樣斷在焊縫,表明母材和熱影響區的強度均高于焊縫金屬,而3#試樣斷在熱影響區,表明焊縫強度及母材強度均高于熱影響區,即隨著保護氣體中氧含量減少,焊縫拉伸強度提高。彎曲試驗結果表明下,在彎心直徑為4倍板厚條件下,1#、3#試樣180°彎曲沒有出現任何裂紋,而2#試樣則在焊縫處出現裂紋,表明1#、3#焊接接頭具有良好的塑性儲備,而2#焊接接頭塑性不達標。綜上所述,保護氣體為φ(O2)8%+φ(Ar)92%和φ(O2)2%+φ(Ar)98%時所得的焊接接頭具有良好的 綜合力學性能,而保護氣體為φ(O2)5%+φ(Ar)95%時接頭強度能夠滿足要求,但塑性不達標。

圖4 保護氣體組成對焊縫形狀尺寸的影響Fig.4 Effect of shielding gas composition on the weld shape and size

圖5 拉伸及彎曲試樣Fig.5 Tensile and bending test samples

表3 06Cr19Ni10鋼焊接接頭拉伸、彎曲性能Tab.3 Tensile and bending properties of the 06Cr19Ni10 steel weld metal
2.3 保護氣體組成對焊縫腐蝕性能的影響
檢測1#、2#、3#三種不同組成保護氣的焊縫金屬耐晶間腐蝕性能,并測定了焊縫中Cr、Ni、C三種元素的含量,結果如表4所示。由表4可知,1#、2#焊縫的耐晶間腐蝕性能均不合格,3#焊縫的耐晶間腐蝕性能符合要求。不銹鋼之所以有較好的耐腐蝕性能與鋼中Ni、Cr元素的加入有很大關系,其含量的多少直接關系到鋼的耐蝕性,特別是Cr元素的含量對于耐晶間腐蝕性能更為重要,研究表明晶間腐蝕的發生就是因為Cr的碳化物晶界生成,造成晶界Cr含量的消耗,從而使晶界的Cr含量較晶內低,造成晶界較晶內更易發生腐蝕。從三組焊縫的檢測結果來看,焊縫金屬中的Cr、Ni元素含量相差很小,但C元素的含量則差別較大,隨著保護氣體中氧含量的減少,焊縫中C元素含量明顯降低。由于常溫下C在奧氏體中的溶解度較小,1#、2#焊縫中C元素含量較高,在Ni、Cr含量相近的條件下,C含量越高,在高溫下與C發生反應生成M23C6等碳化物消耗了大量的Cr元素,因此這兩組焊縫的晶間腐蝕性能不合格,而3#焊縫的C含量只有0.03%,基本能固溶于奧氏體中,僅少量的碳化物形成,因在3#焊縫中的Cr含量較1#、2#高,此表現出較好的耐晶間腐蝕性能。綜上所述,保護氣體為φ(O2)8%+φ(Ar)92%和φ(O2)5%+φ(Ar)95%時所得的焊接接頭耐晶間腐蝕性能均不合格,而保護氣體為φ(O2)2%+φ(Ar)98%時接頭耐腐蝕性能能夠滿足要求。
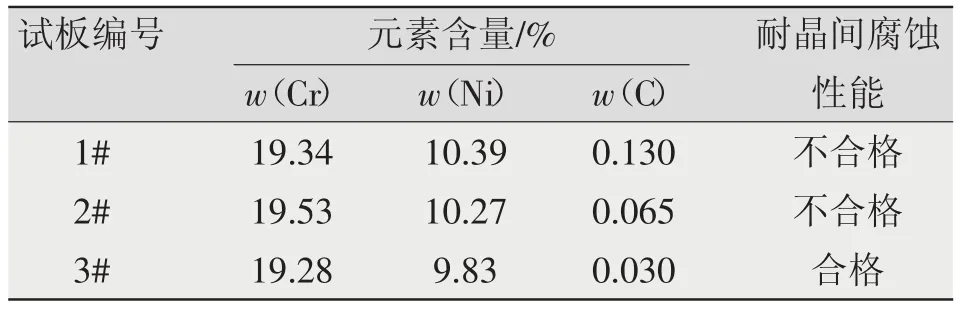
表4 06Cr19Ni10鋼焊縫金屬合金元素含量及耐腐蝕性能Tab.4 Elements content and the corrosion resistance of 06Cr19Ni10 steel weld metal
3 結論
(1)保護氣體組成中的氧含量對焊縫熔寬及余高影響不大,但對于熔深有較大影響,隨著氧含量減少,熔深明顯減小。(2)保護氣體為φ(O2)8%+ φ(Ar)92%和φ(O2)2%+φ(Ar)98%時所得的焊接接頭具有良好的綜合力學性能,而保護氣體為φ(O2)5%+φ(Ar)95%時接頭強度能夠滿足要求,但塑性指標不達標。(3)隨著保護氣體中氧含量的減少,焊縫金屬中的Cr、Ni元素含量幾乎不受影響,但焊縫中C元素含量明顯降低。(4)保護氣體為φ(O)28%+ φ(Ar)92%和φ(O2)5%+φ(Ar)95%時所得的焊接接頭耐晶間腐蝕性能均不合格,而保護氣體為φ(O2)2%+φ(Ar)98%時接頭耐腐蝕性能能夠滿足要求。
[1]顏丙鎖,馬紅廣,汪春標,等.LNG儲罐中9Ni低溫鋼焊接[J].焊管,2013,36(2):29-31.
[2]張文建.奧氏體不銹鋼低溫容器應變強化研究[D].廣州:華南理工大學,2011.
[3] 于啟湛,丁成鋼,史春元.低溫用鋼的焊接[M].北京:機械工業出版社,2009.
[4] 李永軍.06Cr19Ni10不銹鋼低溫容器埋弧焊焊接工藝評定[A].第四屆數控機床與自動化技術高層論壇論文集[C].陜西:陜西省機械工程學會,2013.
[5]王立躍,王小平.06Cr19Ni10與Q345R焊條電弧焊焊接工藝[J].熱加工工藝,2013,42(7):189-190.
[6] 殷樹言.氣體保護焊工藝基礎[M].北京:機械工藝出版社,2007.
[7]蔣俊.富氨氣體保護焊在壓力容器設備上的應用研究[D].南京:南京理工大學,2012.
Effect of shielding gas composition on the morphology and mechanical properties of welded joint for 06Cr19Ni10 steel
WEI Xiaohua
(Quzhou College of Technology,Quzhou 324000,China)
Through the rich argon shielding gas welding method,the φ1.2 mm austenitic stainless steel solid core welding wires HCr20Ni10Mn7Mo are used to match different shielding gases to weld the 06Cr19Ni10 steel plates for the 12 mm thickness pressure vessel,and the effect of gas composition on forming properties,mechanical properties and intergranular corrosion resistance of welded joints are studied in this paper.The results show that the shielding gas composition has little influence on the arc stability and weld appearance,as the oxygen content in shielding gas decreases,the weld width increases slightly,and the welding slag on weld surface reduces significantly.The oxygen content in rich argon shielding gas has little influence on the weld width and reinforcement,while the penetration depth decreases obviously as the oxygen content reduces.When the shielding gas is φ(O)28%+φ(Ar)92%or φ(O)22% +φ(Ar)98%,the welded joints obtain good comprehensive mechanical properties,and when the shielding gas is φ(O2)5%+φ(Ar)95%,the welded joints strength can satisfy,but the bending performance does not meet the requirements.When shielding gases is φ(O2)8% +φ(Ar)92%or φ(O2)5%+φ(Ar)95%,the welded joints intergranular corrosion properties are not qualified,and the joint corrosion performance can meet the requirements as the shielding gas is φ(O2)2%+φ(Ar)98%.
06Cr19Ni10 steel;shielding gas;mechanical properties;intergranular corrosion
TG407
:A
:1001-2303(2015)10-0150-04
10.7512/j.issn.1001-2303.2015.10.34
2014-12-10
浙江省公益性技術應用研究計劃項目(2011C21074);衢州市科技局項目(2013Y016);衢州市2014年度指導性科技項目(2014046)
魏小華(1978—),男,河南人,副教授,碩士,主要從事汽車運用技術及機械制造技術的研究。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
