氮氣對SAF 2507雙相不銹鋼GTAW焊接接頭組織與性能影響
2015-04-28 06:48:34杜東方孫學杰
電焊機 2015年10期
杜東方,肖 峰,孫學杰,劉 潔
(1.四川工程職業技術學院,四川 德陽618000;2.太原科技大學,山西 太原030024)
氮氣對SAF 2507雙相不銹鋼GTAW焊接接頭組織與性能影響
杜東方1,肖 峰1,孫學杰1,劉 潔2
(1.四川工程職業技術學院,四川 德陽618000;2.太原科技大學,山西 太原030024)
采用GTAW焊接SAF2507雙相不銹鋼,焊絲為ER2594,保護氣體為Ar+N2。研究了保護氣體中氮氣(φ(N2)=0~5%)比例對SAF2507 GTAW焊接接頭組織和性能的影響。結果表明,隨著保護氣體中N2含量的增加,焊縫組織中奧氏體相增多,硬度下降,耐點腐蝕性能增強;當N2含量到達5%時,產生焊接飛濺和焊接氣孔,接頭焊縫沖擊功降低;采用φ(Ar)+φ(N2)2%~3%保護的焊接工藝,焊接接頭能保持較好的相比例,焊接接頭的組織、力學和點腐蝕等綜合性能更優。
氮氣;SAF2507;GTAW;力學性能;點腐蝕
0 前言
SAF2507雙相不銹鋼由于具有鉻、鉬、氮含量高和低鎳的優化組合設計,綜合力學性能和耐腐蝕性能優異,已被廣泛應用在海洋、石油化工、煤電、造紙等特殊行業,應用前景廣闊[1-2]。此種鋼焊接的最大問題是如何保證焊后所具有的綜合力學性能和高的耐腐蝕性能,對此影響有三個方面:一是焊接過程中氮的損失;二是焊后組織雙相比例的變化;三是焊后接頭中有害相的析出。其中焊接過程中氮的損失是焊接SAF2507遇到的最大問題。鋼中氮的加入起到一個固溶強化作用,它在一定程度上可以減少金屬間相的析出,還能提高焊后焊縫金屬的強度及耐腐蝕性能[3-4],由于在焊接過程中不可避免的會有氮的損失,這就降低了焊縫中的固溶氮含量,從而造成接頭性能的下降,因此,SAF2507雙相不銹鋼焊接時首先需要考慮補充氮的損失問題,保證焊接接頭性能。在焊接過程中,保護氣體中加入氮氣是彌補焊縫金屬中損失的氮含量時采用的一種方法,國內外對此已有一定的應用[5-6]。但在GTAW焊接的保護氣體加中入氮氣含量比例對SAF2507雙相不銹鋼板(厚度0.5~6 mm)力學和組織性能影響的研究非常少,隨著科技的發展,更多的行業對SAF2507雙相不銹鋼焊接件的需求會越來越大,因此開展好該鋼種焊接的基礎研究工作對工業生產的實際應用有至關重要的意義。
1 試驗材料和方法
1.1 試驗材料
本研究采用的試驗方法為 GTAW焊接,母材為太原鋼鐵公司生產的SAF2507(UNSS32750),焊絲ER2594,直徑φ2.4 mm,其主要化學成分如表1所示。

表1 母材與焊絲的化學成分%
1.2 試驗方法
采用時代WS-400焊機,焊接方法為GTAW直流正接,試板加工尺寸為300 mm×150 mm×6 mm,V形坡口對接焊,坡口角度60°,根部間隙為2 mm,鈍邊2 mm。為了研究保護氣體中氮氣比例對SAF2507焊接接頭組織與性能的影響,采用φ(Ar)100%、φ(Ar)99%+φ(N2)1%、φ(Ar)98%+φ(N2)2%、φ(Ar)97.5%+φ(N2)2.5%、φ(Ar)97%+φ(N2)3%、φ(Ar)95%+φ(N2)5%共六種工藝參數進行試驗,并控制層間溫度不大于150℃。不同保護氣體下的接頭焊接工藝參數如表2所示,保護氣體流量為12 L/min。
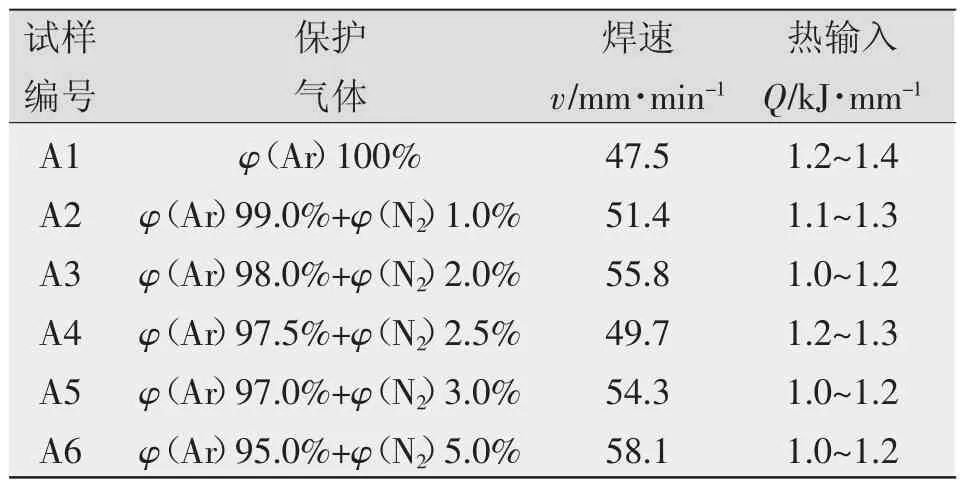
表2 不同保護氣體條件下的焊接工藝參數
金相侵蝕標準按照ASTM A923-A執行,侵蝕液為40%NaOH,電解侵蝕電壓為3 V,時間為50 s;相比例測定根據GB6401-1986標準,采用計點法測定;采用Hitachi S-4800型掃描電鏡觀察和分析焊接接頭;沖擊試驗根據GB/T229-2007標準,采用5 mm×10 mm×55 mm的V型缺口沖擊試樣,在JB-300 B試驗機上對不同試驗獲得的接頭的焊縫和熱影響區進行室溫沖擊試驗;硬度測試按GB/2654-2008標準在HXS-1000A顯微硬度計上測定;點腐蝕試驗按ASTM G48標準,在50℃±2℃的6%FeCl3溶液中浸蝕24 h后計算其平均腐蝕速率。
2 結果和分析
2.1 組織觀測結果及分析
2.1.1 接頭金相組織觀察與相比例分析
圖1為不同氮氣比例保護氣體條件下焊接接頭的金相組織,其中BM表示母材,HAZ表示熱影響區,WM表示焊縫。由圖1可知,白色為奧氏體,灰色為鐵素體,隨著焊接時保護氣體中氮氣含量的增加,奧氏體相逐漸增加。利用相比例計算,由圖2可知,保護氣體中隨著氮氣含量的增加,焊接接頭組織中奧氏體相不斷增加,并且焊縫金屬中的奧氏體相比熱影響區中的高,說明在焊接過程中通過增加保護氣體中氮氣含量能夠促進熔敷金屬對氮元素的吸收,而氮元素同時又是奧氏體化元素,由于通過加氮氣的方式彌補了焊接過程中氮的損失,增加了焊接接頭中的氮,從而增大了奧氏體相的比例。隨著保護氣體中氮氣比例的增加,當氮氣比例達到5%時,也就是GTAW焊接中保護氣體為φ(Ar)95%+φ(N2)5%時發現焊接過程中產生飛濺,焊接電弧不穩,焊接過程不易控制。
2.2.2 接頭掃描電鏡觀察及XRD分析
σ相、Cr2N等這些有害相在SAF2507鋼焊接中最容易析出,由于這些有害相的析出會嚴重破壞鋼的力學性能及腐蝕性,因此需要檢測 SAF2507 GTAW焊接過程中是否析出σ相和Cr2N,對φ(Ar)97%+φ(N2)3%和φ(Ar)95%+φ(N2)5%工藝下的焊接接頭進行SEM觀察和XRD分析,如圖3、圖4所示。根據檢測結果,由圖4可知,只存在α和γ兩相,并沒有σ相和Cr2N析出。由圖3還可知,在φ(Ar)95%+φ(N2)5%工藝下的焊接接頭的SEM照片中有大量的黑洞出現,應用RT檢測發現這些黑洞就是氣孔,而在其他工藝條件下的焊接接頭中并沒有發現氣孔的出現。
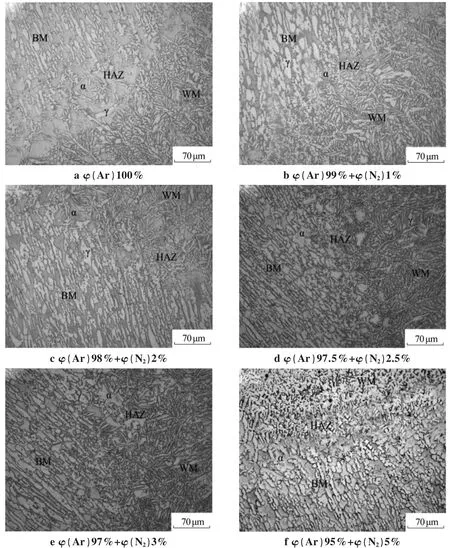
圖1 不同保護氣體條件下焊接接頭的金相組織
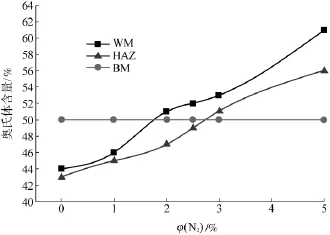
圖 2 SAF2507焊接接頭中奧氏體相含量與不同氮氣工藝條件下的關系曲線
2.2 力學性能測試結果及分析
2.2.1 沖擊實驗
保護氣體中不同氮氣比例條件下焊接接頭的室溫沖擊實驗結果如圖5所示。由圖5可知,保護氣體中氮氣比例在φ(Ar)97%~100%+φ(N2)0~3%的實驗條件下,隨著氮氣比例的提高,焊縫處和熱影響區的沖擊功都逐漸增大,在φ(Ar)95%+φ(N2)5%保護氣體條件下焊接接頭的沖擊功又突然下降,并且比純氬氣保護下的焊接接頭的沖擊功還要低,這是因為在焊接過程中增大保護氣體中氮氣的比例,可以使焊接接頭吸收氮元素而達到增氮的目的,氮是一種強烈的奧氏體化元素,這就促使接頭中形成更多的奧氏體相(奧氏體相是一種韌性相),進而提高了材料的韌性,所以在φ(Ar)+φ(N2)0~3%工藝下隨著氮氣比例的提高沖擊功逐漸升高,而在φ(Ar)95%+φ(N2)5%工藝下由于形成了很多的氣孔,反而降低了材料的韌性,沖擊功下降。

圖3 φ(Ar)97%+φ(N2)3%和φ(Ar)95%+φ(N2)5%焊縫處的SEM照片
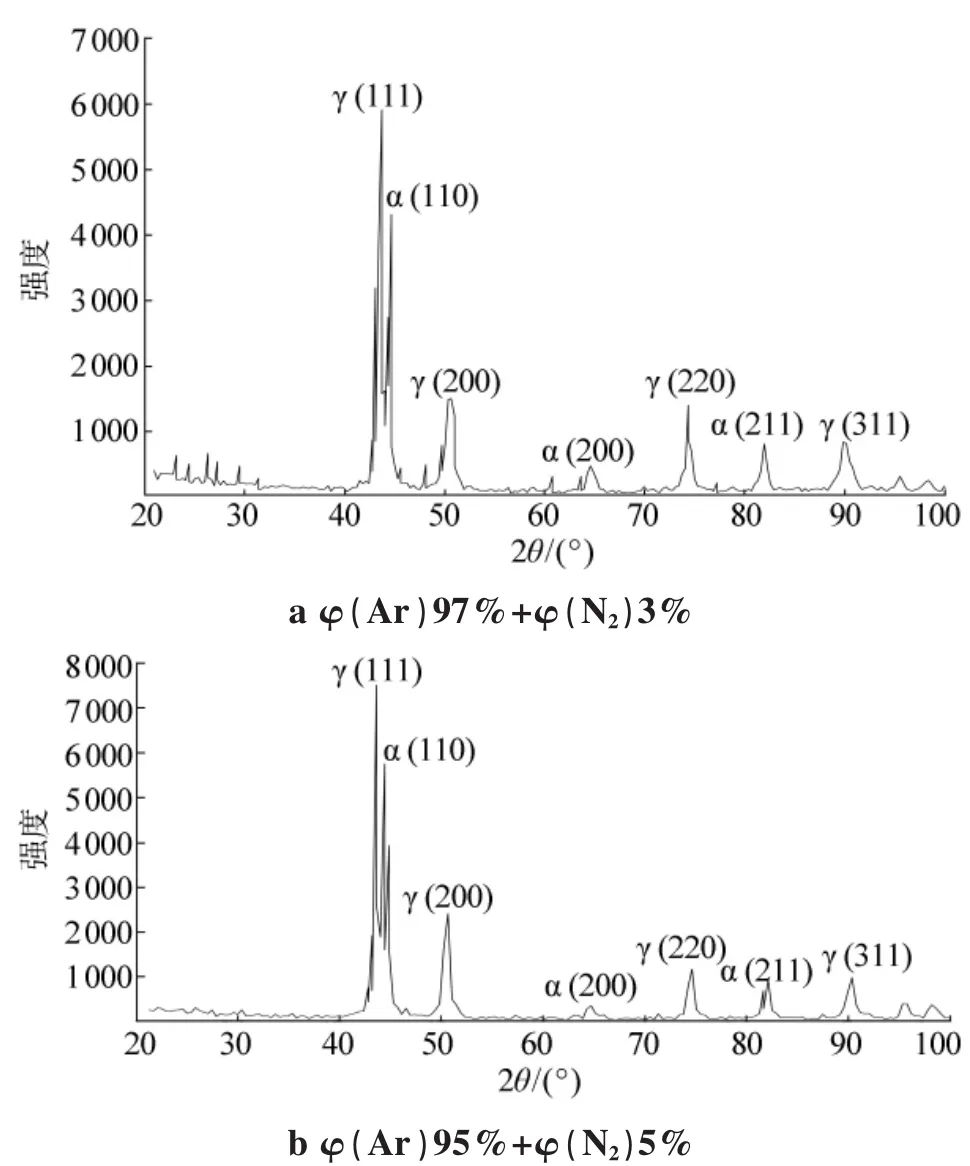
圖4 φ(Ar)97%+φ(N2)3%和φ(Ar)95%+φ(N2)5%工藝條件下焊接接頭的XRD衍射圖
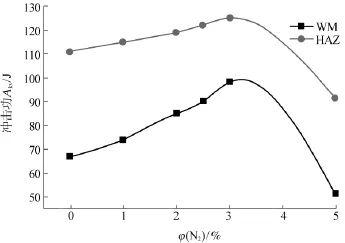
圖5 SAF2507焊接接頭中焊縫和熱影響區沖擊功與不同氮氣工藝條件下的關系曲線
2.2.2 顯微硬度實驗
SAF2507焊接接頭中不同區域顯微硬度與不同氮氣工藝條件下的關系曲線如圖6所示。由圖6可知,在幾種試驗方案中隨著保護氣體中氮氣比例的增加,硬度在焊縫和熱影響區中也逐漸降低,并且焊縫和熱影響區硬度都比母材中的值高,其中熱影響區中硬度最高。

圖 6 SAF2507焊接接頭中不同區域顯微硬度與不同氮氣工藝條件下的關系曲線
2.3 點腐蝕實驗結果及分析
圖7為不同氮氣比例工藝條件下焊接接頭的點腐蝕速率。由圖7可知,隨著保護氣體中氮氣比例的增加,焊接接頭的點腐蝕速率逐漸減少,說明保護氣體中氮氣的增加改善了焊接接頭的點腐蝕性能。在SAF2507焊接過程中,通過增加焊接過程中保護氣體氮氣的比例可以促進焊接接頭中氮元素的吸收,從而彌補焊接過程中氮的損失,有研究認為氮主要存在于奧氏體中,在焊接熔融過程中能夠促使鐵素體中的鉻、鉬轉移到奧氏體中,從而提高奧氏體中的點蝕電位[7],而氮同時又是奧氏體化元素,可以擴大奧氏體相區,達到奧氏體占優的焊縫成分,改善了SAF2507焊接接頭的耐點腐蝕性能。

圖7 SAF2507焊接接頭在不同氮氣工藝條件下的點蝕率
3 結論
(1)隨著保護氣體中N2含量的增加,焊縫組織中奧氏體相增多,硬度下降,耐點腐蝕性能增強。
(2)當N2含量到達5%時,產生焊接飛濺和焊接氣孔,接頭焊縫沖擊功降低。
(3)采用φ(Ar)+φ(N2)2%~3%保護的焊接工藝,焊接接頭能保持較好的相比例,焊接接頭的組織、力學和點腐蝕等綜合性能更優。
[1] 李志軍,陳湘茹,孫卿卿,等.雙相不銹鋼的研究與發展[J].鑄造技術,2011,32(9):1320-1323.
[2] 許適群,王菁輝.雙相不銹鋼性能的探討[J].石油化工腐蝕與防護,2006,23(5):21-22.
[3]孫景榮.雙相不銹鋼2205換熱器的焊接[J].電焊機,2008,38(11):36-38.
[4]胡林波,艾云慧,宋建總,等.雙相不銹鋼空冷器管頭自動氬弧焊焊接工藝[J].石油化工設備,2009,38(6):54-57.
[5] Sathiya P,Aravindan S,Soundararajan R,et al.Effect of shielding gases on mechanical and metallurgical properties of duplex stainless-steel welds[J].Materials Science,2009,44(1):114-121.
[6] Migiakis K,Papadimitriou G D.Effect of nitrogen and nickel on the microstructure and mechanical properties of plasma welded UNS S32760 super-duplex stainless steels[J].Materials Science,2009,44(23):6372-6383.
[7]魏曉晉,林玉成,高向明.2507超級雙相不銹鋼的組織和腐蝕性能研究[J].壓力容器,2010,27(10):12-16.
Effect of N2on the microstructure and properties of welded joint in GTAW for SAF2507 duplex stainless steel
DU Dongfang1,XIAO Feng1,SUN Xuejie1,LIU Jie2
(1.Sichuan Engineering Technical College,Deyang 618000,China;2.Taiyuan University of Science and Technology,Taiyuan 030024,China)
In this paper,SAF2507 is welded by GTAW with ER2594 as filler metal,and the shielding gas is Ar+N2.The effect of the proportion of N(2φ(N)20~5%)on the microstructure and mechanical properties of welded joints in GTAW for SAF2507 are studied.The results show that as the content of N2 in the shielding gas increases,the austenitic phase of weld metal increases,the micro-hardness declines and the property of pitting corrosion enhances;When the content of N2is 5%,there are spatter and pores,and the impact energy of weld metal reduces;by using φ(Ar)+φ(N)22%~3%welding parameters,the phase ratio,microstructure,pitting corrosion and mechanical properties of welded joints are better.
N2;SAF2507;GTAW;mechanical properties;pitting corrosion
TG407
:A
:1001-2303(2015)10-0145-05
10.7512/j.issn.1001-2303.2015.10.33
2015-05-23;
:2015-07-16
山西省科技攻關項目(20120321015-02)
杜東方(1984—),男,河南駐馬店人,碩士,主要從事高強度超級不銹鋼焊接性能、焊接工藝及組織方面的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
