提高折彎件角度精度的分析研究
2015-04-29 21:25:09馬久華
專用汽車 2015年10期
馬久華


摘要:折彎是板料成型中一種常用的工藝方法,在折彎件成型過程中,折彎設備、板材性能、操作過程都對折彎件的精度產(chǎn)生影響。通過對六種常見折形進行不同材質(zhì)、厚度的折彎實驗并記錄數(shù)據(jù),從中分析影響折彎件角度精度的因素,提出相應措施以控制折彎誤差,提高折彎零件的角度精度。
關鍵詞:折彎 影響因素 角度精度 控制
1.前言
一臺常規(guī)自卸車型中,折彎工件的數(shù)量占自制件總數(shù)量的49%左右,而折彎工件作業(yè)指導書中對于90°的折彎件要求制作角度為89°~90°,對于側(cè)板橫梁、豎梁和底板橫梁這樣的小件,1°的誤差會導致橫向偏移量為1-2 mm(如圖1)。這種偏移會造成焊縫增大、浪費焊材,并且會降低焊接強度,影響產(chǎn)品質(zhì)量。因工件未能達到既定的角度,焊接機器人無法尋位,這將成為推行自動化焊接的阻礙。對于有些工件,角度誤差會給后續(xù)的裝配工作帶來很大麻煩,嚴重影響企業(yè)的生產(chǎn)效率。因此,提高折彎件角度精度,對提高產(chǎn)品外觀、質(zhì)量、生產(chǎn)效率及推動自動化作業(yè)都具有十分重要的意義。
2.折彎實驗準備及實驗數(shù)據(jù)記錄
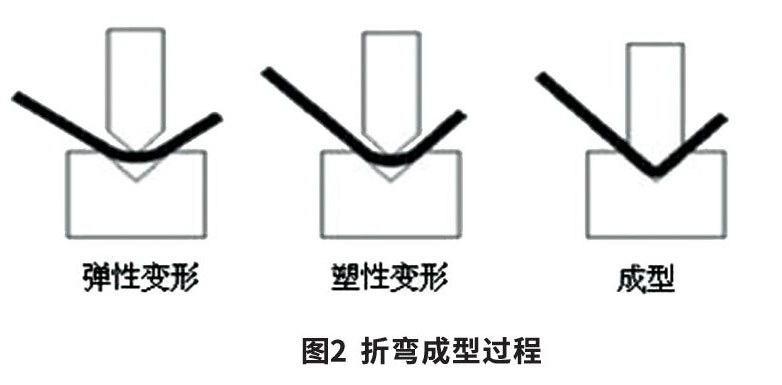
對于常溫下的折彎件(如圖2),板料產(chǎn)生的總變形是由塑性變形和彈性變形兩部分組成。當外力去除之后,彈性變形會完全消失,而塑性變形會保留下來。彈性變形的消失導致工件的折彎角度與上模壓緊時不一致,這種現(xiàn)象稱為折彎件的回彈。
2.1實驗準備
2.1.1實驗設備
實驗設備分別為QCl2Y-16×2500液壓擺式剪板機;WEH-160/3100液壓板料折彎機(上模尖端角度為78°,圓角半徑R=2 mm;下模角度為76°,圓角內(nèi)外半徑分別為R=3 mm、5mln);WEH-250/3100液壓板料折彎機(上模尖端角度為88°,圓角半徑R=2mm;下模角度為76°,圓角內(nèi)外半徑分別為R=5mm、8 mm)。后兩種折彎機能滿足不同規(guī)格、厚度和材質(zhì)的板材的折彎需求。
2.1.2試樣剪板、折彎及數(shù)據(jù)記錄
表1為通過對Q345B和T700兩種材質(zhì)、不同厚度的板材(寬×長×厚)試樣進行剪板折彎后的六種折形折彎角度的數(shù)據(jù)記錄。其中,a為某一厚度的板材所能折出的最小折邊(不同厚度板材的最小折邊各不相同),80 mm為Q345B和T700兩種材質(zhì)折彎件槽寬100 mm時所能折出的最大高度。將試樣剪板折形成六種典型形狀,在折彎完成時立即固定折彎機上模,測量折彎角度,然后取出工件,在同一位置再次測量上模離開后的折彎角度,所得差值即為回彈角度a。
2.2折彎數(shù)據(jù)曲線圖
因折形一和折形二折彎兩次,考慮折彎次數(shù)對折彎件回彈角度的影響,首先分析后四種折彎一次的折形板材厚度對回彈角度的影響(如圖3、圖4)。
3.實驗分析
3.1實驗理論分析
從圖3和圖4可以看出,無論哪一種折形、材質(zhì),回彈角度的大小都不隨板材厚度線性變化。
因?qū)嶒炈娩摪鍖儆谇F(xiàn)象明顯的材料,在折彎的整個過程中,隨著壓力的增加,其變化過程可以近似地由圖5應力.應變曲線的o-k表示。其中,Oa段表示彈性變形階段,aa'段表示滯彈性階段(不能完全回到原來位置),db段表示微塑性變形階段,bc段表示屈服階段(c點為屈服點),cd段表示塑性硬化階段(d點為發(fā)生形變點,a為材料能承受的最高應力)。
若在豇點卸除外力,則沿直線kO,回到o1,ko1∥Oa,o1o2代表消失了的彈性變形,oo1表示不再消失的塑性變形,材料的屈服強度越大,o1o2對應的值也會越大,消失了的彈性變形即是產(chǎn)生回彈的原因。由此可見,材料的屈服強度是影響折彎件回彈角度的主要因素,屈服強度越大,回彈角度越大。
3.2實驗數(shù)據(jù)分析
將圖3和圖4兩種材質(zhì)進行對比可知,在其他條件完全一致時,除折形五部分數(shù)據(jù)存在出入外,T700高強板的回彈角度大于Q345B錳板的回彈角度,與理論分析結(jié)果一致;當板材厚度同等增加時,回彈角度為減小趨勢,且T700高強板這一趨勢比較明顯。而對于同一種材質(zhì),隨著板材厚度的增加,其屈服強度減小。
在圖3和圖4中,在其他條件完全一致時,對折形三和折形五、折形四和折形六曲線分別進行比較,可知折彎角度增加,回彈角度增加;對折形三和折形四、折形五和折形六曲線分別進行比較,則彎角兩邊尺寸相差明顯,回彈角度減小。同樣,在其他條件完全一致時,將表1中的折形一、折形二前后兩次折彎數(shù)據(jù)進行比較,得到折彎次數(shù)增加,回彈角度減小。
3.3影響實驗數(shù)據(jù)因素分析
3.3.1板材使用面及方向的影響因素
板材厚度均為8 mm的T700高強板,板材折彎面不同,折彎件的外觀差異明顯如圖6。首先,板材剪切的斷面明顯地分成四個特征區(qū),即圓角帶、光亮帶、斷裂帶與毛刺區(qū),圓角帶和光亮帶的性能優(yōu)于斷裂帶,兩個工件折彎時光亮帶朝向不同。當光亮帶朝上時,折彎件外側(cè)斷裂,回彈角度減小,但影響工件外觀及強度,光亮帶朝下時,回彈角度增加,折彎件外觀平滑。其次,鋼板軋制過程中,通常縱向變形較大,橫向變形較小,鋼板內(nèi)組織結(jié)構(gòu)和結(jié)構(gòu)的方向受到橫縱向變形差異的影響,導致橫縱向性能存在差異,縱向性能更好。如果折彎線與材料的軋制方向相同如圖7,材料的端部與中央部位的板厚及抗張力不均,影響折彎件的角度精度及外觀。
3.3.2板材切割方式的影響因素
折彎時,變形區(qū)各單元段之間相互約束,縱向變形受到阻礙。在內(nèi)層產(chǎn)生縱向壓應力,外層是縱向拉應力,這兩個拉壓相反的應力形成縱向力矩。它是板料在折彎機上折彎時,為了保持折彎件縱向與模具對應的縱向線一致所需的力矩。當折彎力撤除后,縱向力矩消失,變形區(qū)各金屬層隨即回彈,在縱向形成與縱向力矩相反方向的彎曲,即撓曲。實驗所用板件由剪板機剪切而成,撓曲方向如圖8(a)所示。在實際生產(chǎn)中,異形折彎件的板件是由數(shù)控等離子切割得到的,數(shù)控等離子切割會導致工件溫度分布不均勻,折彎時撓曲變形量較大,且與剪切后折彎的工件撓曲方向不一致。
3.3.3滑塊及工作臺撓曲變形的影響因素
折彎機的滑塊及工作臺彈性變形導致的壓力不均勻分布,會造成滑塊及工作臺撓曲變形。分析折彎機工作臺受力情況,得其上表面的變形曲線為:
從該函數(shù)可以看出,工作臺上表面變形曲線是一條四次曲線,這樣的撓曲變形就是引起工作臺壓力分布不均勻的原因。折彎機由于兩個工作缸在滑塊兩端加壓,而折彎工件的變形合力偏于中間,因此,滑塊和工作臺連同上下模一起發(fā)生撓曲變形(如圖9),使得板料沿模具刃口長度方向上各點受力不均,且因為實驗需要測量上模離開前的折彎角度,只能將板材放在折彎機的兩側(cè)進行折彎,板件受力不均勻現(xiàn)象明顯,影響折彎件角度精度。
3.3.4折彎模具的影響因素
折彎設備使用要求規(guī)定,折彎下模槽口寬度選擇,一般應為板厚的8~10倍寬。槽寬小于該范圍,會導致折彎件出現(xiàn)裂紋,嚴重時可損壞折彎設備;槽寬大于該范圍,拉伸面積變大導致折彎工件的圓角半徑較大,回彈角度增加;選擇較大圓角半徑的上模或上模磨損導致圓角半徑增大,會使彎曲變形區(qū)變大,其中彈性成分也隨之增大,卸載后回彈角度增加;模具發(fā)生變形導致刃部的直線度不均勻,造成各部分角度不一致。
3.3.5其他影響因素
a.材料表面質(zhì)量差異導致材料表面的凸起影響折彎件的角度精度。
b.從產(chǎn)品質(zhì)量證明書得知,相同材質(zhì)、厚度的板材,熔煉過程中化學成分并不完全一致,導致板材熔煉過程中化學成分差異引起屈服強度的差別,因此,對于材質(zhì)、厚度、折彎形狀及尺寸完全一致的折彎件,回彈角度并不完全一樣。
c.在折彎過程中,隨著設備工作時間的延長,機床溫度會明顯變化,機床溫度的變化會引起折彎角度的偏差。
d.在板材長度方向上,由于化學成分、內(nèi)部組織結(jié)構(gòu)和幾何形狀的變化,實際需要的折彎壓力并不完全一致,而液壓板料折彎機不能自動調(diào)整壓力并且通過壓力變化自動調(diào)整下死點位置,因此折彎件長度方向精度不一致。
e.由表1折彎角度數(shù)據(jù)可以看出,折彎工件的角度與實驗要求有一定偏差,而實際生產(chǎn)中制作出的折彎工件與圖紙尺寸相差很小,說明操作者經(jīng)驗也存有差異,即操作者調(diào)節(jié)折彎機壓力是根據(jù)經(jīng)驗調(diào)節(jié),因折彎回彈角度難以把控,所得折彎件的角度精度具有隨機性。
4.結(jié)論
通過實驗分析,總結(jié)出影響折彎件角度精度的因素有板件的材質(zhì)、厚度、折彎角度、折彎次數(shù)、力學性能、板材使用方向、板材的切斷方法、設備使用及上下模選擇情況、操作者經(jīng)驗等,在日常操作中,對折彎件的角度可根據(jù)以下幾點進行控制。
a.在圖紙設計過程中,且滿足結(jié)構(gòu)、強度、外觀要求的前提下,采用能減少折彎回彈角度的方案,如選用屈服強度較小的材料、減小折彎角度、加大彎角兩邊尺寸差等。
b.控制板材的切斷方法,首選剪板機剪切,當剪板機無法實現(xiàn)時再選擇數(shù)控仿形切割。
c.剪板或仿形排料時,加強對板材使用方向的把控,保證折彎時折彎線方向與軋制方向垂直或成45~。
d.折彎之前,可對每塊板剪下的廢料進行試折,以便對折彎壓力經(jīng)驗值進行適當調(diào)整,避免因化學成分變化導致的屈服強度變化影響折彎件的角度精度。
e.根據(jù)板材厚度選擇合適的下模槽寬和上模圓角半徑進行折彎。
f.折彎時,將斷面的光亮帶朝下,調(diào)節(jié)好壓力,一次折彎成型,避免因二次折彎影響折彎件的角度精度。
g.選擇自動化的折彎設備,要求設備具有自動計算折彎壓力、全長自動壓力控制、溫度補償、撓度補償?shù)裙δ堋?/p>
猜你喜歡
中國科技博覽(2016年18期)2016-10-19 08:43:03
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 07:09:07
商(2016年27期)2016-10-17 05:41:05
商(2016年27期)2016-10-17 04:40:12
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:45:52
