擴大自動磨尖機磨尖范圍實例探討
2015-05-07 09:48:54王學(xué)忠
機械工程師 2015年4期
關(guān)鍵詞:調(diào)試
王學(xué)忠
(哈爾濱量具刃具集團有限責(zé)任公司,哈爾濱 150040)
0 引言
我廠生產(chǎn)的直柄小麻花鉆頭分銑制、軋制兩種加工方法,軋制加工的芯厚和刃背寬的穩(wěn)定性相對銑床要好一些。因銑床設(shè)備陳舊,各部分件都已磨損,這對于手磨尖來說非常關(guān)鍵,但是我廠小軋機只有一臺,無法滿足生產(chǎn)要求,而手工磨尖的這種加工方法的技術(shù)含量要求非常高,加工技巧及加工手法都要求操作者非常熟練才能完成每天的加工數(shù)量及保證產(chǎn)品的合格率。目前我們工人的技術(shù)水平和操作熟練程度都達(dá)不到一次交檢合格率的要求。而新引進的自動磨尖機的加工范圍是從φ3~φ13,為解決小鉆頭磨鉆尖的質(zhì)量難題,我們決定對設(shè)備、工裝進行一定的修改,以擴大自動磨尖機的加工范圍到φ2.5~φ13。
1 對設(shè)備的修改
1.1 消除料管與底板的間隙
重新測繪料管與底板的間隙大小,我們根據(jù)間隙的大小決定采用焊接后銑平面的方法來消除過大的間隙,避免產(chǎn)品進入料管與底板中間,造成無法送料現(xiàn)象。
1.2 配鉆料槽與固定板的孔
重新測繪并根據(jù)產(chǎn)品的加工范圍重新配鉆料槽與固定板之間的孔,以便在更換產(chǎn)品時針對不同規(guī)格的產(chǎn)品,便于調(diào)整其對應(yīng)的不同長度。
2 工裝的修改設(shè)計
用接近的φ3規(guī)格鉆頭調(diào)試,先把工裝卡簧、導(dǎo)套、料槽安裝到機床上,并進行調(diào)試,對加工的產(chǎn)品檢查合格后,測繪卡簧、導(dǎo)套與配合件之間的距離,計算工件在料槽里的高度,記錄下來。由于φ2.5規(guī)格鉆頭的長度比φ3的長度短4 mm,如果用φ3的工裝卡簧、導(dǎo)套,把內(nèi)孔改成φ2.5的尺寸后,把卡簧、導(dǎo)套、料槽安裝到機床上,由于工件短,磨削時就會磨到導(dǎo)套架和導(dǎo)套,這就需要準(zhǔn)確計算出卡簧、導(dǎo)套的長度縮短多長時,才能保證磨削工件時砂輪磨不到導(dǎo)套架和導(dǎo)套,且還得保證夾時和送料緊均不受影響,通過記錄的尺寸計算出卡簧、導(dǎo)套縮短尺寸后還能起到原有的作用,且磨活時碰不到導(dǎo)套架和導(dǎo)套。為了保證料槽的送料不間斷,對料槽深度也進行了調(diào)整,要求料槽深度高出工件0.1~0.2 mm,把料槽的加工范圍縮小到2個規(guī)格用一組料槽見圖1。
3 調(diào)試階段
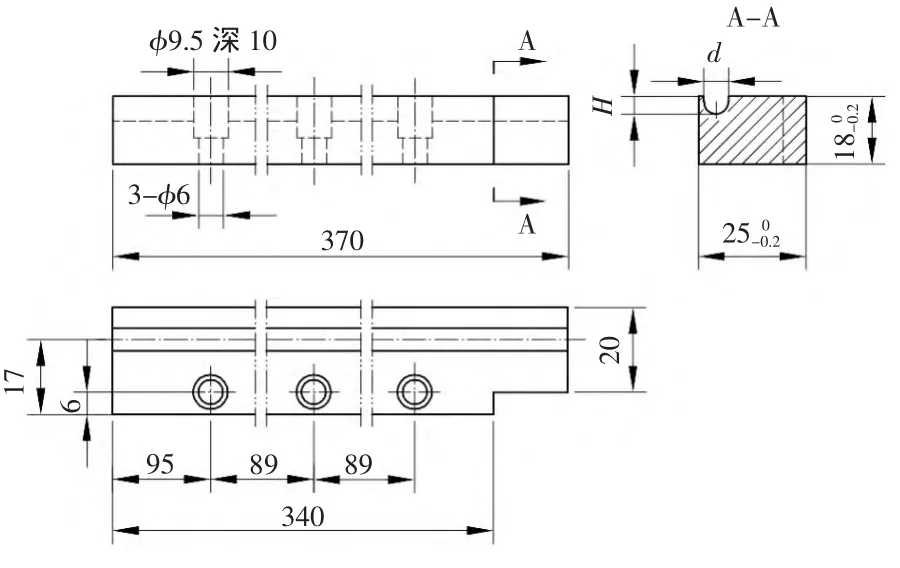
圖1
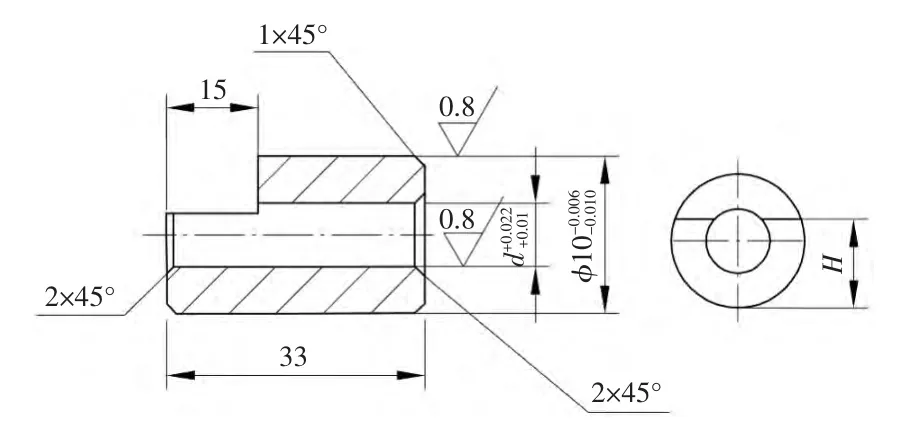
圖2
經(jīng)檢測修改后的設(shè)備達(dá)到了理想狀態(tài),檢測加工完的卡簧、導(dǎo)套及料槽等工裝,完全達(dá)到圖紙要求,開始進入調(diào)試階段,由于鉆頭太小、長度也短,這給調(diào)整增加了很大的難度,首先把卡簧、導(dǎo)套、料槽等工裝件按順序安裝到機床卡具上,調(diào)整好機床后開始試磨鉆尖,對磨出的鉆尖,經(jīng)目測觀察鉆尖的幾個角度及鉆尖的對稱度都不合格,根據(jù)鉆尖的這種現(xiàn)象我們初步分析認(rèn)為卡簧的開口槽深度較淺,由于工件小孔徑壁太厚使卡緊冒卡不住工件,磨削時工件在卡簧內(nèi)有一定的間隙使工件轉(zhuǎn)動,造成鉆尖不合格,原因找到后我們又對卡簧的開口槽進行了一定的修改,重新加工卡簧,待加工完成后安裝、調(diào)試,經(jīng)過多次的反復(fù)調(diào)整,機床達(dá)到最佳狀態(tài)后開始磨鉆尖,經(jīng)目測鉆尖的各部分角度與上次的鉆尖相比有明顯的好轉(zhuǎn),經(jīng)檢查員全面檢查,鉆尖的所有角度及儀表測量都達(dá)到了合格要求。如圖2料槽、圖3卡簧所示,經(jīng)過近兩個月跟蹤檢測,鉆尖的頂角、橫刃角、后角、表面粗糙度等都達(dá)到了合格要求。
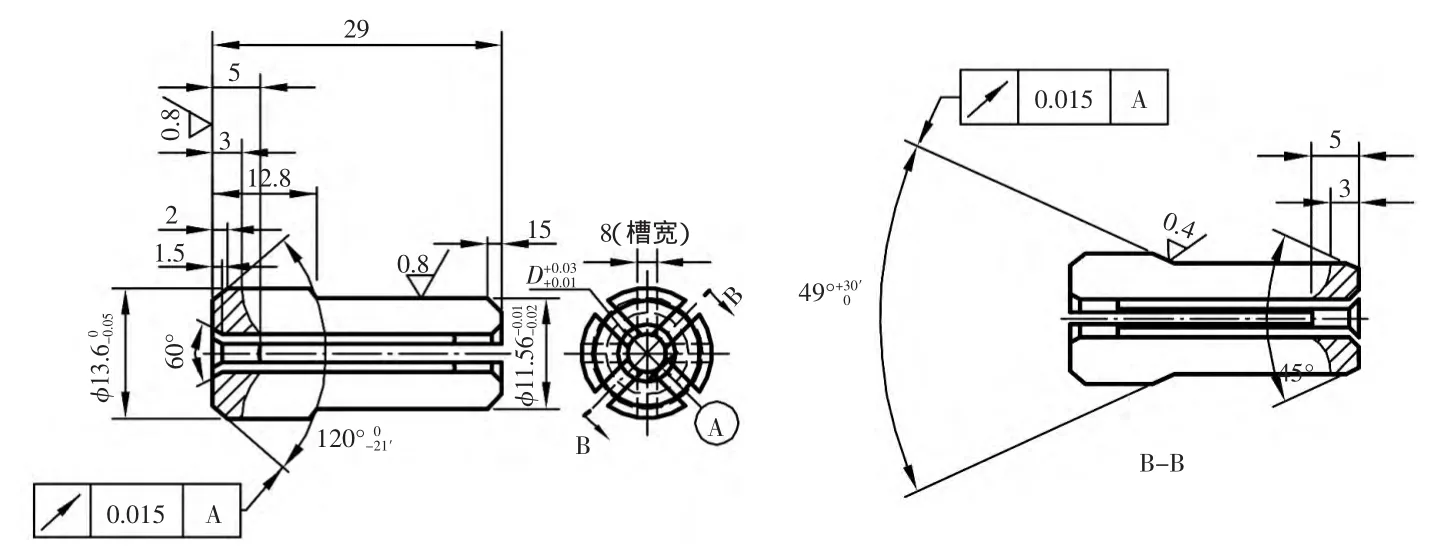
圖3
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
制造技術(shù)與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(shè)(2015年5期)2015-12-01 04:17:19
電子設(shè)計工程(2015年3期)2015-02-27 12:04:00
