上刀盤存在的問題及解決方法
2015-05-08 09:13:52中鋼集團西安重機有限公司陜西710201王軍強
金屬加工(冷加工) 2015年19期
中鋼集團西安重機有限公司 (陜西 710201) 王軍強
上刀盤是軋機碎邊剪設備上飛剪中的刀盤。刀盤的斜槽存在問題將直接影響飛剪的剪切性能。一段時間以來,針對上刀盤(見圖1)存在安裝剪刃的斜槽d角度加工不正確的問題有兩種不同的看法:一種看法是因圖樣設計有問題造成的;另一種看法是因加工方法不合適造成的。究竟是什么原因造成的呢?為了解決這個問題就必須對圖樣復審,并對機加工工藝的全過程進行分析研究,找出其問題存在的原因,提出解決方案,保證后序的加工能夠有效地控制上刀盤的機加工質量和安裝質量,圓滿完成對上刀盤斜槽的加工工作。
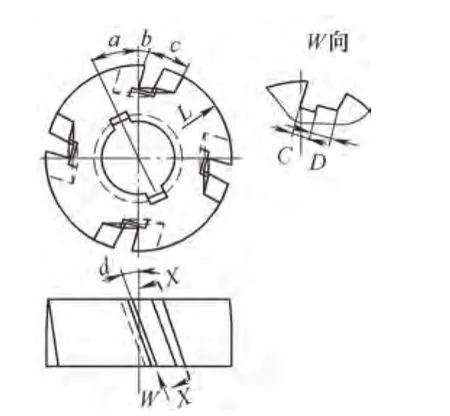
圖 1
1. 存在的問題
上刀盤在機加工后對其進行符合性檢驗時,發現C槽和D槽的傾斜角d度數不正確。明明是按圖中傾斜角d編程加工的,為什么會出現這種情況,是什么原因造成的呢?
2. 分析研究
筆者認為只能從上刀盤的圖樣的審核、設備的選型、刀具的選擇、工件的就位與定位、加工基準起點的確定和加工方法等整體機加工工藝的全過程入手,采用排除法逐項進行分析研究,找出其存在問題的原因并提出解決方法。
(1)圖樣方面。由圖1可知:該圖線條清晰,視圖投影關系正確,尺寸標注準確,沒有什么不妥之處。
(2)設備的選型。采用帶回轉工作臺的中型數控鏜床。能滿足用程序加工和分頭要求,沒有什么不妥之處。
(3)刀具的選擇。采用棒類立銑刀。能滿足同時端面銑和圓周銑的要求,沒有什么不妥之處。
(4)上刀盤的就位和定位。通過三塊等高墊塊將上刀盤水平置于數控鏜床的回轉工作臺上,用百分表按上刀盤外圓找正,調節上刀盤轉動中心線與數控鏜床回轉工作臺轉動中心線同心后定位裝夾。就位和定位方法符合加工法則中規定的準確要求,沒有什么不妥之處。
(5)E槽和F槽加工基準起點的確定(見圖2)。將回轉工作臺轉到上刀盤孔內鍵槽中心線與鏜床主軸平行的位置,移動鏜床回轉工作臺使鏜床主軸中心線與上刀盤孔內鍵槽中心線重合,將鏜床主軸向上刀盤靠近,用棒銑頭端面刃在上刀盤外圓上接觸為外圓基準,并記錄鏜床主軸坐標讀數。退出鏜床主軸。將回轉工作臺轉角度(α+β),使F左邊與鏜床主軸中心重合,移動工作臺使鏜床主軸中心線與F右邊線重合為起刀基準并記錄坐標讀數。基準起點的選擇符合可操作性的要求,沒有什么不妥之處。
(6)E槽和F槽加工。按以上基準點為起點,以(L/2-B)分步進刀,按角度d為傾斜方向,采用兩軸半方式編程,用棒銑刀加工E斜槽和F斜槽及相關A和B上面;工作臺轉90°。同理加工其余相同部位。以基準點為起點及上刀盤圖中基本尺寸數值為參數編程,按程序加工符合嚴密加工范疇,也沒有什么不妥之處。
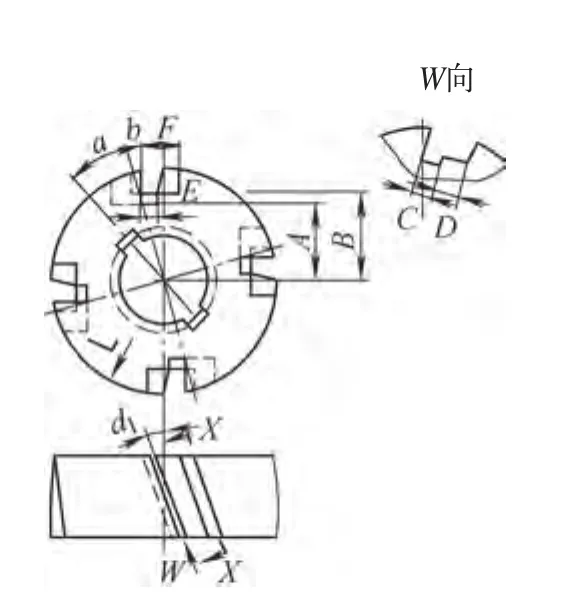
圖 2
3. 問題的發現和解決
從以上各項分析過程來看,好像是條條都有道理,但是問題畢竟存在,其原因到底處在哪里呢?困惑中筆者聯想到上下刀盤轉動剪切鋼帶的工作過程,其剪切過程類似于斜齒輪副傳動,由于斜齒輪中任何一個斜齒條在不同的位置上時,在俯視圖中投影的傾斜角度是不同的。
根據此情況,筆者通過三視圖投影原理對上刀盤圖樣進行轉動時發現,不同度數所對應的傾斜角d是不同的。這樣上述存在的問題就找到了其產生的根源。解決方法:當上刀盤按圖一位置定加工起點位置時,其傾斜角對應為d。當上刀盤按圖2位置定加工起點位置時,其為傾斜角對應為d1。按上述的加工過程只需將參數d改為參數d1編程加工即可。
4. 符合性檢驗
(1)電子測量臂檢驗:由于數控鏜床的精度等因素對加工準確度有一些影響,加工好的斜面槽是否符合設計要求,用常規方法對其進行檢驗難度很大。為保證檢驗的可靠性,本例選用精度很高的電子測量臂對各斜面槽和相隔度數進行檢驗,結果各尺寸均達到圖樣要求。
(2)實物安裝檢驗:通過在用戶現場對上刀盤和下刀盤及相關剪刃的安裝,手動和空載轉動試驗,證實上刀盤和下刀盤中的剪刃在剪切點處位置正確,滿足設計要求。
5. 結語
通過上述對上刀盤存在問題的分析,根據加工起點所處的具體位置,運用三視圖投影原理找到了產生問題的根源,重新確定傾斜角d的度數。經過重新編程、加工,到圓滿地安裝試車達到設計要求。說明了一個道理:當遇見一個復雜的問題時不要畏懼,不要退縮,要用自己掌握的科學知識給與評判,提出符合客觀實際的方式方法給以解決。
[1] 楊叔子. 機械加工工藝師手冊[M]. 北京:機械工業出版社,2006.
[2] 鄒家祥. 軋鋼機械[M]. 北京:冶金工業出版社,2000.
[3] 車洪麒,張索輝. 非標準機械設計實例詳解[M]. 北京:機械工業出版社,2011.
[4] 葉君. 實用緊固件手冊[M]. 北京:機械工業出版社,2010.
[5] 鄧小君. 機械制圖與CAD[M]. 北京:機械工業出版社,2011.
[6] 徐宏海. 數控機床刀具及其應用[M]. 北京:化學工業出版社,2010.
