利用UG NX/ Post Builder實現螺旋銑削NC程序
2015-05-08 09:14:06貴州航天天馬機電科技有限公司遵義563003蘇德軍
金屬加工(冷加工) 2015年20期
貴州航天天馬機電科技有限公司 (遵義 563003) 蘇德軍
Unigraphics NX(以下簡稱UG NX)是由美國UGS公司推出的面向制造行業的C A D/CAE/CAM高端軟件,現被德國Siemens公司收購,它是當今最先進、最流行的工業設計軟件之一。它集合了概念設計、工程設計、分析與加工制造的功能,實現了優化設計與產品生產過程的組合。該軟件的CAM系統具有刀具路徑計算速度快、碰撞和過切檢查功能完善、刀具路徑策略豐富、刀具路徑編輯功能豐富、操作過程簡單易學以及能實現多軸加工、車銑復合加工、高速加工等數控編程的優點,鑒于它強大的編程功能在全球有廣泛的用戶群。
使用NX CAM加工模塊生成刀具路徑軌跡后,其中會包含GOTO點和其他機床控制的指令信息。由于不同的機床控制系統對NC程序格式有著不同的要求(數控機床的控制器不同,所使用的NC程序格式就不一樣),這些NC刀具源文件也就不能直接被控制系統所使用,因此NX CAM中的刀具路徑軌跡必須經過處理轉換成特定的機床控制器能接受的NC程序格式,這一處理過程就是“后處理”。后處理是數控加工中一個重要的環節,其主要任務是將CAM軟件生成的加工刀位軌跡文件轉換成特定機床可接受的NC程序文件。
UG NX提供了一個性能優異的后處理工具——NX/ Post Builder。通過NX/ Post Builder圖形界面用戶可以交互方式來靈活定義建立NC程序的格式和輸出內容,以及程序頭尾、操作頭尾、換刀、循環等每一個事件的處理方式,利用它建立和機床控制系統相關的事件處理文件和事件定義文件,然后通過UG NX整合在一起,完成簡單或任意復雜機床的后處理。
因此我們可以通過修改NX/Post Builder解決實際加工中出現的各種問題,本文通過一個實例進行說明。
1. 問題復現
(1)在實際工作中經常要加工螺紋孔,通常的加工方法是:鉆完底孔后利用絲錐進行加工。這種加工方法只適用于標準小螺紋孔的加工,當螺紋孔大、螺距大、非標準時,這種加工方法就存在很大的局限性。主要表現在:①手工攻螺紋時需要很大的力量,增加操作人員的勞動強度而且勞動效率低,還容易出現爛牙和攻歪現象。②機攻時由于強力擠壓、排屑不暢,容易造成爛牙現象,甚至折斷刀具擊傷操作人員。③不同的螺紋需配置不同的刀具,刀具種類繁多,采購難度大,容易造成工期延誤,而且增加成本。④螺紋加工精度不高,影響裝配精度。
(2)鑒于上述原因,傳統加工方法不適用于這類螺紋孔的加工,需尋找一種更好的加工途徑。通過閱讀數控銑床相關控制手冊及參考數控車床加工螺紋孔的方法,發現在數控銑床上裝上數控車床加工螺紋的刀具,并編制合理的NC程序能夠實現此類螺紋孔的加工,而且能有效地避免傳統加工方法存在的缺點。但在實踐過程中發現UG CAM自帶的后處理生成的螺紋加工NC程序是將螺旋線打斷成許多細小的直線,以細小直線組合趨近于螺旋線,程序代碼以G01的方式出現。下面以某型號一個零件加以說明,零件如圖1所示。
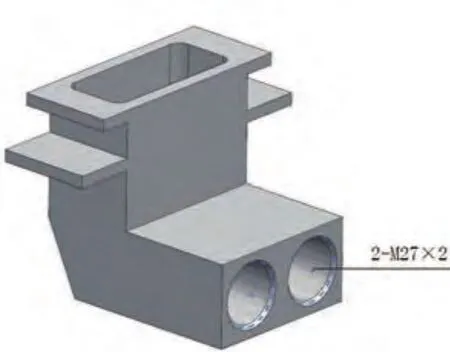
圖 1
該零件要加工兩個M27×2螺紋孔,在UC CAM模塊中編制好程序后(見圖2),用UG CAM自帶的后處理文件生成螺紋加工程序。

圖 2
程序如下:
%
O0001
N1 G21
N2 G17 G40 G49 G80
N3 G00 G90 G54
N4 S3000 M04
N5 G00 X-17.5 Y0.0
N6 Z20.
N7 Z0.0
N8 G01 X-15.55 F1200
N9 X-12.55
N10 X-12.557 Y-.281 Z-.018
N11 X-12.581 Y-.561 Z-.036
N12 X-12.621 Y-.84 Z-.054
N13 X-12.676 Y-1.116 Z-.072
N14 X-12.747 Y-1.388 Z-.09
N15 X-12.834 Y-1.656 Z-.109
N16 X-12.936 Y-1.918 Z-.127
N17 X-13.052 Y-2.174 Z-.145
N18 X-13.182 Y-2.423 Z-.163
N19 X-13.327 Y-2.664 Z-.181
N20 X-13.485 Y-2.897 Z-.199
N21 X-13.656 Y-3.12 Z-.217
N22 X-13.84 Y-3.334 Z-.235
N23 X-14.035 Y-3.536 Z-.253
N24 X-14.241 Y-3.727 Z-.271
N25 X-14.458 Y-3.906 Z-.289
N26 X-14.685 Y-4.073 Z-.307
N27 X-14.921 Y-4.226 Z-.326
N28 X-15.165 Y-4.366 Z-.344
N29 X-15.417 Y-4.491 Z-.362
N30 X-15.675 Y-4.602 Z-.38
N31 X-15.94 Y-4.699 Z-.398
N32 X-16.209 Y-4.78 Z-.416
N33 X-16.482 Y-4.845 Z-.434
……
N2322 X14.458 Y-3.906 Z-20.711
N2323 X14.241 Y-3.727 Z-20.729
N2324 X14.035 Y-3.536 Z-20.747
N2325 X13.84 Y-3.334 Z-20.765
N2326 X13.656 Y-3.12 Z-20.783
N2327 X13.485 Y-2.897 Z-20.801
N2328 X13.327 Y-2.664 Z-20.819
N2329 X13.182 Y-2.423 Z-20.837
N2330 X13.052 Y-2.174 Z-20.855
N2331 X12.936 Y-1.918 Z-20.873
N2332 X12.834 Y-1.656 Z-20.891
N2333 X12.747 Y-1.388 Z-20.91
N2334 X12.676 Y-1.116 Z-20.928
N2335 X12.621 Y-.84 Z-20.946
N2336 X12.581 Y-.561 Z-20.964
N2337 X12.557 Y-.281 Z-20.982
N2338 X12.55 Y0.0 Z-21.
N2339 X15.55 F200.
N2340 X17.5
N2341 G00 Z20.
N2342 M05
N2343 M09
N2344 M30
%
如圖3所示,通過C I M C O Edit V5數控仿真軟件演示可以看到該NC程序的走刀路徑是以螺旋線的形式出現。
但檢查程序發現該后處理將螺旋線打斷成許多細小的直線,以細小直線組合趨近于螺旋線,程序代碼以G01的方式出現,這種處理方式不僅程序代碼長(有2 344行),而且加工精度差,不是最佳的處理方法。最佳的處理方法為(在XY平面內):
G17 G02(G03)X__Y__Z__I__J__
X__Y__Z__I__J__
X__Y__Z__I__J__
……
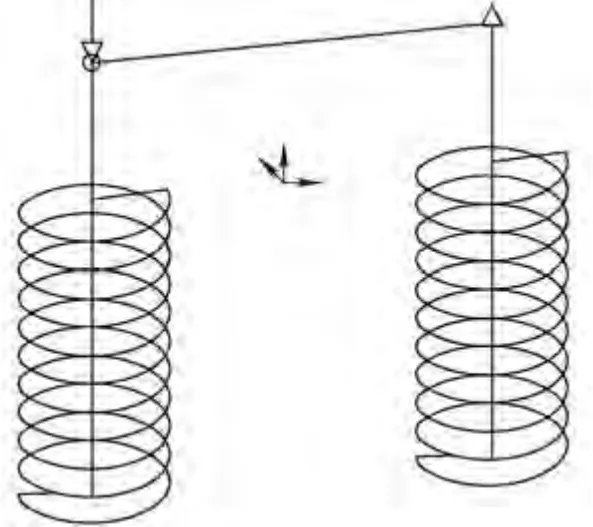
圖 3
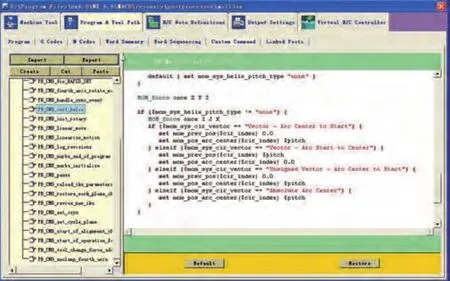
圖 4
2. 解決方法
(1)根據前面的敘述可以知道,通過修改NX/ Post Builder能夠解決實際加工中出現的各種問題,通常利用NX/ Post Builder圖形界面,用戶能夠定制生成符合機床控制系統要求的程序代碼,但有些機床控制系統比較特殊或者有些程序代碼比較特殊,普通的NX/ Post Builder生成的后處理不能滿足要求。這時必須利用custom command(用戶自定義命令)來處理這些特殊情況,以生成符合條件的數據格式。
(2)由于螺旋線的程序代碼比較特殊,需利用TCL語言構建程序建立custom command(用戶自定義命令)解決問題。
首先,如圖4所示,在program & tool parh→custom command子選項卡下建立一個名稱為PB_CMD_init_helix的用戶自定義命令,并用TCL語言構建程序進行判斷和輸出螺旋線程序代碼。
構建的程序如下:
uplevel #0 {
set mom_sys_helix_pitch_type
“rise_radian”
set mom_kin_helical_arc_output_mode FULL_CIRCLE
MOM_reload_kinematics
proc MOM_helix_move { } {
global mom_pos_arc_plane
global mom_sys_cir_vector
global mom_sys_helix_pitch_type
global mom_helix_pitch
global mom_prev_pos mom_pos_arc_center
global PI
switch $mom_pos_arc_plane {
XY { MOM_suppress once K ;set cir_index 2 }
YZ { MOM_suppress once I ; set cir_index 0 }
ZX { MOM_suppress once J ; set cir_index 1 }
}
switch $mom_sys_helix_pitch_type {
none { }
rise_revolution { set pitch$mom_helix_pitch }
rise_radian { set pitch [expr$mom_helix_pitch / ($PI * 2.0)]}
other {
}
default { set mom_sys_helix_pitch_type “none” }
}
MOM_force once X Y Z
if {$mom_sys_helix_pitch_type !=“none”} {
MOM_force once I J K
if {$mom_sys_cir_vector ==“Vector - Arc Center to Start”} {
set mom_prev_pos($cir_index)0.0
set mom_pos_arc_center($cir_index) $pitch
} elseif {$mom_sys_cir_vector== “Vector - Arc Start to Center”} {
set mom_prev_pos($cir_index)$pitch
set mom_pos_arc_center($cir_index) 0.0
} elseif {$mom_sys_cir_vector== “Unsigned Vector - Arc Center to Start”} {
set mom_prev_pos($cir_index)0.0
set mom_pos_arc_center($cir_index) $pitch
} elseif {$mom_sys_cir_vector== “Absolute Arc Center”} {
set mom_pos_arc_center($cir_index) $pitch
}
}
MOM_do_template circular_move
} ;
} ;
其次,如圖5所示,將定義好的用戶命令PB_CMD_init_helix添加到start of program標記中。當Post Builder處理過程中發現程序有螺旋加工事件,便會以用戶命令PB_CMD_init_helix指定好的模式進行輸出。
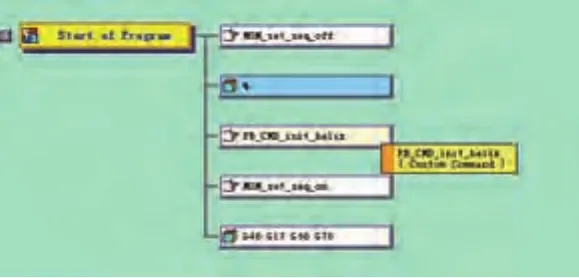
圖 5
(3)經過修改Post Builder后,再將圖1所示零件進行后處理輸出,得到如下程序:
%
O0001
N1 G21
N2 G17 G40 G49 G80
N3 G00 G90 G54
N4 S3000 M04
N5 G00 X-17.5 Y0.0
N6 Z20.
N7 Z0.0
N8 G01 X-15.55 F1200
N9 X-12.55
N10 G17 G02 X-12.55 Y0.0 Z-2.I-4.95 J0.0
N11 X-12.55 Y0.0 Z-4. I-4.95 J0.0
N12 X-12.55 Y0.0 Z-6. I-4.95 J0.0
N13 X-12.55 Y0.0 Z-8. I-4.95 J0.0
N14 X-12.55 Y0.0 Z-10. I-4.95 J0.0
N15 X-12.55 Y0.0 Z-12. I-4.95 J0.0
N16 X-12.55 Y0.0 Z-14. I-4.95 J0.0
N17 X-12.55 Y0.0 Z-16. I-4.95 J0.0
N18 X-12.55 Y0.0 Z-18. I-4.95 J0.0
N19 X-12.55 Y0.0 Z-20. I-4.95 J0.0
N20 X-22.45 Y0.0 Z-21. I-4.95 J0.0
N21 G01 X-19.45
N22 X-17.5
N23 G00 Z20.
N24 X17.5
N25 Z0.0
N26 G01 X19.45 F0.0
N27 X22.45
N28 G02 X22.45 Y0.0 Z-2. I-4.95 J0.0
N29 X22.45 Y0.0 Z-4. I-4.95 J0.0
N30 X22.45 Y0.0 Z-6. I-4.95 J0.0
N31 X22.45 Y0.0 Z-8. I-4.95 J0.0
N32 X22.45 Y0.0 Z-10. I-4.95 J0.0
N33 X22.45 Y0.0 Z-12. I-4.95 J0.0
N34 X22.45 Y0.0 Z-14. I-4.95 J0.0
N35 X22.45 Y0.0 Z-16. I-4.95 J0.0
N36 X22.45 Y0.0 Z-18. I-4.95 J0.0
N37 X22.45 Y0.0 Z-20. I-4.95 J0.0
N38 X12.55 Y0.0 Z-21. I-4.95 J0.0
N39 G01 X15.55.
N40 X17.5
N41 G00 Z20.
N42 M05
N43 M09
N44 M30
%
可以看出該NC程序滿足要求,并有如下優點:①程序代碼短只有44行,修改以前有2 344行,大大的節約了機床的存貯空間。②程序以螺旋運動的模式輸出,加工精度得到很大的提高。③程序簡潔便于檢查,提高了程序的可靠性。
3. 結語
當機床控制系統比較特殊或者程序代碼比較特殊時(如螺旋加工模式),可以利用TCL語言構建程序建立custom command(用戶自定義命令)來處理這些特殊情況,以產生符合條件的數據格式。
[1] 張磊. UG NX6.0后處理技術培訓教程[M]. 北京:清華大學出版社,2009.
猜你喜歡
今日農業(2020年20期)2020-12-15 15:53:19
人大建設(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
能源(2016年10期)2016-02-28 11:33:30
中國衛生(2015年3期)2015-11-19 02:53:32
