雙絲間距對Q690E高強鋼雙絲MAG焊低溫韌性的影響
2015-05-09 00:56:08陸漢忠張華軍
造船技術 2015年5期
關鍵詞:焊縫
陸漢忠, 張華軍, 劉 亮, 盛 凱
(1.上海振華重工(集團)股份有限公司, 上海 200125;2.上海海工裝備智能焊接制造工程技術研究中心, 上海 200125)
雙絲間距對Q690E高強鋼雙絲MAG焊低溫韌性的影響
陸漢忠1, 張華軍1, 劉 亮2, 盛 凱2
(1.上海振華重工(集團)股份有限公司, 上海 200125;2.上海海工裝備智能焊接制造工程技術研究中心, 上海 200125)
針對海上鉆井平臺樁腿用厚板低合金高強鋼Q690E,采用高效機器人雙絲MAG焊接系統(tǒng),通過溫度場數值模擬以及焊縫區(qū)微觀組織觀察分析,對不同雙絲間距條件下的Q690E高強鋼機器人雙絲MAG焊焊縫區(qū)低溫韌性進行研究。結果表明:當雙絲間距為15 mm時,焊縫區(qū)組織以先共析鐵素體和針狀鐵素體為主,低溫韌性最好。
雙絲MAG焊 低溫韌性 雙絲間距 Q690E高強鋼
1 前言
低合金高強鋼Q690E因其優(yōu)良的強韌性匹配被廣泛應用到海洋平臺樁腿、鍋爐和船舶的使用上。然而,由于Q690E高強鋼合金元素較多,碳當量較大,鋼的焊接性較差。由于Q690E高強鋼焊縫區(qū)低溫韌性要求很高,對焊接方法和焊接工藝參數的要求也很高,因此國內海洋平臺樁腿用Q690E鋼的焊接大多還是采用手工焊和半自動焊。這易導致焊接效率低下,工人勞動強度較大,海工平臺建造周期漫長,建造成本居高不下。為此,探索自動化程度及焊接效率更高的機器人雙絲MAG焊在海工裝備厚板焊接上的應用具有十分重要的意義。
本文針對海洋鉆井平臺樁腿齒條板與半圓板的焊接,采用TANDEM型機器人雙絲MAG焊,探究了不同的雙絲間距對Q690E焊縫區(qū)組織和低溫韌性的影響。
2 試驗材料和方法
試驗母材為低合金高強鋼Q690E,填充材料為MG-S88A實心焊絲,焊絲直徑為φ1.2 mm,保護氣體分別為80%Ar+20%CO2。母材和焊材的化學成分及力學性能如表1和表2所示。焊接試板尺寸為:50 mm×200 mm×500 mm,坡口形式如圖1所示。預熱溫度150 ℃,層間溫度控制在160±10 ℃。焊后在250 ℃下保溫90 min進行后熱處理。

表1 母材與焊絲化學成分

表2 母材與焊絲力學性能
焊接方法為機器人雙絲MAG焊,焊接設備為TANDEM型機器人雙絲MAG焊試驗系統(tǒng)。該系統(tǒng)有兩臺完全獨立的AB500電源,兩焊絲相互隔離,焊絲間距為20 mm。焊接試樣采用10 mm×10 mm×55 mm 夏比V型缺口沖擊試樣進行-40℃低溫沖擊試驗,缺口開在焊縫中心,取樣位置在焊接試板1/2厚度處。試驗設備為JB-300B沖擊試驗機。焊接工藝參數如表3所示。
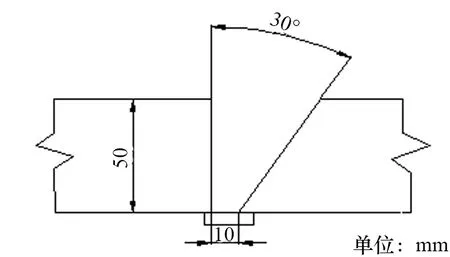
圖1 坡口示意圖
表3 焊接工藝參數

組別雙絲間距(mm)I先行極(A)U先行極(V)I后行極(A)U后行極(V)焊接速度(mm·s-1)熱輸入(kJ·mm-1)110300292502881.96215300292502881.96320300292502881.96
3 溫度場數值模擬
3.1 定義材料物理性能參數
焊接過程溫度場的變化有一個比較大的變化范圍,跨度從常溫到遠高于材料熔點的溫度。材料的物理性能參數一般是隨溫度變化呈連續(xù)變化的曲線,本文所涉及的Q690E各種性能參數如圖2所示[1,2]。
3.2 溫度場計算結果
圖3為基于ABAQUS有限元分析軟件計算出的不同焊絲間距的雙絲焊溫度場云圖。圖中灰色部分為溫度在1 450℃以上的區(qū)域,代表熔池的形狀和大小。對比圖3 (a)、(b)、(c)和(d)不難發(fā)現(xiàn), 隨著雙絲焊兩絲間距的增加,焊接熔池形狀發(fā)生了很大的變化。當兩絲間距大于20 mm時,兩根焊絲所形成的熔池中部發(fā)生凹陷,表明兩根焊絲所形成的熔池有相互分離的趨勢。當兩絲間距為25 mm時,熔池被嚴重拉長,中部凹陷比較嚴重,能夠清楚地看到兩個熔池各自的形態(tài)。
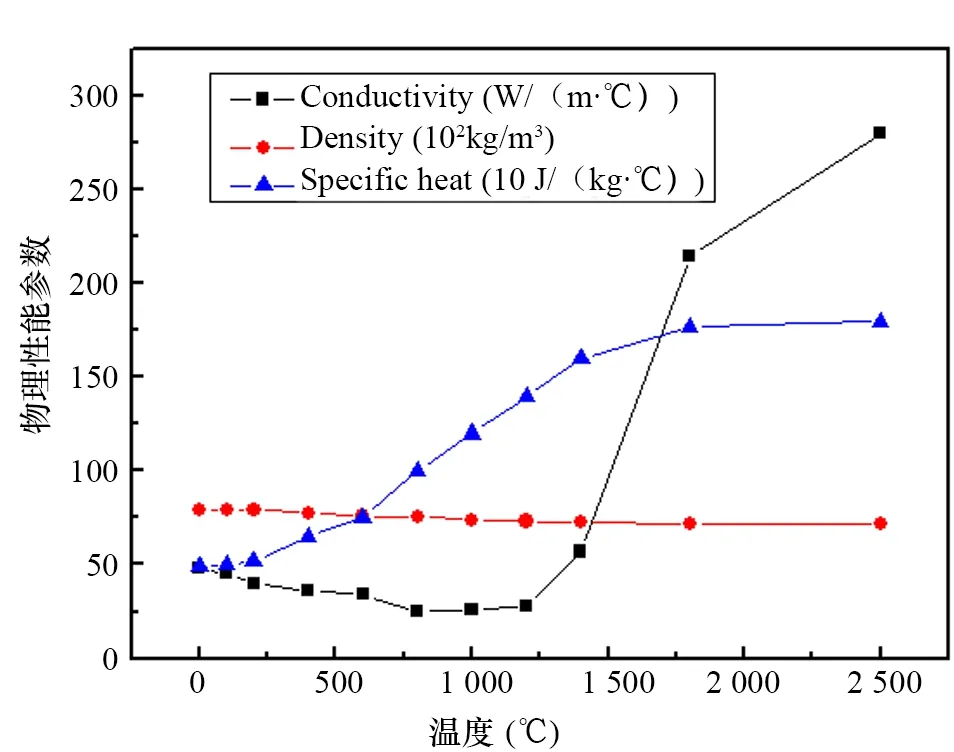
圖2 Q690E鋼主要熱物理性能參數
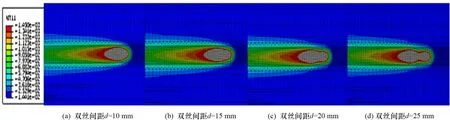
圖 3 雙絲焊溫度場云圖
圖4為雙絲焊焊縫中心同一取樣點處的熱循環(huán)曲線圖。由圖可知,焊絲間距對雙絲焊焊縫中心熱循環(huán)曲線有很大的影響。當兩焊絲間距很小,小于15 mm時,焊縫中心熱循環(huán)曲線與單絲焊相同,只有一個峰值溫度。而當焊絲間距增大時,焊縫中心出現(xiàn)了兩個峰值溫度。對應雙絲焊的前后焊絲經過時各出現(xiàn)了一次峰值溫度。其中后焊絲經過時的峰值溫度高于前絲。同時,隨著焊絲間距的增大,焊縫中心峰值溫度出現(xiàn)的時間點右移,說明焊縫高溫停留時間增大,必然會對焊縫中心組織性能產生影響。
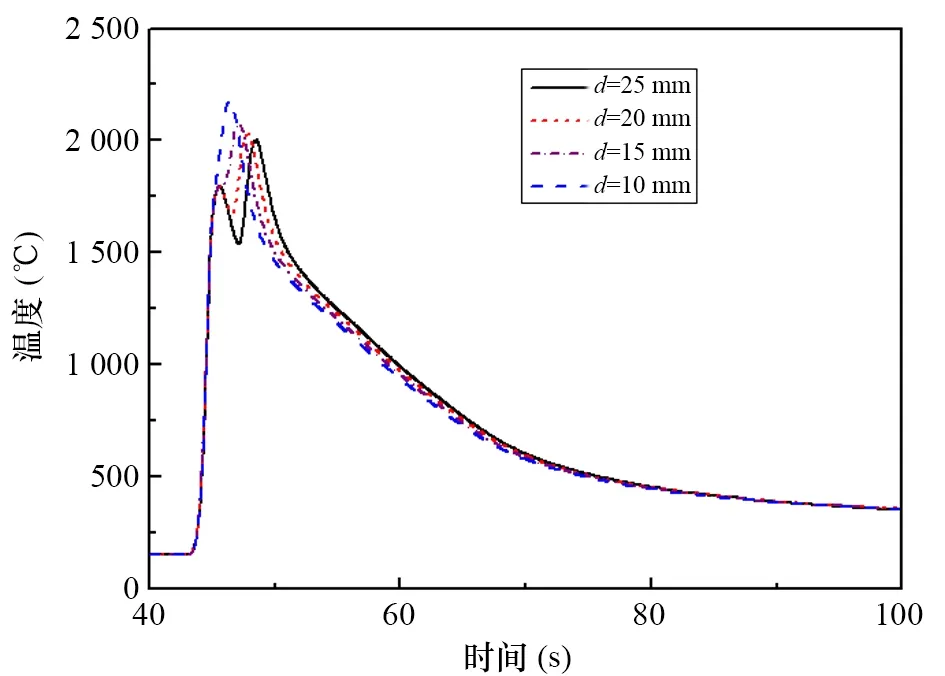
圖4 焊縫中心熱循環(huán)曲線
4 試驗結果與分析
4.1 力學性能
圖5為相同焊接工藝參數條件下,不同雙絲間距所得焊縫中心相同位置處的-40℃低溫沖擊功值。由圖可知,在其他工藝參數不變的條件下,當雙絲間距為10 mm時,5個低溫沖擊功的平均值最低,且低溫沖擊韌性很不穩(wěn)定;當雙絲間距為20 mm時,平均沖擊值大于70 J,小于75 J;當雙絲間距為15 mm時,焊縫區(qū)低溫韌性最好,平均-40℃低溫沖擊值大于80 J,且焊縫區(qū)低溫韌性穩(wěn)定性好。分析認為,當雙絲間距過小時,焊接過程中兩電弧之間必然會因電磁干擾而產生相互影響[3]。最終導致焊縫區(qū)低溫韌性不好,且不穩(wěn)定。當雙絲間距過大時,焊接過程中熔池被拉長,焊縫區(qū)金屬高溫停留時間增加,這也不利于低溫韌性的提高[4]。

圖5 不同雙絲間距對焊縫中心低溫沖擊功的影響
4.2 微觀組織
如圖6所示為相同的焊接工藝參數條件下,不同焊絲間距所得機器人雙絲MAG焊焊縫區(qū)典型微觀組織圖。
由圖6(a)可知,當雙絲間距為10 mm時,焊縫區(qū)組織以先共析鐵素體、針狀鐵素體和粒狀貝氏體為主,先共析鐵素體所占比例較大,且組織不均勻。當雙絲間距為15 mm時,焊縫區(qū)組織以先共析鐵素體、針狀鐵素體為主,含有少量貝氏體組織,雜亂生長且非常細小的針狀鐵素體所占比例明顯增大, 如圖6(b)所示。而針狀鐵素體組織由于它本身尺寸不等,彼此交錯分布,且相互之間晶界角度較大,能夠阻止裂紋擴展,因此韌性最佳[5]。由圖6(c)可知,當雙絲間距增大到20 mm時,焊縫區(qū)組織以先共析鐵素體和側板條鐵素體為主,鐵素體沿境界析出,側板條鐵素體特征非常明顯,且所占比例較大。先共析鐵素體位于原奧氏體晶界處,呈不均勻的網狀或薄而細的條狀鐵素體; 側板條鐵素體的鐵素體板條沿原奧氏體晶界整齊地向晶內生長,同時因高溫停留時間較長,冷卻速度緩慢而長得很大。由于先共析鐵素體和側板條鐵素體內部位錯密度較低,扭曲也不嚴重[6],因此低溫韌性相比于針狀鐵素體較低。
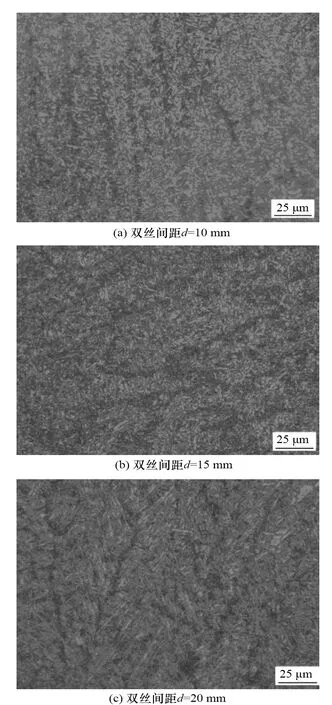
圖6 焊縫區(qū)顯微組織圖
綜上分析可知,當雙絲間距過小,小于10 mm時,焊接過程中兩電弧相互干擾嚴重,焊縫區(qū)組織不均勻,以先共析鐵素體和粒狀貝氏體為主,低溫韌性較差且波動較大;當兩絲間距過大,大于20 mm時,焊接過程中熔池拉長,焊縫區(qū)金屬高溫停留時間增長,焊縫區(qū)組織以先共析鐵素體和側板條鐵素體為主,低溫韌性開始降低。當雙絲間距為15 mm時,焊縫區(qū)組織以針狀鐵素體為主,低溫韌性最佳。
5 結論
(1) 針對Q690E低合金高強鋼機器人雙絲MAG焊,當雙絲間距為15 mm時,焊縫區(qū)組織以針狀鐵素體為主,低溫韌性最好。
(2) 機器人雙絲MAG焊,當兩絲間距小于10 mm時,焊接過程中兩電弧相互干擾,焊縫區(qū)低溫韌性較差。當兩絲間距大于20 mm時,焊縫金屬高溫停留時間增加,焊縫區(qū)以先共析鐵素體和側板條鐵素體為主,低溫韌性降低。
[1] FENG Z. A computational analysis of thermal and mechanical conditions for weld metal solidification cracking[J]. Welding Research Abroad, 1996, 42(3): 34-41.
[2] 孟曉輝. 液壓支架頂梁焊接變形控制研究[D].鎮(zhèn)江:江蘇科技大學, 2012.
[3] 文元美, 黃石生, 吳開源,等. 雙絲脈沖 MAG 焊兩種電流相位關系的焊接行為分析[J]. 焊接學報, 2010, 31(1): 59-66.
[4] 狄國標. 高強度海洋平臺用鋼的強韌化機理研究及產品開發(fā)[D].沈陽:東北大學,2010.
[5] 翟占江. 熱輸入對X80 焊縫金屬低溫沖擊性能的影響[J].金屬鑄鍛焊技術,2011,1:146-149.
[6] 張德勤. 微合金鋼焊縫金屬中針狀鐵素體形成機理的研究[D].天津:天津大學,2000.
Effects of Wire Spacing on Low-temperature Toughness of Q690E HSLA Steel with Tandem Arc MAG Welding
LU Han-zhong1, ZHANG Hua-jun1, LIU Liang2, SHENG Kai2
(1.Shanghai Zhenhua Heavy Industries Company Limited, Shanghai 200125, China;2. Shanghai Engineering Research Center of Marine Equipment Intelligent Welding, Shanghai 200125, China)
Aimed at high strength low alloy steel Q690E thick plate of offshore drilling platform, adopting efficient tandem arc MAG welding robot system, the low temperature toughness of weld zone in different distance between welding wires of high strength steel Q690E has been studied through the numerical simulation of temperature field and microstructure observation analysis. The results show that when the wire spacing is 15 mm, the microstructure of the weld is based on primary ferrite and acicular ferrite, the low temperature toughness is best.
Tandem arc MAG welding Low-temperature toughness Distance between wires Q690E high strength steel
陸漢忠(1975-),男,高級工程師。
TG457
A
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07