Y型坡口免清根埋弧焊接法研究
2015-05-09 00:56:09王占沖吳義元茅洪華
造船技術 2015年5期
關鍵詞:焊縫
王占沖, 吳義元, 茅洪華
(上海振華重工機械配套有限公司, 上海 201913)
Y型坡口免清根埋弧焊接法研究
王占沖, 吳義元, 茅洪華
(上海振華重工機械配套有限公司, 上海 201913)
為改善埋弧焊的工作環境和提高生產效率,提出了Y型坡口免清根埋弧焊接法。運用實心焊絲氣體保護焊進行打底焊接,埋弧焊填充蓋面論證了Y型坡口四種免清根試驗方案。結果表明,無間隙、有間隙正面打底和有間隙反面打底焊接的焊縫成形良好,接頭具有較高的抗拉強度和良好的韌性,而無間隙反面打底焊接出現未焊透現象。
Y型坡口 免清根 埋弧焊
1 引言
埋弧焊在焊接生產中是一種重要的焊接方法,由于具有焊接質量穩定、勞動條件好和焊接過程易實現自動化等優點而被廣泛的應用于壓力容器、箱型梁柱、船舶以及管段等重要的鋼結構制造業中。目前中厚板埋弧焊工序主要是手工電弧焊打底—正面埋弧焊—反面碳弧氣刨清根—反面埋弧焊。反面碳弧氣刨清根不僅增加焊接生產周期和焊材成本,同時還會產生粉塵煙霧、噪音弧光等污染,惡化勞動環境[1~4]。因此免清根埋弧焊接法得到了廣大學者的關注和研究。丁林等[5]研究了中厚板免清根全熔透埋弧焊技術,實現了16 mm厚的I型坡口和25 mm厚的V型坡口的不清根焊接,效果良好。張勝男等[6]研究了坡口、間隙和工藝參數等對埋弧焊免清根免打底焊接的影響,結果表明免清根免打底埋弧焊技術是可以實現的,具有很好的經濟效益和社會效益。黃紅雨等[7]研究了I型坡口大間隙不清根埋弧焊技術,正面實心焊絲打底,正面小電流埋弧焊,背面大電流埋弧焊可以實現大間隙不清根埋弧焊。
在此基礎上,本文進行了Y型坡口免清根埋弧焊接法的研究,并對接頭的成形和性能進行了分析。
2 試驗材料及方法
2.1 試驗材料
試驗采用的材料為ASTMA709-50-2(Q345B)低合金鋼,化學成分如表1所示,規格為20 mm×200 mm×1 200 mm。試驗采用氣體保護焊設備的型號為YD-500CL,埋弧焊設備的型號為ZD5-1 250 B。填充金屬分別為AWSA5.18ER70S-6(Φ1.2 mm)和AWSA5.17EH14(Φ4.8 mm),氣體保護焊采用Ar(80%)+CO2(20%)混合氣體,氣流量為22 L/min,焊劑為CHF101,焊絲伸出長度分別為15 mm(GMAW)和20 mm(SAW),焊接位置均為平焊。
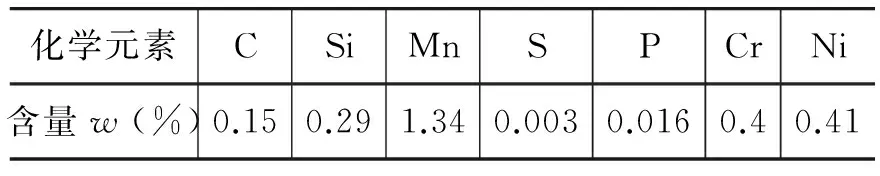
表1 Q345B化學成分
2.2 試驗方法
本次試驗采用實心焊絲氣保焊打底和埋弧焊填充蓋面。分四種方案進行,分別為無間隙和有間隙正面打底焊接;無間隙和有間隙反面打底焊接。焊接示意圖如圖1所示,試驗方案1、2的焊接工藝參數如表2所示,試驗方案3、4的焊接工藝參數如表3所示。
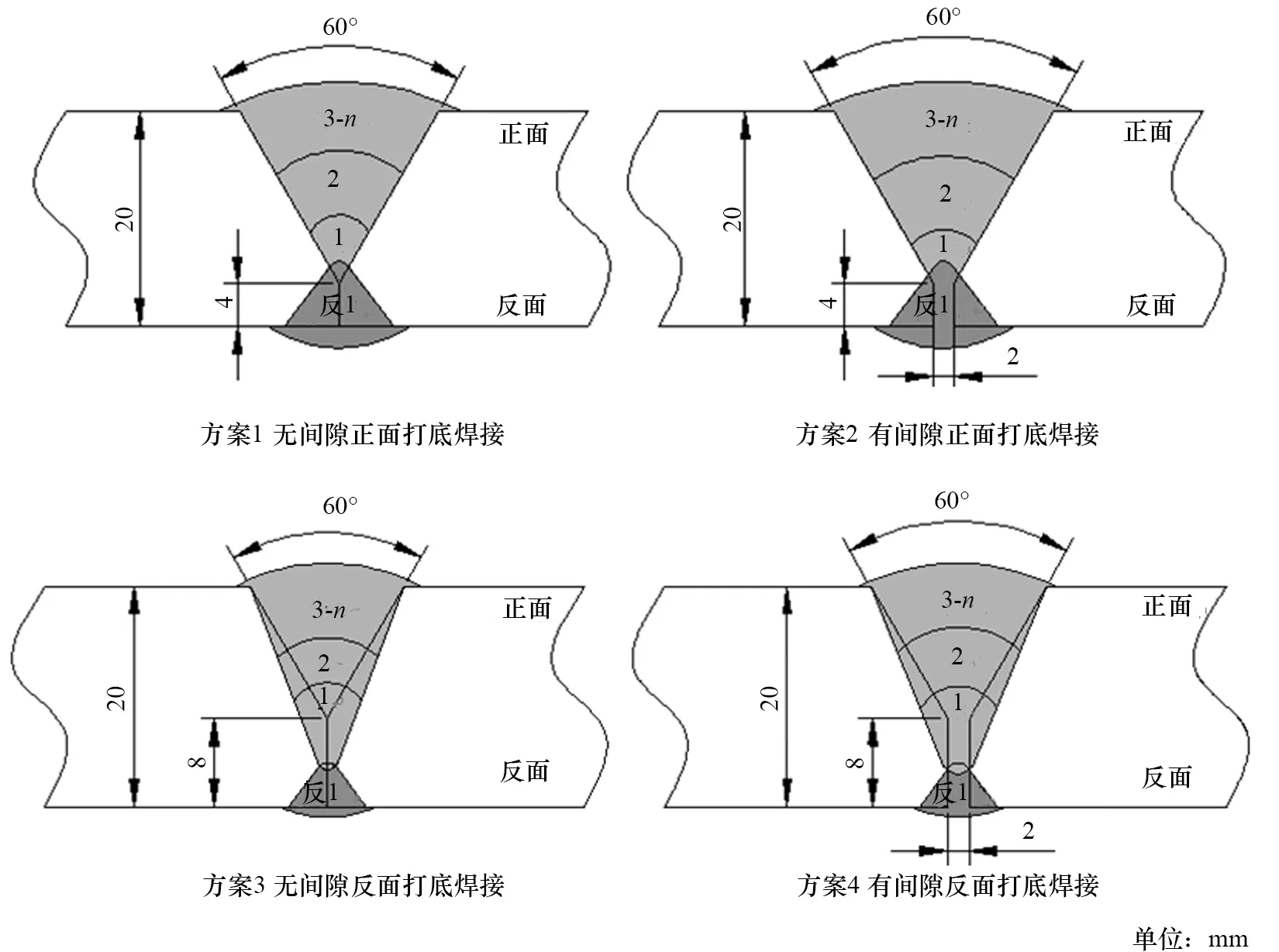
圖1 焊接示意圖
表2 方案1、2的焊接工藝參數
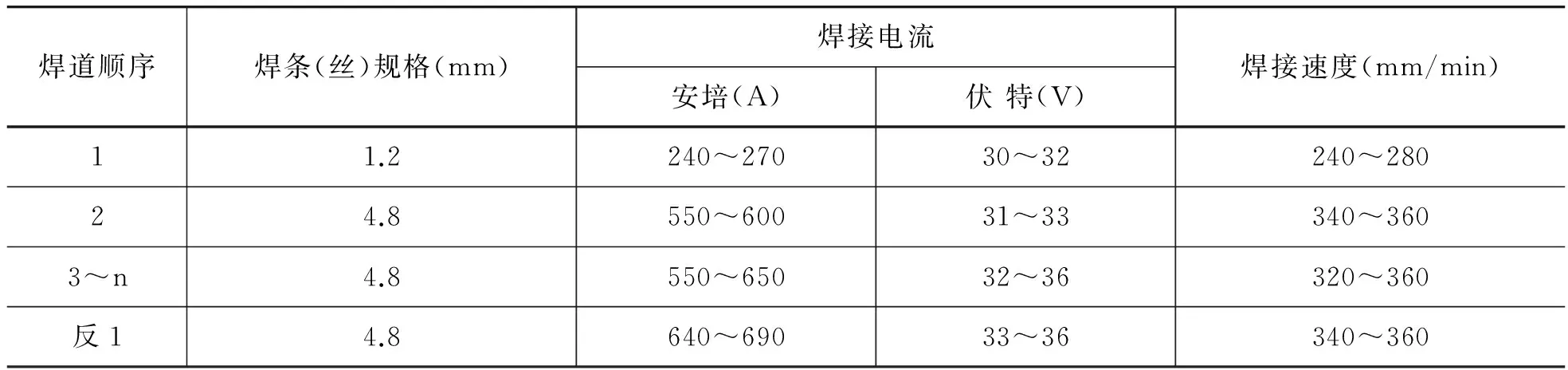
焊道順序焊條(絲)規格(mm)焊接電流安培(A)伏特(V)焊接速度(mm/min)11.2240~27030~32240~28024.8550~60031~33340~3603~n4.8550~65032~36320~360反14.8640~69033~36340~360
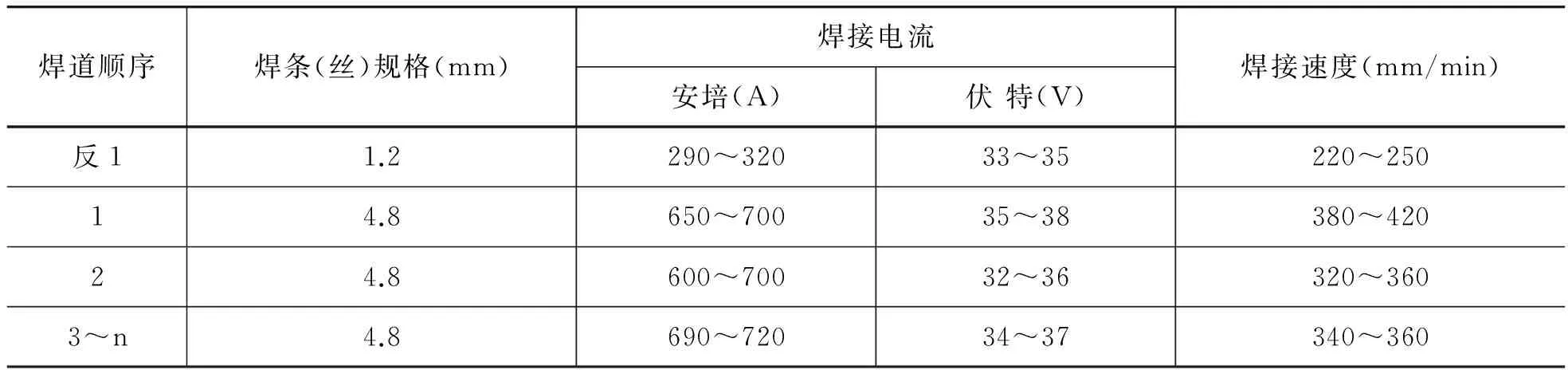
表3 方案3、4的焊接工藝參數
3 焊縫形貌分析
3.1 焊縫表面形貌
圖2為四種焊接方案焊接完成的表面形貌。由圖可以看出,焊縫表面成形均良好,但焊縫兩端的成形較差,出現弧坑,這是因為焊縫兩端沒有加引弧板和熄弧板。
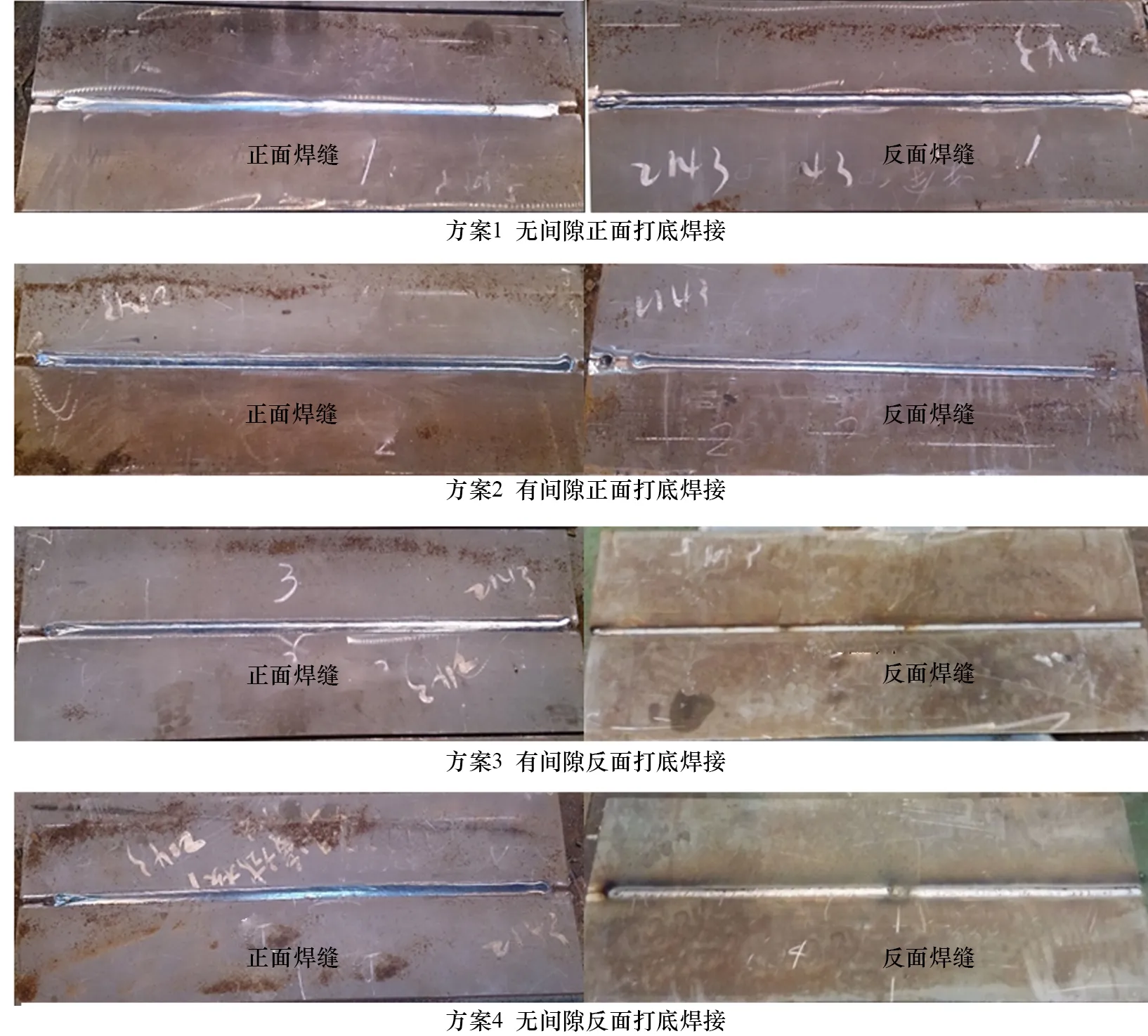
圖2 焊縫表面形貌
3.2 熔池形貌
圖3為四種方案焊縫的熔池形貌。由圖可以看出,方案1、2和4均已焊透,方案3未焊透,且留有間隙的熔池成形較好,重疊面積也較大。
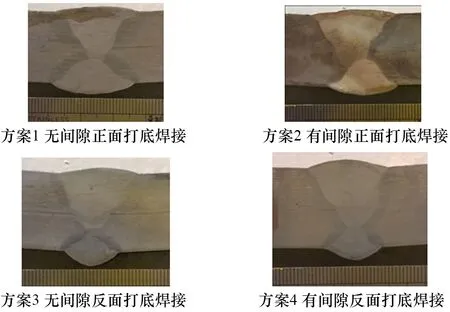
圖3 熔池形貌
分析認為,無間隙焊接時,打底焊接熔深較小,且正面第一道埋弧焊的電弧大部分是在坡口兩側燃燒,熱量分散,熔深較淺,出現未焊透。留有間隙后埋弧焊的電弧主要集中在焊趾處燃燒,增加熔深,改善焊縫成形,增加重疊面積,提高焊接質量。
4 焊縫性能分析
4.1 無損檢測分析
表4為焊接接頭100%的UT和RT檢測結果。由檢測結果可以看出,方案1、2和4均合格,方案3在距離反面4 mm處未焊透。分析認為,無間隙焊接時,埋弧焊熱量分散不能集中加熱焊趾部位,熔深達不到熔透要求,出現未焊透。
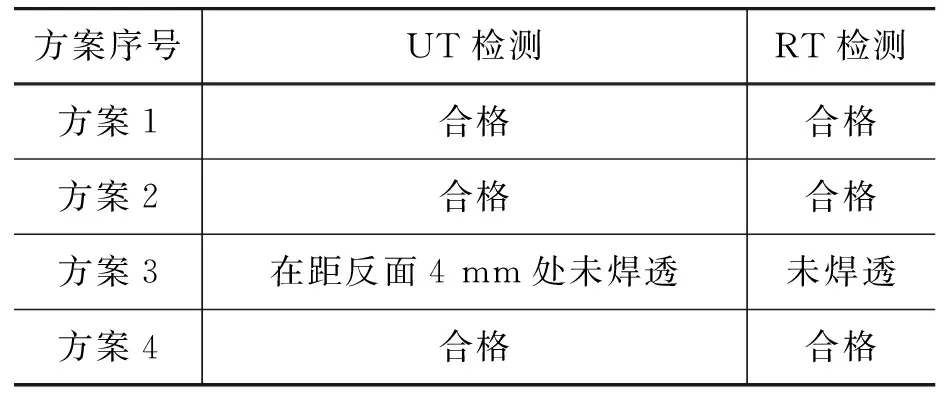
表4 無損檢測結果
4.2 拉伸與彎曲試驗
表5 為焊接接頭的拉伸試驗結果。從表中可以看出,方案1、2和4的斷裂位置均為母材,表明焊接接頭的抗拉強度高于母材,焊接質量較好。由于方案3未焊透,斷裂位置為焊縫,且抗拉強度較低,焊接質量較差。
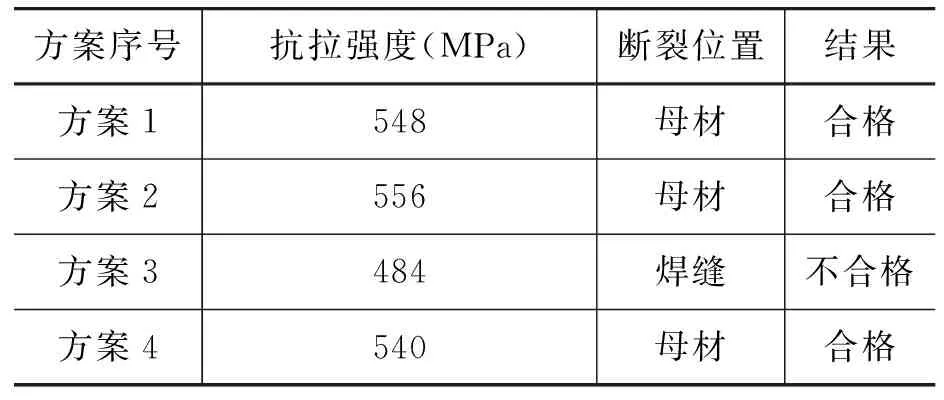
表5 拉伸試驗結果
表6 為彎曲試驗結果,由表可以看出,四種方案的焊接接頭進行背彎和面彎180°后未出現裂紋,表明焊接接頭均具有良好的韌性。
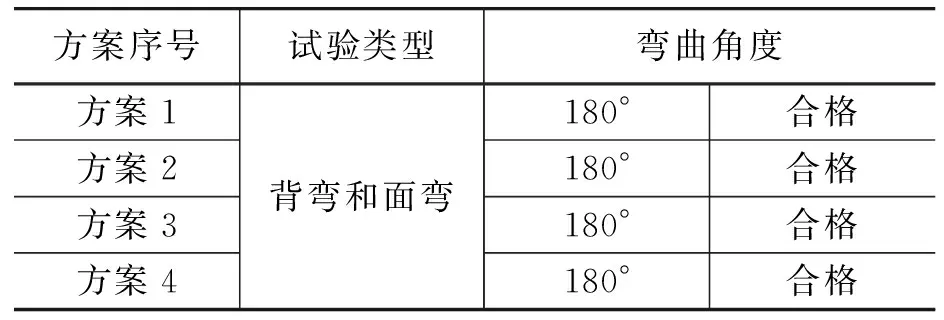
表6 彎曲試驗結果
4.3 沖擊試驗
表7 為沖擊試驗結果。試驗溫度為20℃,試驗位置為焊縫。由表可以看出,四種方案的焊接接頭沖擊試驗結果均合格(>34 J),但方案3和4沖擊值較低,這是由于熱輸入較大,焊縫韌性下降。
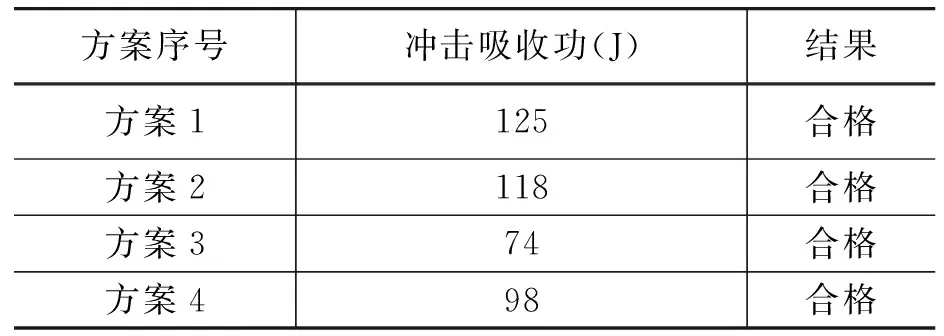
表7 沖擊試驗結果
5 結論
(1) 本文提出Y型坡口免清根埋弧焊技術,并論證了四種方案均具有一定的可行性。
(2) 四種方案表面成形均良好,無間隙反面打底焊接出現未焊透,留有間隙后焊縫成形較為美觀。
(3) 方案1、2和4焊接接頭無損檢測合格,抗拉強度高于母材,且具有良好的韌性。
[1] 杜渝, 包孔, 吳世品等. 工程船舶拼板I型坡口焊接缺陷產生原因探究[J]. 造船技術,2013,312(2):43-46.
[2] 劉新華. E級鋼埋弧自動焊工藝研究[J]. 造船技術,2006,274(6):39-41.
[3] 葛文亮, 孫巖, 范衛東. 雙絲雙弧埋弧焊不清根技術在焊接H型鋼全熔透主焊縫作業中的應用[J]. 現代焊接,2013,130(10):33-35.
[4] 李好生, 舒維, 孫曉嵐等. 埋弧焊雙面單道焊工藝探索研究[J]. 船舶與海洋工程,2013,22:31-34.
[5] 丁林, 趙淑榮, 李明喜. 中板免清根全熔透埋弧焊技術研究[J]. 現代焊接,2010,90(6):18-20.
[6] 張勝男, 趙文斌. 埋弧焊免清根免打底技術的試驗研究[J]. 自動化與儀器儀表,2013,167(3):37-38.
[7] 黃紅雨, 杜渝, 張華軍等. 港口機械箱梁I型坡口大間隙不清根焊接新技術[J]. 起重運輸機械,2013,5:70-72.
Research on Submerged Arc Welding without Back Chipping Technology on Y-shaped Groove
WANG Zhan-chong, WU Yi-yuan, MAO Hong-hua
(Shanghai Zhenhua Heavy Industry Machinery Co., Ltd., Shanghai 201913, China)
In order to improve the working environment and productivity of SAW, the SAW without back chipping technology on Y-shaped groove is proposed. By applying the solid wire gas shielded welding as backing weld and the SAW as filling and cover welding, four testing programs for Y-shaped groove are demonstrated. The result shows that the welding seams are well-formed by gapless and gaps of positive backing weld and gaps of opposite backing weld, the joints has better tensile strength and higher toughness. The phenomenon of incomplete penetration is appeared in gapless of opposite backing weld.
Y-shaped groove Without back chipping Submerged arc welding
王占沖(1987-),男,碩士研究生。
TG445
A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07