測量錐度和垂直度的兩用量規(guī)設計
2015-05-09 01:40:00中航工業(yè)鄭州飛機裝備有限責任公司河南450005李萬民鄭仁杰
金屬加工(冷加工) 2015年3期
關鍵詞:檢測
中航工業(yè)鄭州飛機裝備有限責任公司 (河南 450005) 李萬民 鄭仁杰
我公司生產(chǎn)的一種錐形體零件,形狀復雜、精度要求高。加工時一道工序利用高精度磨床磨削錐度,工序如圖1所示。從圖中可以看出,檢測難點為6個mm沿圓錐均勻分布的安裝鋼珠孔對1∶3錐度的錐體垂直度要求0.03mm,按垂直度誤差檢測方案1~7方法檢測時,需制作專門心軸模擬軸線,成本高,檢測時間長。為此,專門設計了一種檢測量規(guī),檢測錐度的同時轉換基準來檢測垂直度。
兩用環(huán)規(guī)如圖2所示,材料選用20鋼,硬度58~65HRC,加工后進行滲碳處理,非工作面發(fā)藍。校對塞規(guī)如圖3所示,材料選用20鋼,硬度58~65HRC,加工后進行滲碳處理,非工作面發(fā)藍。手柄按HB793—1989制造。
環(huán)規(guī)按校對塞規(guī)制造,并用著色檢驗環(huán)規(guī)與校對塞規(guī)貼合的正確性,其著色面積應不少于98%,涂色層厚度0.006mm。
錐體兩用環(huán)規(guī)的說明和使用,圖1中L1=L-(111±B),L值為6個m孔距平均值;錐度量規(guī)涂色檢驗,著色面積須達到80%以上;達到80%以上時,按平行度誤差檢測方案1~5檢測平行度。本方案利用圖2環(huán)規(guī)制造時錐體軸線和端面垂直度的公差(0.008mm),將錐體軸線轉換為面,通過測量圖1中6個m孔軸線與圖2環(huán)規(guī)端面的平行度,間接測量了圖1中6個m孔對錐體的垂直度。
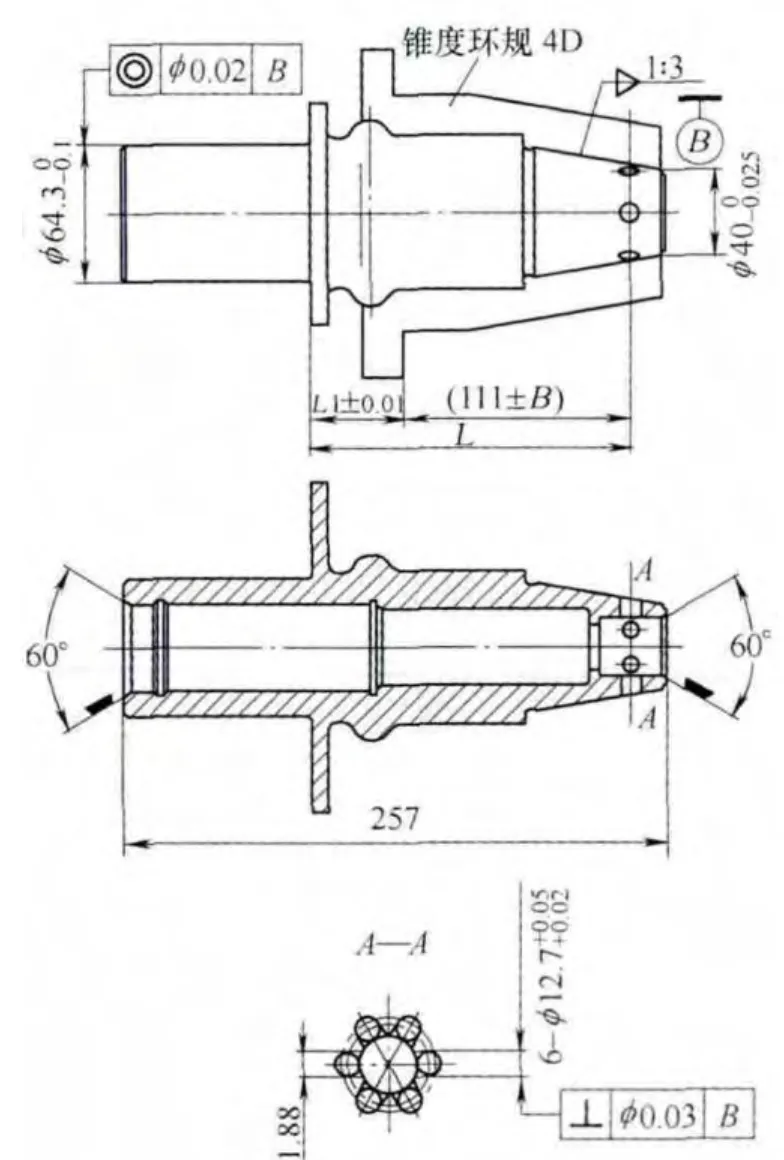
圖1 磨錐度工序圖
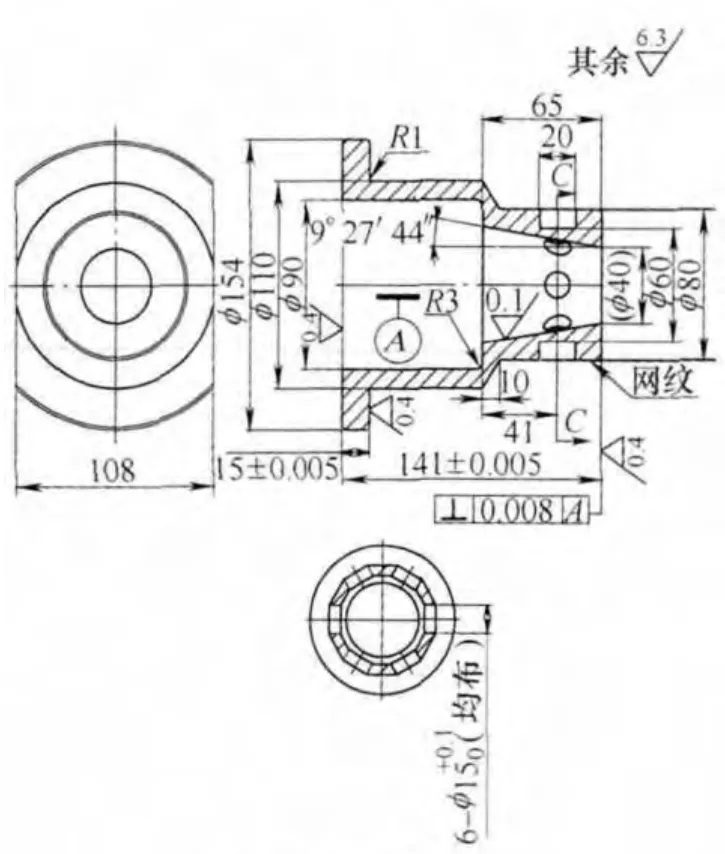
圖2 環(huán)規(guī)
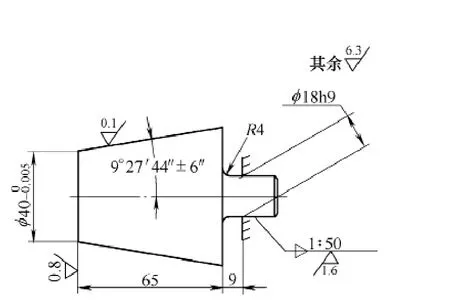
圖3 校對塞規(guī)
[1] 國家質量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會. GB/T1958—2004 產(chǎn)品幾何量技術規(guī)范(GPS)形狀和位置公差檢測規(guī)定[S]. 北京:中國標準出版社,2004.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48
