曲軸專用機(jī)床自動(dòng)上料機(jī)構(gòu)
2015-05-09 01:40:02濱州海得曲軸有限責(zé)任公司山東256606李海國(guó)
金屬加工(冷加工) 2015年3期
濱州海得曲軸有限責(zé)任公司 (山東 256606) 李海國(guó)
1. 手動(dòng)上料機(jī)構(gòu)存在的問題
曲軸是發(fā)動(dòng)機(jī)中的核心零件,由于其結(jié)構(gòu)復(fù)雜,加工時(shí)需要大量的曲軸專用機(jī)床,比如曲軸砂帶拋光機(jī),曲軸圓角滾壓機(jī)床和曲軸專用數(shù)控磨床等。曲軸專用機(jī)床加工曲軸產(chǎn)品時(shí),因曲軸連桿軸頸屬于偏心拐頸,在工件上料時(shí)需要將曲軸軸向和圓周方向都置于正確的位置,自動(dòng)上料很難定位,所以多數(shù)采用手動(dòng)上料的方式定位工件。如圖1所示的是某款曲軸砂帶拋光機(jī)三維結(jié)構(gòu)簡(jiǎn)圖,該機(jī)床采用的是手動(dòng)上料方式,首先將工件曲軸用吊車吊到曲軸待加工位置,手動(dòng)安裝曲軸使其軸向位置和圓周方向位置確定后,然后機(jī)床頂尖頂緊曲軸,開動(dòng)機(jī)床加工。由于采用了手動(dòng)上料方式,該機(jī)床無法實(shí)現(xiàn)自動(dòng)化。
在新上曲軸生產(chǎn)線和老線改造時(shí),普遍考慮采用機(jī)械手自動(dòng)上下料,以實(shí)現(xiàn)全線或部分生產(chǎn)單元無人化操作。部分曲軸專用機(jī)床因無法適應(yīng)現(xiàn)狀,急待改造。針對(duì)曲軸專用機(jī)床和曲軸工件的結(jié)構(gòu)特點(diǎn),設(shè)計(jì)了曲軸專用機(jī)床自動(dòng)上料機(jī)構(gòu),應(yīng)用于部分曲軸專用機(jī)床。
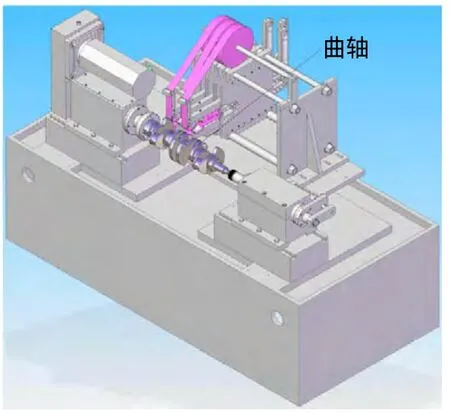
圖1 曲軸砂帶拋光機(jī)三維結(jié)構(gòu)簡(jiǎn)圖
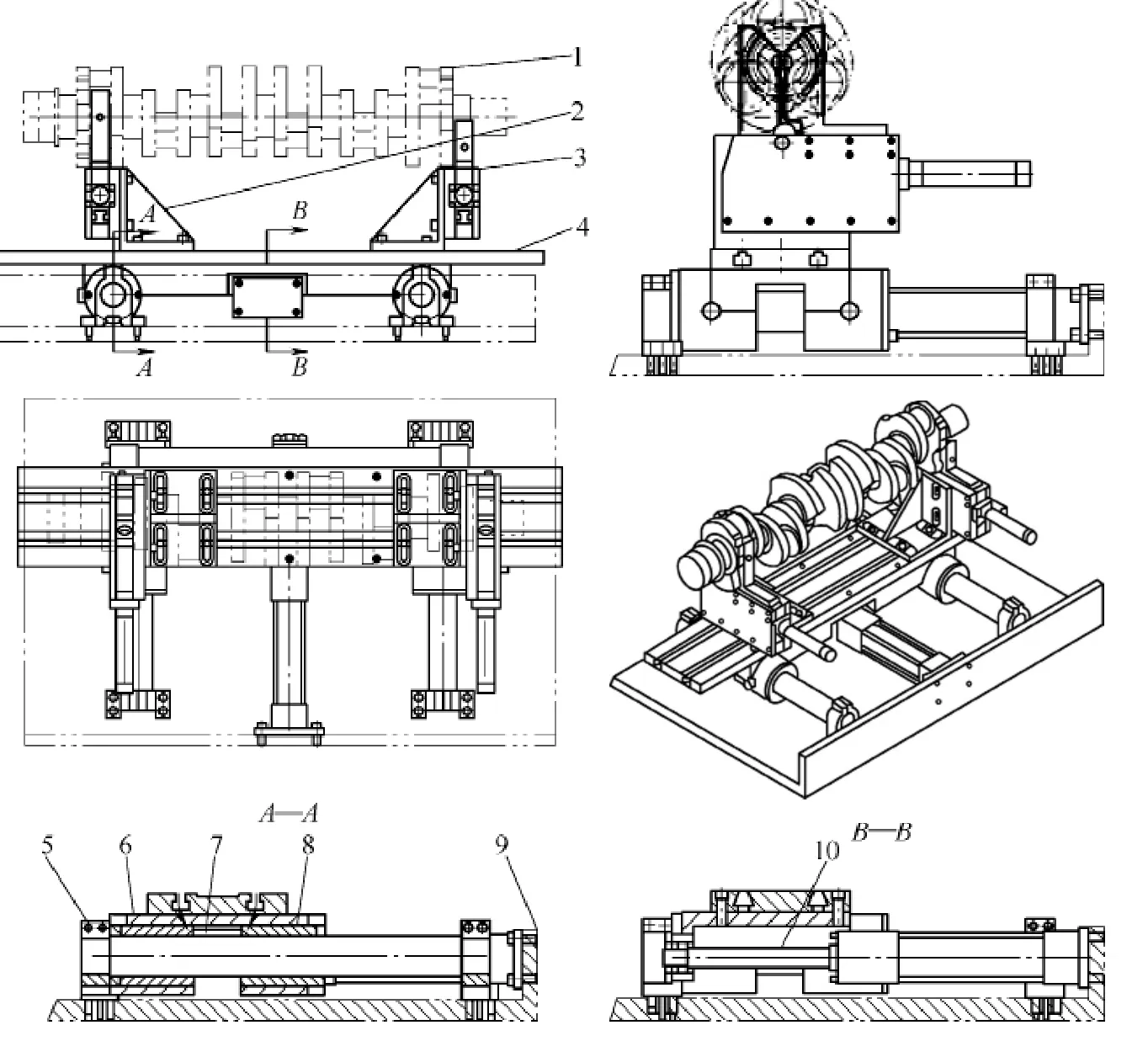
圖2 曲軸專用機(jī)床自動(dòng)上料機(jī)構(gòu)簡(jiǎn)圖
2. 曲軸專用機(jī)床自動(dòng)上料機(jī)構(gòu)
(1)自動(dòng)上料機(jī)構(gòu)結(jié)構(gòu),如圖2所示。
如圖3所示,薄夾板8與厚夾板9通過隔塊1固定位一體,氣缸13通過氣缸底座12安裝在厚薄2個(gè)夾板上,直線導(dǎo)軌2用螺釘固定在隔塊上。支撐塊3固定在直線導(dǎo)軌的滑塊上,一側(cè)與氣缸活塞桿聯(lián)接。固定塊7用螺釘固定在厚薄兩個(gè)夾板上,活動(dòng)塊6通過軸承4和軸承心軸5安裝在厚薄夾板上。在圖3所示位置,活動(dòng)塊為全約束狀態(tài),在支撐塊退回時(shí),活動(dòng)塊僅可繞軸承心軸轉(zhuǎn)動(dòng)。
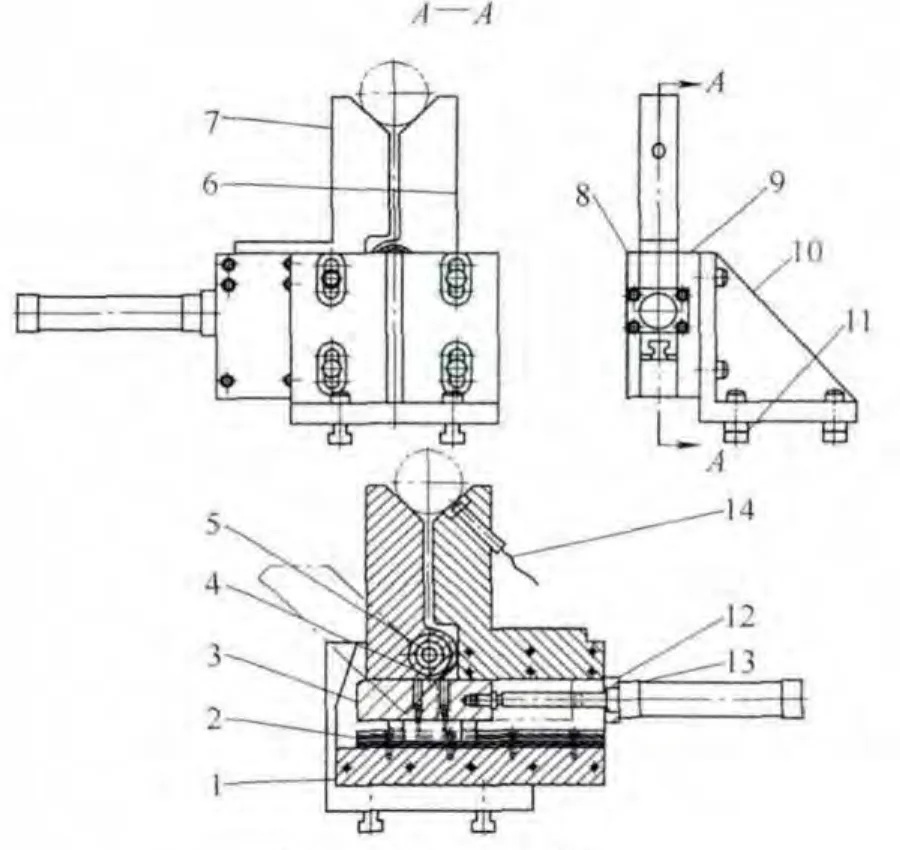
圖3 左托架結(jié)構(gòu)簡(jiǎn)圖
結(jié)合圖2、圖3,右托架與左托架除對(duì)稱安裝外,僅有固定塊和活動(dòng)塊的高度不同。左托架上的固定塊和活動(dòng)塊組成V形支撐,用于支撐曲軸連桿軸頸,V形支撐的寬度與連桿軸頸的檔寬配合,起軸向定位作用。右托架上的固定塊和活動(dòng)塊組成V形支撐,用于支撐曲軸主軸頸。將曲軸小頭端主軸頸和大盤端連桿頸放置到托架機(jī)構(gòu)的2個(gè)V形支撐上,由于主軸頸和連桿頸不在同一軸線上,所以曲軸公共平面就會(huì)自動(dòng)處于與床身底面垂直位置,即可實(shí)現(xiàn)曲軸圓周方向的自動(dòng)定位。
(2)自動(dòng)上料機(jī)構(gòu)工作原理。機(jī)床起動(dòng)自動(dòng)程序后,機(jī)械手將曲軸小頭端主軸頸和大盤端連桿頸放置到托架機(jī)構(gòu)的2個(gè)V形支撐上(此時(shí)氣缸活塞桿處于全伸出狀態(tài),與之相聯(lián)的支撐塊使得活動(dòng)塊處于垂直定位狀態(tài)),曲軸連桿頸便自動(dòng)處于上端位置,軸頸靠近接近開關(guān),接近開關(guān)發(fā)送信號(hào),液壓缸向前推進(jìn),將曲軸的主軸公共軸線送至床頭箱和尾座的主軸軸線上。床頭箱夾緊、尾座頂緊工件曲軸后,氣缸活塞桿后退,帶動(dòng)支撐塊后退,此時(shí)活動(dòng)塊在重力作用下自動(dòng)下落,然后液壓缸后退,將整個(gè)工作臺(tái)退回;工件加工完畢后,液壓缸向前推進(jìn),帶動(dòng)整個(gè)工作臺(tái)前進(jìn)至工件曲軸位置,氣缸活塞桿前進(jìn),帶動(dòng)支撐塊通過直線導(dǎo)軌向前推進(jìn)。在推力的作用下,使得活動(dòng)塊從下端(圖3中的雙點(diǎn)劃線部分)繞軸承心軸向上旋轉(zhuǎn)至垂直定位狀態(tài),從而支撐曲軸軸頸。此時(shí)曲軸的夾緊松開,然后液壓缸后退,將整個(gè)工作臺(tái)退回,機(jī)械手將曲軸提走,完成一個(gè)工作循環(huán)。
