取向性硅鋼板圓盤剪分切斷面損傷形貌及傾斜劃痕形成機理*
2015-05-10 05:52:06黃宇霄閻秋生路家斌
機電工程技術 2015年5期
黃宇霄,閻秋生,路家斌
(廣東工業大學機電工程學院,廣東廣州 510006)
0 引言
隨著電力電子、五金制品和家電等行業的發展,作為制造業重要組成部分的金屬制品加工產業正蓬勃發展,低碳經濟發展對金屬板材精密分切加工技術提出了更高要求[1-2]。金屬板材分切加工質量是影響金屬制品加工過程、制品精度和材料利用率的關鍵因素之一,而分切斷面的好壞直接影響到后續產品的再加工。電工行業中取向性硅鋼[3]大多用作電機和變壓器的鐵芯,是電力電子和軍工業中不可缺少的重要軟磁合金材料,在分切硅鋼的過程中斷面平整度會直接影響鐵芯疊片系數、鐵芯損耗,以及電氣設備的使用壽命。
目前對材料斷面損傷研究較多的是車身制造業,侯英岢對汽車鍍鋅板沖壓成型的損傷破壞從細觀層面進行了研究[4],發現模具和板料的摩擦會使材料發生劇烈轉移。陳志英[5]運用有限元仿真技術預測沖壓成型中孔洞的長大對材料損傷有決定作用。在沖壓中磨具材質對板料表面損傷有很大影響,銅合金、硬質合金等表面涂層材料磨具不會發生板料表面損傷。Masato Hirasaka[5]研究了鋼板的微觀形貌對鋼板損傷的影響,結果發現鋼板損傷隨著鋼板表面波度增加而增加。但對于取向性硅鋼的分切斷面質量尤其是斷面損傷問題迄今研究甚少。本文進行了0.3 mm硅鋼片的圓盤刀分切加工實驗,分析了硅鋼損傷斷面形貌、微觀金相結構,探討了圓盤刀分切硅鋼過程中斷面損傷規律,為改進分切硅鋼板質量提供了依據。
1 圓盤刀分切實驗
圓盤剪分切加工原理如圖1所示。金屬板材卷料的縱向分切采用上下成對圓盤刀滾剪加工,上下圓盤刀在軸向方向保持側向間隙c、徑向交接量s,圓盤刀的旋轉作用帶動金屬板材逐漸進入上下圓盤刀的刃口作用區,金屬板材受到上下圓盤刀的擠壓產生彈性變形,所受剪切力從零開始逐漸增大,此時板材處于彈性階段;隨著圓盤刀的旋轉,上下圓盤刀之間的徑向間隙變小,板材受到的力繼續增大達到材料的彈性極限而產生剪切塑性變形,隨著剪切力的增大,達到材料的強度極限時板材開始產生裂紋,進入裂紋擴展階段,直至金屬板材被完全分離。

圖1 圓盤刀分切原理
圓盤刀分切加工試驗裝置如圖2所示,分切板材為國內某鋼鐵制品公司生產的50W600型冷軋取向性硅鋼片,板厚0.3 mm,材料抗拉強度320 MPa,硬度>200HV,各化學成分的質量分數分別為:C<0.008%,Si<0.3%,Mn<0.4%,Al<0.32%,P<0.08%,S<0.007%,微量元素為:Cr、Ni、Cu,其余成分為Fe。試驗用圓盤刀為某公司生產的GH50型WC-Co硬質合金圓盤刀,直徑為270 mm、厚度10 mm,Co含量為8.65%,材料抗彎強度>2 100 MPa,硬度>86.5HRA。加工試驗條件為:上下圓盤刀之間軸向間隙c為0.015 mm,徑向交接量s為0.10 mm,圓盤刀圓周線速度為150 m/min。
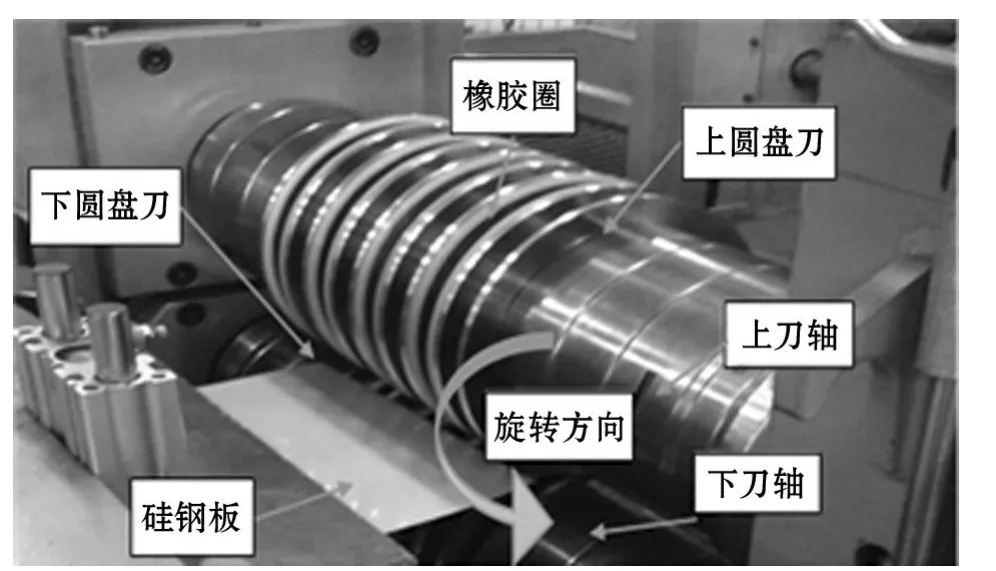
圖2 金屬板材圓盤刀滾剪分切加工試驗裝置
實驗后的試件采用超景深顯微鏡及掃描電鏡觀察分切斷面形貌,利用切割機垂直于分切斷面分析切割橫截面,然后對截面進行研磨拋光,測量分切斷面的各個特征區域寬度。并對實驗板材的斷面垂直截面通過氧化鋁粉熱鑲嵌處理后,依次用600#、800#、1000#砂紙由粗到精進行打磨,再放在拋光盤上進行拋光,當拋光表面出現鏡面狀態時,用3%~4%硝酸酒精腐蝕表面1~2 min,烘干后在金相顯微鏡下觀察金相組織形態。
2 實驗結果
2.1 電磁鋼板分切正常斷面形貌
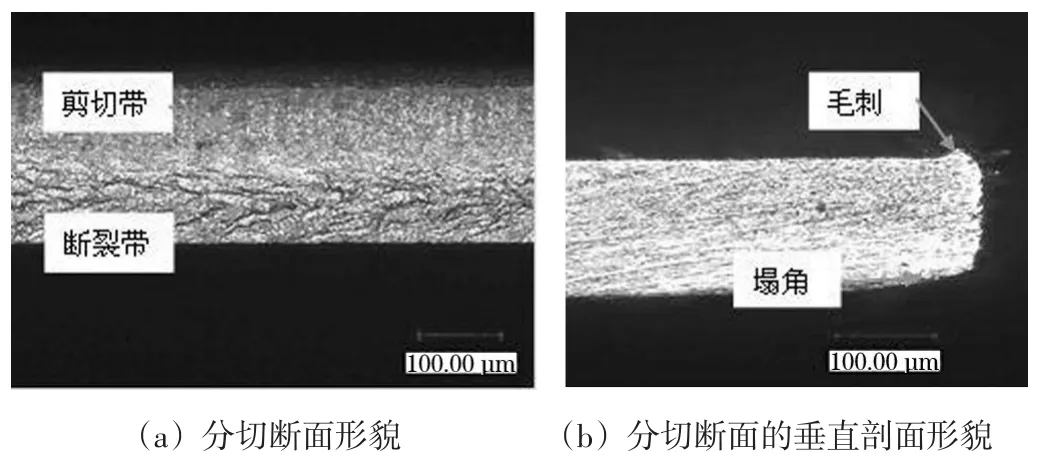
圖3 圓盤剪分切電磁鋼板斷面形貌
如圖3所示,正常情況下電磁鋼板的分切斷面由塌角、剪切帶、斷裂帶和毛刺等4部分組成。塌角是剪切開始前板料產生塑性變形形成的;剪切帶是板料從剪刃壓入剪切階段直至裂縫開始產生時形成的,即剪刃壓入材料的內部,材料與剪刃側面相接觸同時被擠光的平面,因此斷面比較光滑,剪切帶大小是帶材厚度的30%~50%;斷裂帶是在剪切變形過程中,由于裂縫不斷擴展直至上下裂縫重合而形成的,斷面比較粗糙;毛刺是剪切過程中剪切面和斷裂面凸出部分和鋼帶角部被擠出形成的。
2.2 電磁鋼板分切的異常斷面形貌
圓盤剪分切的電磁鋼板分切斷面也會同時出現異常斷面,根據異常斷面形貌特征大致可以分為兩類:一類為異常粗糙斷面,表現為斷面帶出現凹凸不平的臺階或者有二次剪切區域(見圖4);另一類為連續的點坑和傾斜劃痕(如圖5所示),點坑一般出現在大的傾斜劃痕前后,具有一定的規律性,而傾斜劃痕一般很大,沿斷面表面一直延伸擴展至斷面中部,嚴重時甚至貫穿整個板材厚度,肉眼觀察十分明顯,且傾斜劃痕在分切長度的小范圍內等距排布,并間隔出現。
在第一類異常粗糙斷面中,圖4(a)顯示的二次剪切帶一般發生在加工側向間隙很小時,此時上下裂紋同時向材料內部擴展交錯使得材料被第二次剪切,從而在斷面中部形成光亮的第二剪切帶,此時毛刺較小。剪切帶和斷裂帶之間出現臺階。圖4(b)主要出現在圓盤刀側向間隙較大時,此時上下裂紋不能很好的重合,裂紋的萌生和形成在空間上存在差異導致剪切帶和斷面帶交界處出現臺階。而圖4(c)顯示的斷面出現不平整波紋情況則發生在側向間隙過大時,此時材料受到更大的拉伸,斷面上剪切帶減小,塌角和毛刺均增大,且斷裂帶不平整呈撕裂河流狀。這類缺陷一般和加工時側向間隙有關,可以通過調整加工時刀具間的側向間隙避免。
在第二類異常斷面中,圖5(a)中出現了連續的點坑,可能在材料和刀具接觸的過程中出現了不均勻受力,由于刀具的刮傷造成的。分切斷面出現點坑的同時,也出現了短的劃痕(圖5(b))甚至傾斜的長劃痕(圖5(c)),劃痕的深度較深。從圖5(d)中可以看出,較長的傾斜劃痕的深度達到了80~100μm。這種缺陷會對硅鋼的后續精加工造成困難,也會加大疊片鐵芯的磁損耗。下面主要針對第二類異常斷面的傾斜劃痕形成機理進行分析。
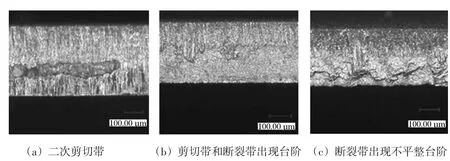
圖4 異常斷面的二次剪切帶和粗糙形貌特征

圖5 異常斷面的連續點坑和傾斜劃痕特征
3 分析與討論
從圖6可以看出,傾斜劃痕在分切方向上排布具有一定的規律性,呈近似等距離均勻排布,相鄰劃痕之間的水平距離約1 mm,與水平方向的夾角(即傾斜角度)約為5°~7°。傾斜劃痕的平均寬度約為80μm,但首尾端寬度不均勻,呈現一頭小、然后逐漸變大、最后突然擴大的形貌。
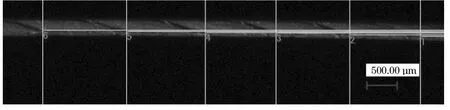
圖6 傾斜劃痕在分切方向上等距排布
為研究傾斜劃痕形成機理,建立硅鋼板板面與圓盤刀接觸時的狀態模型,如圖7所示。板材是在旋轉的圓盤刀(ω1)和橡膠圈帶動下做直線分切運動(V2),在圓盤刀咬入板材并持續切入時,材料迅速由彈塑性階段向斷裂階段轉變。當板材的內部應力達到斷裂強度后開始在應力最大處萌生裂紋,板材內部應力開始釋放,由于板材始終受到刀具的壓力作用,導致裂紋沿著刀具的外緣方向擴展,由于刀具的直徑和板材厚度相比要大許多,因此裂紋擴展時近似沿直線發展,直至貫穿板材結束斷裂,形成圖5(b)所示的傾斜劃痕。板材內部發生裂紋的開始點決定了傾斜劃痕的位置,圓盤刀與板材的接觸表面反映了劃痕的傾斜角度大小。從圖7的放大圖可以看出,圓盤刀與板材的接觸線與水平線所成角β近似與圓盤刀的咬入角a相當,咬入角a的大小跟板材厚度t、圓盤刀外徑D、徑向間隙s等相關。由幾何關系可知,a=cos-1[1-(t+s)_/D]。忽略板材加工時的板厚微小變化,經過計算此時的咬入角為5°,和實驗測量的傾斜劃痕的角度基本一致,這說明圓盤刀與板材之間的咬入角a的大小直接決定了內部斷裂裂紋的擴張方向,即傾斜劃痕的傾斜角度β與咬入角a密切相關。
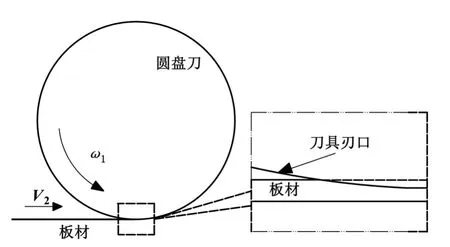
圖7 圓盤刀和板材接觸狀態
在實際圓盤剪分切中,由于受力較為集中,圓盤刀的刀刃會發生磨損,使得刀刃的外緣輪廓不平整、出現凹凸不平的形貌,如圖8所示。分切硅鋼板的圓盤刀材質是WC-Co硬質合金,它是由難熔金屬化合物WC與粘結金屬Co采用粉末冶金方法制造的復合材料,通過粘接相金屬Co把產生抗磨作用的硬質相WC顆粒結合為一體。當圓盤刀刃口在分切過程中受到板材的激烈擠壓和摩擦,局部產生的高溫會使粘結相Co發生流失[9-10],導致硬質相WC的突出,在分切過程中對較軟的硅鋼板材分切面形成犁削作用,從而在分切斷面上形成劃痕。
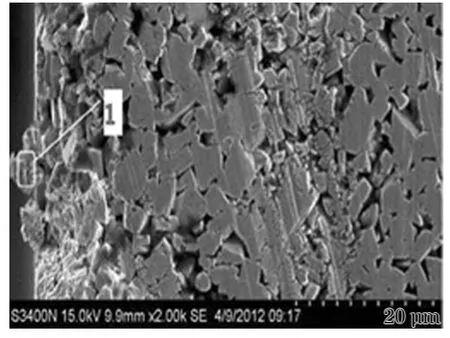
圖8 圓盤刀刃角部分磨損形貌

圖9 硅鋼板材金相圖
取向性硅鋼的金相結構圖如圖9所示。圖9顯示取向性硅鋼的晶粒較大,平均粒徑為60~100 μm,呈多邊形結構,晶粒之間排布緊密。對比傾斜劃痕寬度、深度和晶粒尺寸,發現兩者在尺寸大小上具有一致性,傾斜劃痕的寬度和深度均和晶粒大小基本相等,可以認為傾斜劃痕是由于晶粒發生錯位和滑移導致的。
綜合傾斜劃痕形貌、圓盤刀刃角磨損狀況及硅鋼金相結構,可以認為,在圓盤剪分切中,硅鋼片分切斷面與圓盤刀強烈擠壓摩擦,磨損的圓盤刀粗糙刃角的突出WC硬質點直接作用在硅鋼晶粒上,當作用力超高晶界結合力時,晶粒出現裂紋開始出現錯位和滑移,從而引起圓盤刀與板材接觸交界面一系列的晶粒發生錯位和滑移,最終脫落,形成傾斜劃痕。
4 結論
(1)硅鋼片分切斷面除了塌角、剪切帶、斷裂帶和毛刺等典型特征外,還存在兩類損傷形貌。
(2)臺階狀斷裂帶、二次剪切帶等斷面損傷主要是由于加工側向間隙變化引起的缺陷,通過控制加工間隙的大小,可以消除這些損傷。
(3)傾斜劃痕的形成與刀具刃角磨損形貌和本身的晶粒結構密切相關。傾斜劃痕是由于磨損刀具突出的WC硬質點對硅鋼的粗大晶粒產生犁削作用,從而沿著圓盤刀和硅鋼接觸界面引起晶粒連串錯位滑移而形成的。
[1]葉明德.金屬板材精密裁切100問[M].北京:冶金工業出版社,2010.
[2] S Q.Jie,H Q.Lv,L.Liu.Effect Factors for Strip Edge Quality of Disc-cutting Slitting[J].Welded Pipe and Tube, 2010,33(5): 60-63.
[3]何忠治,趙宇,羅海文.電工鋼[M].北京:冶金工業出版社,2012.
[4]侯英岢.汽車鋼板沖壓成型表面損傷規律與控制方法研究[D].上海:上海交通大學,2009.
[5]陳志英.沖壓成型中破裂和回彈的細觀損傷力學分析[D].上海:上海交通大學,2009.
[6] J.Xu,C.J.Wang,B.Guo,et al.Surface finish of micro?punch with ion beam irradiation[J].Transaction of the Metals Society of China,2009,19(2):526-530.
[7]W.F.Fan,J.H.Li.An investigation on the damage of AI?SI-1045 and AISI-1025 steels in fine-blanking with neg?ative clearance[J].Materials Science and Engineering A,2009,499(1-2):248-251.
[8] A.H.Li,,J.Zhao, Z.Q.Pei.Wear Mechanisms of Coat?ed Carbide Tools in High-Speed Dry Milling of Titanium Alloy[J].Tribology,2012,32(1):40-46。
[9]曾軍,路家斌,閻秋生.鍍鋅板圓盤剪分切過程材料形變機理研究[J].機電工程技術,2014(4):58-62.
[10]閻秋生,趙學明,路家斌,等.硬質合金圓盤刀分切硅鋼片的磨損形態與機理研究[J].中國機械工程,2014,25(4):508-512.