200噸鑄造起重機(jī)花鍵軸斷裂原因分析
2015-05-10 05:52:28虞強(qiáng)
機(jī)電工程技術(shù) 2015年5期
關(guān)鍵詞:裂紋
虞 強(qiáng)
(攀鋼集團(tuán)攀枝花鋼釩有限公司,攀枝花 617000)
0 前言
200噸鑄造起重機(jī)是我廠關(guān)鍵設(shè)備之一。1號方坯鋼水接收跨2號200噸起重機(jī)2003年12月底投入生產(chǎn)以來,走行機(jī)構(gòu)萬向聯(lián)軸器多次出現(xiàn)突然斷裂,引發(fā)萬向聯(lián)軸器花鍵軸高空墜落險肇事故。
2013年12月17日23時43分左右,一方接收2號200噸起重機(jī)空載運(yùn)行至一方2號轉(zhuǎn)盤上方時,走行東北角萬向聯(lián)軸器的花鍵軸掉落至零米地面上,重約10千克,墜落高度30米,給地面行走職工人身安全帶來極大威脅,圖1為斷裂事故現(xiàn)場。
為了分析萬向聯(lián)軸器墜落事故險肇原因,杜絕事故再次發(fā)生。保證設(shè)備安全運(yùn)行,對走行萬向聯(lián)軸器強(qiáng)度進(jìn)行驗(yàn)算,斷裂的花鍵軸宏觀形貌和斷口進(jìn)行觀察分析,對花鍵軸的金相組織、形狀尺寸及硬度進(jìn)行測試。

圖1 斷裂現(xiàn)場
1 萬向聯(lián)軸器驗(yàn)算
1.1 主要技術(shù)參數(shù)

圖2 走行機(jī)構(gòu)傳動圖
圖2 為200噸鑄造起重機(jī)走行機(jī)構(gòu)傳動系統(tǒng)簡圖,電機(jī)額定功率N=38 kW,電機(jī)轉(zhuǎn)速n電=728 r/min,減速機(jī)速比i=20,車輪直徑d為710 mm,最大輪壓575 kN,萬向聯(lián)軸器型號為SWF285F-2×800,最大允許靜轉(zhuǎn)矩Tm=51 kN·m,允許對稱疲勞轉(zhuǎn)矩Tf=29 kN·m。根據(jù)手冊[1-2],驗(yàn)算如下。
1.2 靜強(qiáng)度驗(yàn)算
計算轉(zhuǎn)矩Tc

式 (1) 中 :u—— 滑 動 摩 擦 系 數(shù)(0.15~0.2),取0.2;d——車輪直徑(m),為0.71 m;∑Pmax——若一根聯(lián)軸器驅(qū)動一個車輪,即為該車輪的最大輪壓(kN),為575 kN。
Tc≤Tm,靜強(qiáng)度滿足要求。
1.3 疲勞強(qiáng)度驗(yàn)算
聯(lián)軸器轉(zhuǎn)速n:

理論轉(zhuǎn)矩T:

計算轉(zhuǎn)矩Tc:

式(2)~(4)中:K3—電機(jī)頻繁過載系數(shù)(工作級別≥M6,取1.8);N—電機(jī)額定功率(kW);n—聯(lián)軸器轉(zhuǎn)速(r/min)。
Tc≤Tf,疲勞強(qiáng)度滿足要求。
2 外觀檢查
花鍵軸斷裂位置如圖3所示,斷裂發(fā)生在軸身與花鍵段的過渡處。斷口面雖已經(jīng)嚴(yán)重磨損,但顯示一圈未焊的圓形痕跡。圓形痕跡距軸頸表面大約12 mm。斷裂起源于圓形痕跡的外側(cè),圖4顯示尚未磨損的斷裂起源點(diǎn)。

圖3 花鍵軸斷口形態(tài)

圖4 尚未磨損的斷裂源
花鍵齒寬窄不一。圖5示花鍵端面的外貌,標(biāo)尺“1 cm”正對的一個花鍵齒最小,只有11 mm,其余花鍵齒的寬度在14~14.3 mm范圍不等。花鍵齒齒面存在部分磨損,圖5中用黑線標(biāo)識的對應(yīng)齒面有相當(dāng)長度被磨損,而另一段沒有磨損,說明花鍵軸在系統(tǒng)中對中不良。從圖6還可看出,齒間有加工溝槽。
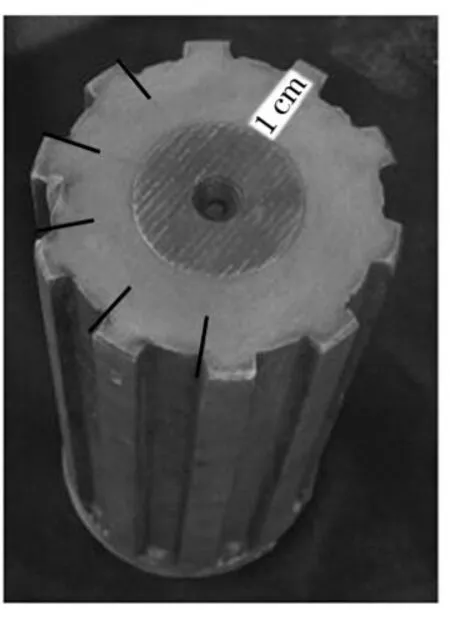
圖5 花鍵軸自由端面外貌
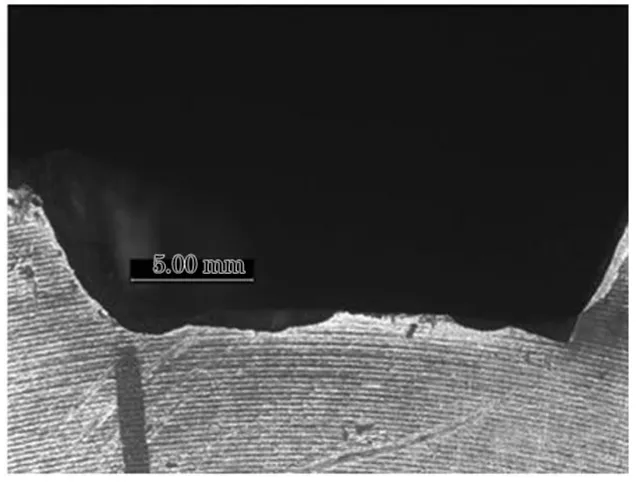
圖6 齒間加工溝槽圖
3 金相組織及硬度檢查
通過斷裂源區(qū)切取的金相試樣,拋光浸蝕,顯微鏡觀察[3]發(fā)現(xiàn)焊道下裂紋,見圖7,說明修復(fù)焊的工藝不當(dāng)。表面堆焊層組織為定向凝固的柱狀晶,而熱影響區(qū)組織為馬氏體或馬氏體+貝氏體的混合組織,見圖8,說明焊前沒有預(yù)熱,焊后又沒有熱處理。
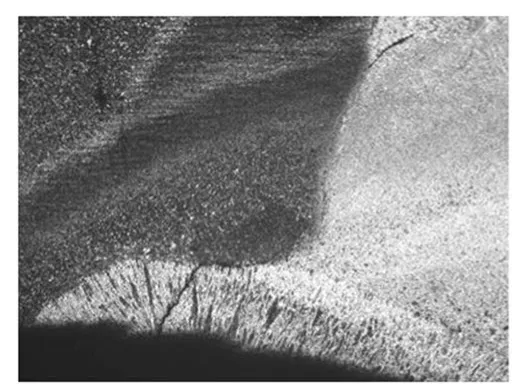
圖7 熱影響區(qū)和焊補(bǔ)層的裂紋

圖8 熱影響區(qū)的組織和裂紋圖
對于42CrMo鋼,含碳量和合金含量都較高,淬透性好[4],在焊接過程中必須嚴(yán)格控制冷卻速度,才能避免淬火組織和熱影響區(qū)開裂。
從花鍵軸上切取橫向試樣,從花鍵齒至內(nèi)部測定布氏硬度[5]見表1,結(jié)果為(186~252HB),不能滿足技術(shù)要求(285-321HB)。
4 改進(jìn)措施
(1)在萬向聯(lián)軸器下方增設(shè)檢修平臺,便于日常對萬向聯(lián)軸器的檢查,同時避免萬向聯(lián)軸器斷裂后的高空墜落。

表1 硬度檢驗(yàn)結(jié)果
(2)對在用的萬向聯(lián)軸器進(jìn)行無損檢測,以確定是否存在裂紋。
(3)將萬向聯(lián)軸器的花鍵軸安裝在沖擊載荷相對較低的減速機(jī)端,降低振動載荷對花鍵軸的影響。
(4)選取質(zhì)量可靠的廠家,提高萬向聯(lián)軸器備件質(zhì)量的可靠性。
5 結(jié)論
(1)通過以上驗(yàn)算和分析,設(shè)計的萬向聯(lián)軸器強(qiáng)度滿足實(shí)際工作要求。
(2)使用中的花鍵齒加工質(zhì)量低劣,會造成振動載荷。花鍵軸變形或在系統(tǒng)中不對中,造成偏磨,同時不能均勻承載載荷。
(3)補(bǔ)焊層組織為定向凝固的柱狀晶,熱影響區(qū)出現(xiàn)馬氏體,說明焊前沒有預(yù)熱,焊后又沒熱處理,因此產(chǎn)生焊接裂紋。如果焊條沒有烘烤,會加劇焊道下產(chǎn)生冷裂紋的傾向。焊接裂紋在使用中擴(kuò)展,最終造成花鍵軸斷裂。
(4)通過按照改進(jìn)措施實(shí)施后,提高了設(shè)備安全可靠性,保證了設(shè)備的安全運(yùn)行,避免了萬向聯(lián)軸器高空墜落事故發(fā)生。
[1]徐灝.機(jī)械設(shè)計手冊[M].北京:機(jī)械工業(yè)出版社,2000.
[2]張質(zhì)文,虞和謙,王金諾,等.起重機(jī)設(shè)計手冊[M].北京:中國鐵道出版社,1998.
[3]張棟,鐘培道,陶春虎,等.失效分析[M].北京:國防工業(yè)出版社,2004.
[4]陳國民.齒輪材料和熱處理[Z].鄭州機(jī)械研究所,2004.
[5]韓德偉.金屬硬度檢測技術(shù)手冊[M].長沙:中南大學(xué)出版社,2003.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38