基于過定位原理的砂輪精密成型試驗研究
2015-05-11 03:12:18馮克明朱建輝杜曉旭
制造業自動化 2015年23期
馮克明,朱建輝,杜曉旭
(鄭州磨料磨具磨削研究所有限公司,鄭州 450001)
基于過定位原理的砂輪精密成型試驗研究
馮克明,朱建輝,杜曉旭
(鄭州磨料磨具磨削研究所有限公司,鄭州 450001)
0 引言
模壓成型又稱壓制成型,是將預成型料裝入具有一定形狀和尺寸的陰模腔內,再經攤料、刮平,扣上陽模,通過壓力機提供的壓力和熱量,使成型料擠壓、形變、咬合、軟化、交織并充滿型腔,形成與型腔相同形狀和預設尺寸的工件。模壓成型具有操作工藝簡單、自動化程度高、生產成本低等特點,在粉體材料毛坯成型中被大量采用。砂輪毛坯的成型也普遍采用模壓成型方法。
砂輪模壓成型壓機普遍噸位大、加熱板外露、系統無調平機構、操作過程隨意性大、模具受力易偏載等,成型工藝落后;并且硬質粉體材料壓制過程中摩擦行為復雜[1]等,致使粉體模壓成型的砂輪毛坯厚度精度普遍較低、集中度差[2],砂輪幾何精度完全依賴后序加工來完成,這樣生產周期長、效率低、能耗大,不利于綠色生產。
隨著信息技術、新材料技術、新能源技術、空間技術、光電子和微電子技術等現代科學技術的迅速發展,高速精密綠色磨削加工技術得到大力發展和推廣應用[3~5],作為工業牙齒的砂輪也面臨著新的挑戰與機遇,迫切要求其幾何精度更高、動態精度更優、磨削性能更好、使用壽命更長、制造應用更環保等,為此國內外學者開展了大量的基礎理論、磨具配方和磨削性能方面的研究,但如何提高砂輪毛坯成型精度方面的研究還未引起人們關注。
1 傳統模壓成型
1.1 模壓成型精度分析
模壓成型是復合材料生產中最古老而又富有活力的一種成型方法。模壓成型如圖1所示,模具2(含預成型粉體料)位于壓機上下壓板間中心位置,理論上預壓制成型的工件厚度精度主要受壓機上下壓板1的平面度、平行度,模具尺寸精度、形位精度,投攤料均勻性等因素影響。而在實際生產中發現,壓機滑動梁與導向柱的形位精度及配合不理想,壓板材料、厚度有限,壓板受力、受熱不均勻,模具受力易偏載,壓機運行精度較低等,在小直徑切割砂輪壓制成型過程中壓制出的工件厚度偏差較大、成品率低、生產成本高等。即使對壓制工藝系統進行了定時維護,精化了上下壓板的平面度、平行度以及投攤料均勻性,壓制成型的砂輪厚度精度仍不理想。
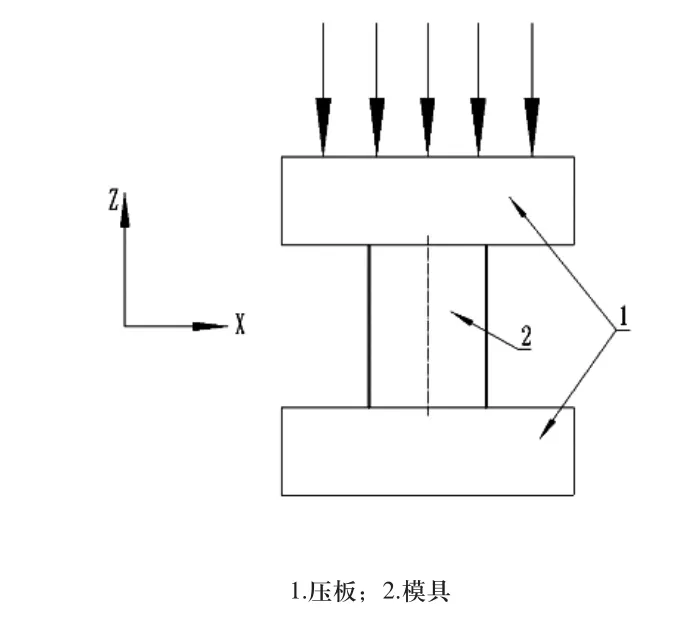
圖1 模壓成型示意圖
1.2 模壓成型受力分析
為了更深入地了解壓制成型工藝狀況,本文采用仿真軟件ANSYS中的Structural模型對壓機系統中最薄弱環節壓板進行了應力、應變仿真計算。材料單元選取20節點的SOLID186單元,選用Structural>Elastic>Isotropic類型,壓板彈性模量設置為210GPa,泊松比為0.26,壓制壓力為100kN。
根據上下壓板尺寸(600mm×600mm×40mm)和模具尺寸(Ф140mm,Ф300mm兩種)建模,將壓板和模具接觸的面定義為接觸面,其中模具(不含預成型料)設置為不變形剛體,模具中預成型料具有可壓縮性,壓板設置為可變形體,并限制模具底部的所有位移。
在圖1傳統模壓條件下,由圖2壓板應力與應變分布圖可知:壓板內應力分布極不均勻、有一定量的應變,壓板成微凸狀。使用直徑Ф140mm模具壓制時,單壓板最大位移量可達0.128mm;如果考慮壓制過程中壓機上、下壓板出現相同的變形,則壓板平面度偏差可能會2倍地傳遞到預成型粉體料上。
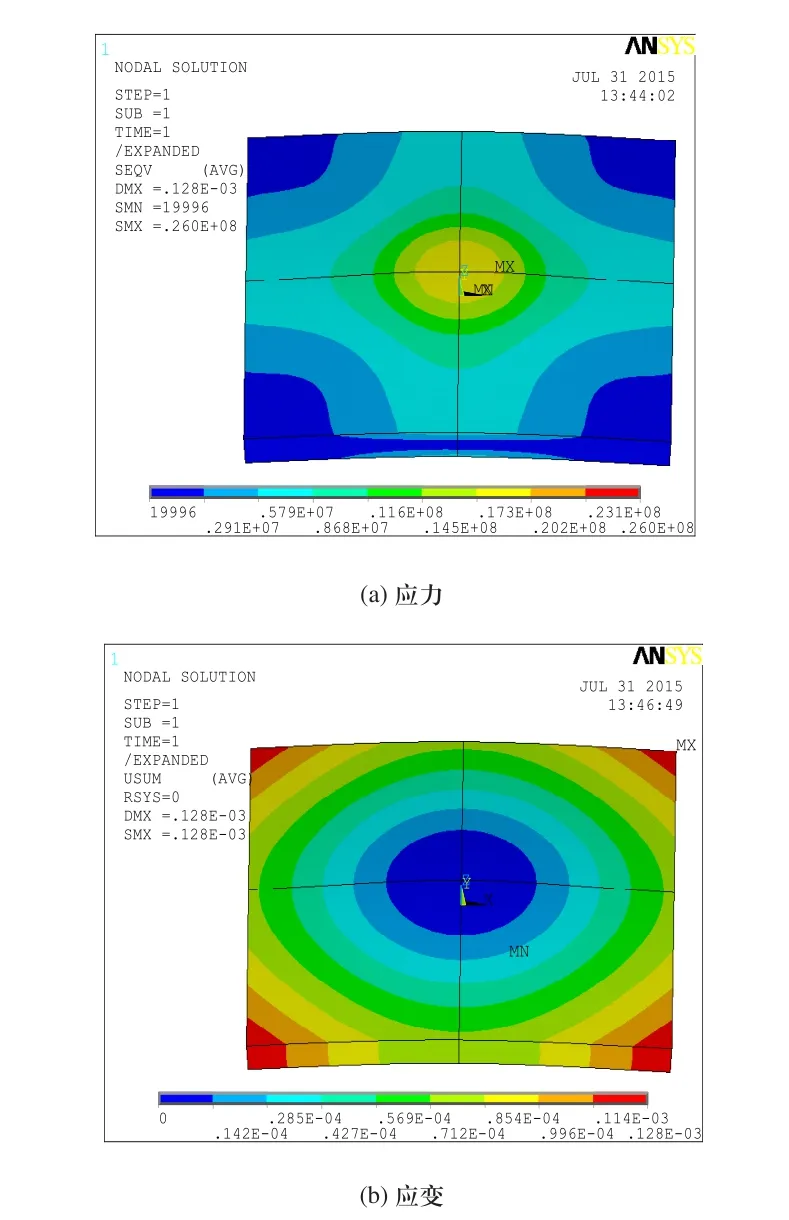
圖2 壓機壓板應力/應變分布圖
進一步,使用直徑Ф300mm模具進行有限元計算結果如圖3所示,隨模具外徑尺寸變大,壓機壓板最大應力差變小,壓板應變也減小,如單壓板最大位移量僅0.072mm,減小了43.8%。因此,可以認為采用傳統壓制成型工藝時,不僅要考慮壓力的大小,壓機(壓板)的選擇也應與工件(模具)的外徑相適應。使用大壓機壓制小尺寸工件,則難以取得理想的工件厚度精度,應嚴禁“大馬拉小車”現象。
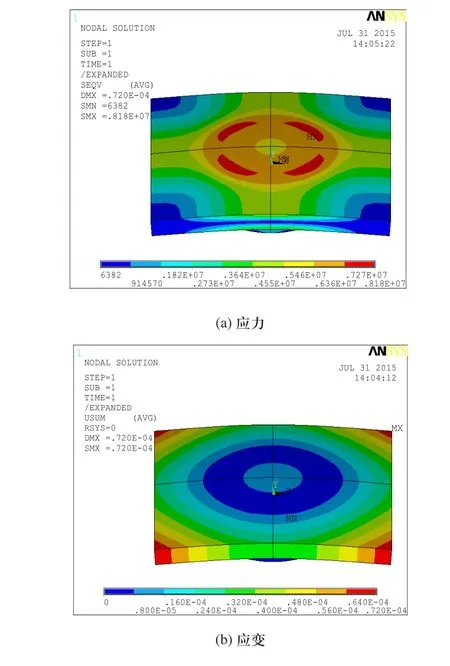
圖3 壓機壓板應力/應變分布圖
由此可見,采用傳統壓制工藝生產小直徑工件時,工件厚度偏差主要是壓制工藝系統剛性不足,特別是壓機上下壓板的剛性不足是主要瓶頸,致使壓機壓板在強大的壓力作用下發生了彎曲變形,進而會直接傳遞到預成型料上,影響粉體料壓制厚度精度。
為了提高壓制工藝系統剛性,減小壓機上、下壓板變形,按傳統壓制成型工藝,通常是購置高精度新壓機,擬增加壓板厚度、提高壓板材料硬度、減小壓板長度和寬度等改進措施,但這樣投資大、成本高,效果不理想。
2 過定位壓制成型
2.1 機械過定位技術

但是,近年來隨著科學技術的進步和加工精度的提高,過定位問題得到了新的認識,過定位技術在機械設計和高速精密加工中的應用已經得到普遍認可,合理的過定位有利于提高系統剛性、改善加工質量[8~10]。如數控機床中HSK刀柄替代BT刀柄就是典型的例子,利用機械過定位技術可數倍地提高刀柄的重復定位精度、動平衡精度和動靜剛度,進而有利于提高機床系統加工精度。
2.2 過定位精密壓制技術

為了減小壓機上、下壓板變形,提高粉體材料壓制成型精度,本文借鑒機械過定位技術,提出了過定位精密模壓壓制方法。即在工件壓制成型過程中有意在壓機上、下壓板間,圍繞模具周圍外側對稱均布若干個與模具壓制高度(模具高度和工件預設高度之和,為預成型料壓制后的工件模具總高度)等高的標準塊,使壓機上、下壓板在Z向(上下移動方向)被多個約束點約束,使工件向處于過定位狀態[1]。圖4就是針對正方形壓板設置了四個標準塊的過定位壓制示意圖。
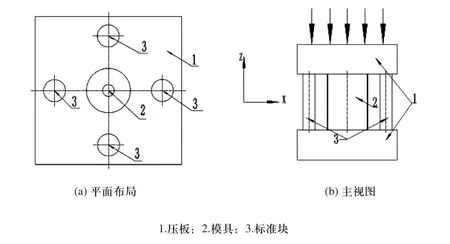
圖4 過定位壓制平面布局與主視圖
2.3 過定位壓制仿真
為了全面驗證過定位壓制技術的可行性,在圖2(模具Ф140mm)仿真計算的基礎上,采用圖4平面布局原理在模具中心Ф400mm圓周上對稱均布設置了四個Ф100mm標準塊,模型網格劃分后如圖5所示。然后針對壓機壓板又進行了有限元仿真計算。
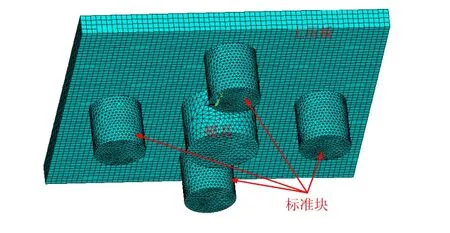
圖5 過定位壓制網格劃分圖
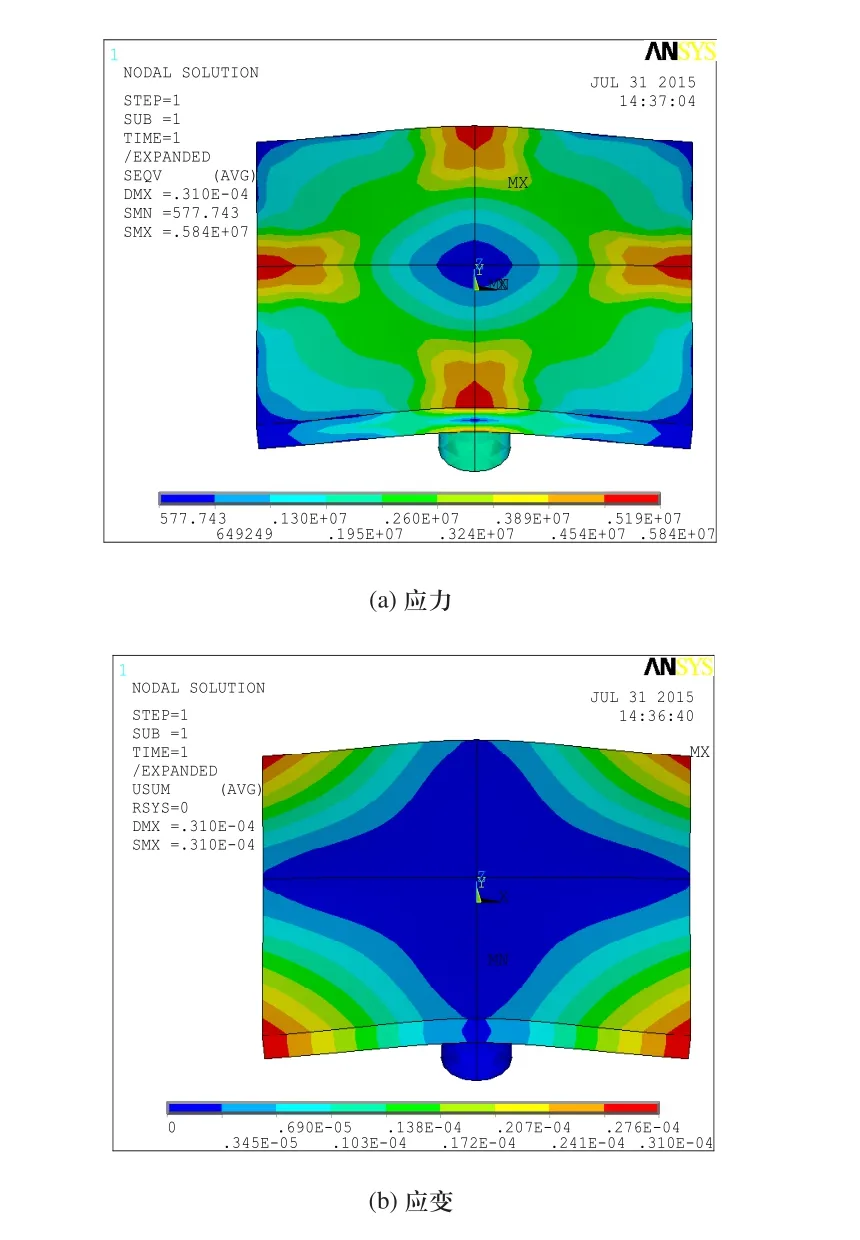
圖6 過定位壓制時壓機壓板應力/應變分布圖
進一步分析:上述仿真計算的最大位移量0.031mm是針對壓機600mm×600mm壓板面積,而模具直徑Ф140mm,壓制工件直徑只有Ф100mm遠小于壓板尺寸,由此可見壓制成型的工件厚度偏差值會更小。
3 過定位精密壓制技術在砂輪成型中的應用
砂輪是用磨料、結合劑和填料等粉體材料經模壓成型的中央有通孔的圓形固結磨具,砂輪的成型主要采用單向壓制成型工藝,經過裝模、投料、攤料、刮平、壓制、脫模、固結或燒結等完成砂輪毛坯的成型過程。
本試驗在四柱下壓式油壓機上進行,砂輪模具及標準塊平面設置采用圖4布局。現場設備照片如圖7所示,標準塊布局如圖8所示,模具位于下壓板正中位置、四個標準塊位于砂輪模具周圍最外側對稱均布,標準塊的高度與模具壓制高度相一致。
在砂輪壓制過程中,壓機滑動梁帶動下壓板、模具和標準塊上移,當上壓板與裝有預成型料的模具接觸后,首先預成型料被壓縮,隨著滑動梁繼續上移,預成型料壓縮量逐漸加大,壓力進一步增加,上、下壓板變形亦同步增大;其次,待上壓板與四個標準塊接觸后,上、下壓板的變形被限制并逐漸獲得校正,直至壓制系統達到設定的行程和設定的壓力穩定狀態;最后,待保溫保壓均達到設定要求后,壓機滑動梁回退,轉入卸模程序。

圖7 實驗油壓機
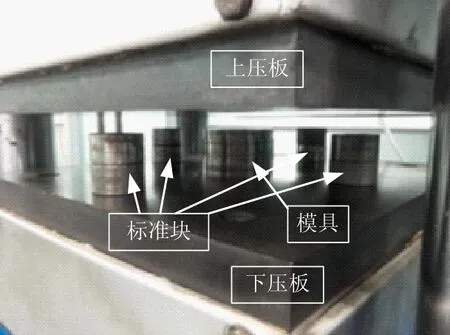
圖8 實驗現場模具與標準塊布局
具體條件是:MYS-160T熱壓機,額定壓力1600kN,壓機上下壓板尺寸長600mm、寬600mm;壓制砂輪為1A8型D64mm×T0.15mm×H40.00mm、壓力100kN;砂輪毛坯厚度采用數顯千分尺(分辨率0.001mm)檢測。
試驗過程分別采用傳統壓制工藝和過定位壓制工藝各進行50片小批量實驗測試,每片砂輪沿周向均布4點檢測砂輪厚度,進而取每片砂輪的最大最小數據差作為砂輪厚度差記錄。兩種成型工藝各統計50片的砂輪厚度差數據如圖9所示,砂輪厚度差分布如圖10所示。
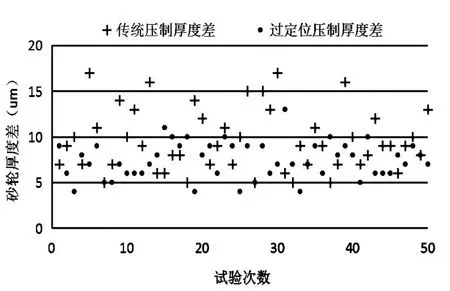
圖9 砂輪成型厚度差統計
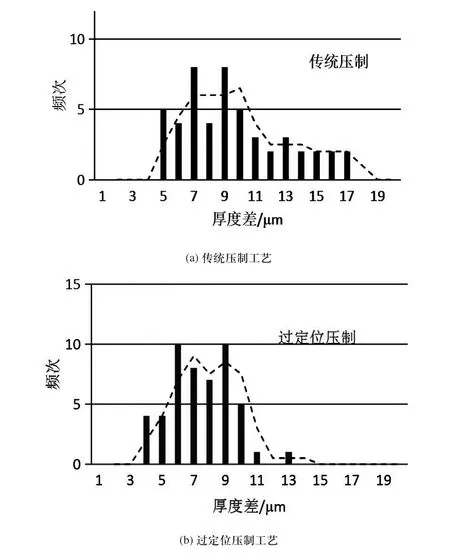
圖10 砂輪成型厚度差分布
從圖9、圖10試驗統計數據可以看出:采用傳統壓制工藝成型的砂輪厚度差分布范圍大,從5μm到17μm,集中度差;而采用過定位壓制工藝成型的砂輪厚度差從4μm到13μm,分布范圍明顯縮小了,集中度提高了。
進一步計算兩種成型工藝試驗數據的均差、標準差和方差,從表1分析數據也可看出:采用過定位壓制成型技術可分別使砂輪厚度差均值、標準差、方差減小22.3%、41.1%、65.3%。

表1 模壓成型試驗砂輪厚度差均值及方差
可見,過定位壓制技術不僅對砂輪毛坯厚度精度有較大改善,而且集中度也有明顯提高,應用效果顯著。
4 結論
1)分析了影響粉體材料模壓成型工件厚度精度的因素,通過對壓板應力應變有限元分析,采用傳統壓制工藝時壓板應力分布極不均勻,應力差、變形量均較大;并且模具直徑相對壓機壓板尺寸越小,壓板應力差、變形量越大。
2)提出了粉體材料精密模壓成型新技術。在粉體壓制過程中,利用機械過定位原理,通過若干標準塊的設置增加了壓機上、下壓板間的重復約束,均化了壓板應力,限制了壓板的變形,提高了壓制系統剛性,有利于提高粉體壓制成型厚度精度。
3)經小尺寸砂輪壓制成型批量實驗表明:過定位壓制技術不僅可顯著提高砂輪壓制成型的厚度精度,并且也明顯提高了砂輪厚度尺寸集中度。過定位壓制技術原理簡單、實用性強,可推廣應用于各種砂輪的生產制造中。
[1]王德廣,吳玉程,焦明華,等.粉末成形過程中摩擦行為研究進展[J].機械工程學報,2009,45(5):12-19.
[2]韓鳳麟.粉末冶金模具模架實用手冊[M].北京:冶金工業出版社.1998.
[3]Hwang T W, Evans C J,Whitenton E P, et al. High speed grinding of silicon nitride with electroplated diamond wheels, part 1:wear and wheel life[J].Journal of manufacturing science and engineering,2000,122(1):32-41.
[4]Eda H, Zhou L, Nakano H, et al. Development of Single Step Grinding System for Large Scale 300 Si Wafer: A Total Integrated Fixed-Abrasive Solution[J].CIRPAnnals-Manufacturing Technology,2001,50(1):225-228.
[5]廖蘭,劉飛.高速及超高速磨削加工的綠色特性[J].機械工藝師,2001(4):11-12.
[6]哈爾濱工業大學理論力學教研室.理論力學[M].6版.北京:高等教育出版社,2002.
[7]王先逵.機械制造工藝學[M].2版.北京:機械工業出版社.2011.
[8]趙慶軍.過定位工具系統在重載切削中的應用[J].工具技術,2014,48(5):62-64.
[9]王超,高云郭,喬健.高重復定位穩定精度的副車架設計[J].計算機仿真,2014,31(10):156-160.
[10]李世春.過定位對細長軸加工精度的影響研究[J].裝備制造技術.2009(4):9-10.
[11]馮克明,朱建輝.一種砂輪模壓成型方法:中國,201410841510.1[P].2015-05-20.
Test research on grinding wheel precision molding based on the principle of over-location
FENG Ke-ming, ZHU Jian-hui, DU Xiao-xu
分析了粉體材料模壓成型特點,針對模壓成型工件厚度精度低的問題,選取壓制系統最薄弱環節壓板為研究對象,通過模壓成型受力分析,依據機械過定位原理,提出了粉體材料精密模壓成型新技術。并且通過過定位壓制工藝設計、有限元仿真及砂輪壓制成型試驗,結果表明:傳統模壓成型壓板變形大,且模具直徑越小、壓板變形越大;利用過定位原理可增加壓機上下壓板間的約束,改善壓機壓板的應力分布、減小壓板變形,進而可明顯提高砂輪模壓成型厚度精度。
砂輪;壓制成型;過定位;精度
馮克明(1963 -),男,副總工程師,教授級高工,碩士,主要從事超硬材料制品制造與應用技術研究。
TG74+3;TH16
A
1009-0134(2015)12(上)-0020-04
10.3969/j.issn.1009-0134.2015.23.06
2015-08-17
國家科技支撐計劃(2015BAF31B00);鄭州市重大科技專項(131PZDZX022)
