Ti35合金管材數控彎曲成形規律有限元模擬研究
2015-05-12 08:36:22宋飛飛吳金平楊英麗羅媛媛郭荻子
鈦工業進展 2015年4期
宋飛飛,吳金平,楊英麗,趙 彬,羅媛媛,郭荻子
(西北有色金屬研究院,陜西 西安 710016)
Ti35合金管材數控彎曲成形規律有限元模擬研究
宋飛飛,吳金平,楊英麗,趙 彬,羅媛媛,郭荻子
(西北有色金屬研究院,陜西 西安 710016)
利用Abaqus有限元軟件對新型耐蝕Ti35合金管材的數控彎曲過程進行了模擬研究。研究了彎曲角度、芯棒伸出量、壓塊相對助推速度和相對彎曲半徑對Ti35合金管材成形結果的影響。結果表明,Ti35合金管材數控彎曲截面扁化率和回彈角隨彎曲角度的增大而增大;彎曲變形越劇烈(如減小彎曲半徑、壓塊相對助推速度,或增大芯棒伸出量),壁厚減薄率越大,回彈角越小。截面扁化率隨芯棒伸出量、相對彎曲半徑的增大而減小。
Ti35合金;鈦合金管;數控彎曲;有限元模擬
0 引言
在石油、煤、天然氣等石化能源日趨緊張的今天,核能以其能量密集、功率高、清潔等優點正逐漸成為傳統石化能源的替代品。核乏燃料后處理在核工業燃料循環體系中占有重要地位,其主要目的是回收寶貴的裂變燃料[1],由于核乏燃料后處理關鍵設備長期在強酸性與放射性環境中工作,其關鍵設備用材料的研發受到許多學者的關注[2-3]。鈦及鈦合金很容易與氧結合生成氧化膜,在硝酸、濃硫酸等存在氧化劑的溶液中可以保持鈍化,具有優良的耐蝕性。Ti35合金是一種Ti-Ta系二元α型鈦合金,具有良好的加工性能及耐腐蝕性能,特別在具有氧化性陽離子的核乏燃料模擬料液環境中,其腐蝕速率<0.01 mm/a,耐腐蝕性能優異,作為超低碳不銹鋼的替代材料,具有在核乏燃料后處理關鍵設備上應用的巨大前景[4]。
作為一種新型的設備用材,Ti35合金管材主要應用于換熱管和料液管路或管道等部位,其中管路或管道必然存在彎曲的部分。數控彎管技術以其能夠實現管材批量、快速生產的特點,被廣泛應用于管材的彎曲成形制造當中[5]。然而,管材彎曲后會發生管壁減薄、截面扁化及回彈等現象,這些現象如果過度顯著,超過使用要求,就會成為成形缺陷,如彎曲外側斷裂、截面扁化嚴重、彎曲內側起皺嚴重及過度回彈等。相比于不銹鋼,鈦合金屈強比高,造成塑性加工區間小,屈彈比高,造成回彈更加顯著[6],其管材彎曲性能及成形質量嚴重影響管路或管道的使用性能。因此,有必要對Ti35合金管材的彎曲性能進行系統研究,從而為工業化應用Ti35合金設備的設計提供相關依據。
1 研究方法
1.1 三維彈塑性有限元建模
數控彎管成形是多模具耦合作用的復雜非線性過程(如圖1所示),理論解析法因存在假設而導致研究精度有限,實驗法又耗費大量人力物力,而有限元法因可以處理復雜非線性過程,成為處理該問題的最佳選擇。基于Abaqus軟件,兼顧計算精度和計算效率,對管材彎曲和回彈過程分別采用動態顯式(Dynamic,Explicit)和靜態隱式(Static,General)算法求解。管材選擇六面體8節點減縮積分實體單元(C3D8R),該單元具有沙漏控制和減縮積分功能,厚度方向選擇4個積分點來滿足精度要求。模具選擇離散剛體單元(R3D4)。對不同模具與管材間的摩擦采用庫倫摩擦模型描述接觸面間的摩擦行為,對管材內表面與芯棒、外表面與模具的接觸分別采用罰函數法和動態約束算法。考慮到管材彎曲對稱性,采用半管模型進行計算。在網格劃分問題上,為了提高計算精度,對管材的彎曲變形區劃分較細的網格,而對各模具以及非變形區的管材采用較粗的網格進行劃分[7]。
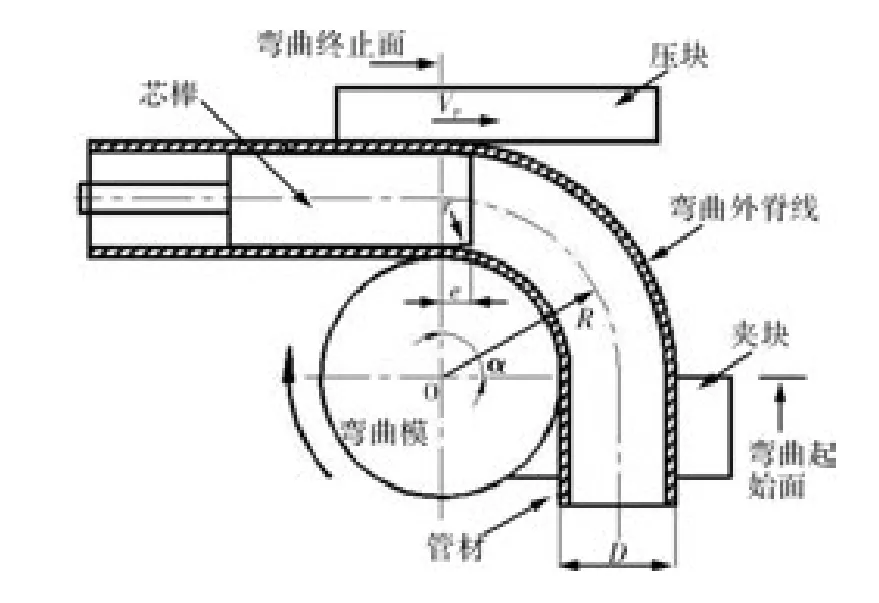
圖1 管材數控彎曲示意圖Fig.1 Principle of tube NC bending
依據 GB/T 228—2010,對規格為 φ30 mm×4 mm的Ti35合金管進行整管室溫拉伸試驗,試驗設備為INSTRON 5985萬能材料試驗機。獲得管材拉伸曲線后,采用冪指數化加工硬化模型σ=k(ε-a)n來擬合管材屈服后的應力應變行為,試驗及擬合結果如表1所示,該數據將錄入軟件材料模型中來描述變形行為。
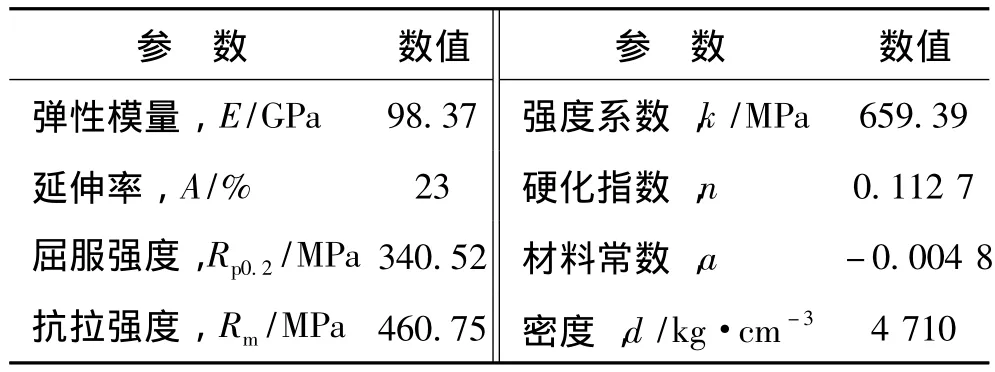
表1 Ti35合金管材料參數Table 1 Material parameters of Ti35 tube
1.2 試驗方案
采用單因素法進行研究,選取的工藝參數均對彎曲結果有顯著影響,包括彎曲角度α、芯棒伸出量e、壓塊相對助推速度Vp/V和相對彎曲半徑R/D,每因素至少采用3水平,如表2所示,其中粗體為默認設置。考察的指標包括Ti35合金管材彎曲過程中的缺陷形式,是否有起皺、凸包、破裂及其它缺陷出現。如果可以順利彎曲成形,則要考察彎曲后管材的形狀尺寸精度和性能,包括外脊線的壁厚、圓度、回彈等。
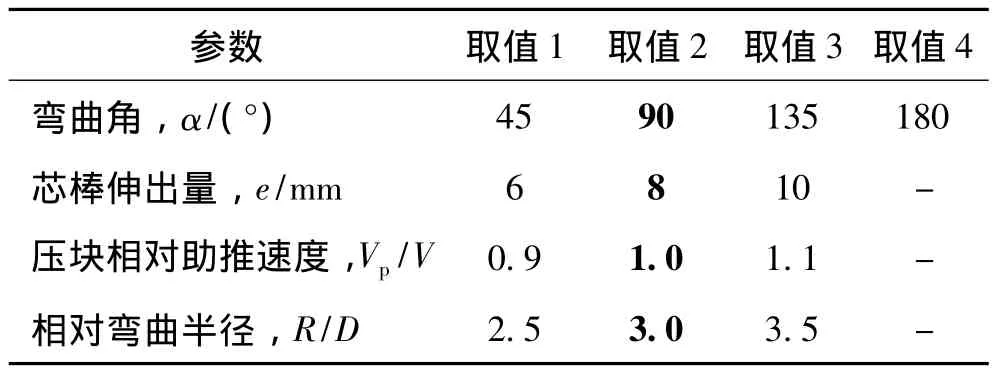
表2 Ti35合金管材數控彎曲工藝參數模擬方案Table 2 Simulation scheme of forming parameters for Ti35 alloy tube numerical-control bending
1.3 結果表征方法
Ti35合金管材彎曲后的圓度可以用截面扁化率表征,外脊線的壁厚可以用壁厚減薄率表征。采樣頻率為從彎曲起始面至彎曲終止面,每隔幾度的測量結果,其計算方法分別如式(1)、(2)所示。彎曲回彈可以用回彈角來表征,即彎曲角度與回彈后的最終成形角度的差值,如式(3)所示。

式中,D0和D1分別為Ti35合金管材彎曲前外徑和彎曲后短軸長度,t0和t1分別為彎曲前壁厚及彎曲后外脊線處壁厚,α0和α1分別為彎曲角度和成形角度。
2 結果與討論
2.1 不同彎曲角度的影響

圖2 彎曲角度對壁厚減薄率、截面扁化率和回彈角的影響Fig.2 Effect of bending angle on wall thinning ratio,ovalization ratio and springback angle
管材在彎曲變形時,外側脊線承受最大的拉應力,因此,選擇對管材外脊線處的壁厚進行測量。圖2a為不同彎曲角度下管材外脊線處的壁厚減薄率變化規律。可以看出,不同彎曲角度下,壁厚減薄率的變化趨勢是一致的,最大壁厚減薄發生部位均靠近彎曲后端。因為彎曲后端得到芯棒的支撐,在芯棒的作用下,此處管材應力狀態更為復雜,減薄率較大。圖2b是彎曲角對截面扁化率的影響圖,可以看出,截面最大扁化率隨彎曲角的增加而增大,這是因為彎曲角越大,變形區域越大,芯棒對管材的支撐作用就相對減弱,引起扁化率增大。通過隱式算法求解回彈過程,圖2c所示為不同彎曲角度下的回彈角變化規律,可以看出回彈角隨彎曲角的增大而增大,且和彎曲角基本呈線性關系。實踐中常通過該規律,對實際控制成形角進行指導[8],即首先進行20°、120°彎曲,擬合出回彈角-彎曲角關系曲線,再根據所要成形的角度,反推出彎曲角度。
2.2 芯棒伸出量的影響
圖3a為芯棒伸出量對壁厚減薄率的影響圖。從圖中可以看出壁厚減薄率在整個彎曲段變化不大,隨著芯棒伸出量的增大,最大減薄率逐漸增大。這是因為隨著芯棒伸出量的增加,阻礙了材料順利越過彎曲切點向前流動,這樣在后續的彎曲過程中,由于沒有后續材料的補償,外側因受拉應力而產生的壁厚減薄就會加劇。圖3b為芯棒伸出量對截面扁化率的影響圖。從圖中可以看出,不同芯棒伸出量下的管材截面扁化率的變化規律相同,即截面扁化率從夾塊端到壓塊端都是逐漸增加。隨著芯棒伸出量的增加,截面扁化率整體上呈減小的趨勢。這是因為增加芯棒伸出量就增加了管材內壁受到的支撐,從而有助于減小彎管截面扁化。
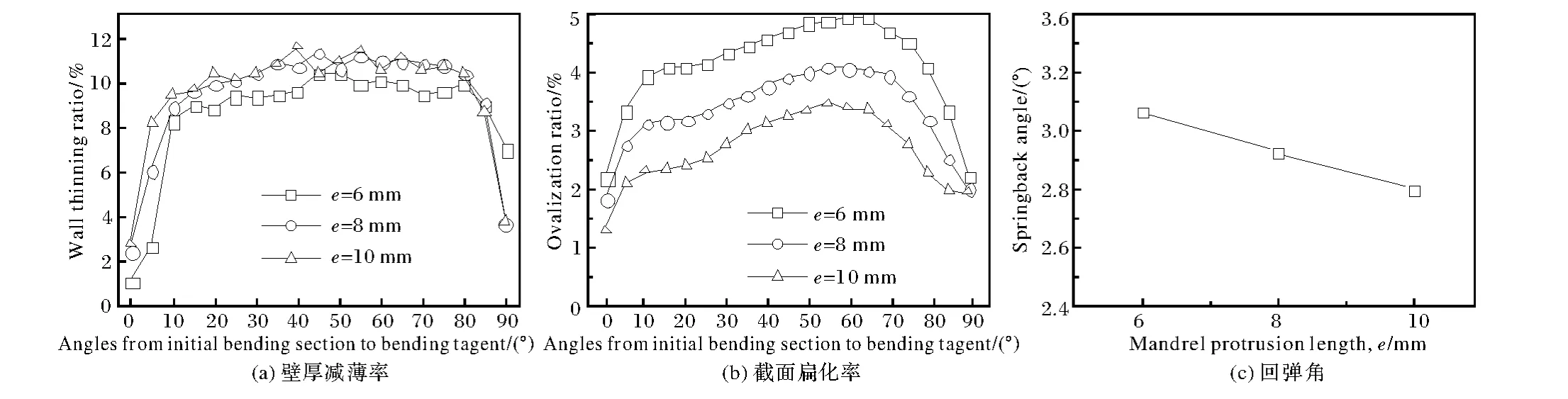
圖3 芯棒伸出量對壁厚減薄率、截面扁化率和回彈角的影響Fig.3 Effect of mandrel protrusion length on wall thinning ratio,ovalization ratio and springback angle
圖3c是芯棒伸出量對回彈角的影響圖。從圖中可以看出,隨著芯棒伸出量的增加回彈角呈減小趨勢。這是因為芯棒伸出量增大,使彎曲段外側受拉應力增大,拉應力可以減小回彈[8]。
2.3 壓塊相對助推速度的影響
圖4a為壓塊相對助推速度對壁厚減薄率的影響圖,可以看出,當壓塊相對助推速度為0.9時,壁厚減薄率明顯大于壓塊相對助推速度大于等于1時的壁厚減薄率。這是因為當壓塊速度小于彎曲速度時,壓塊對管材的摩擦力與管材移動方向相反,這樣就增大了管材外壁受到的拉應力,使得外側壁厚減薄率增大。當壓塊速度與彎曲速度相等或大于彎曲速度時,壓塊對管材向后的摩擦力消失,改善管材外壁受所受拉應力起到側推作用,從而減小壁厚減薄。當壓塊相對助推速度大于1時壁厚減薄率略有減小。圖4b為壓塊相對助推速度對截面扁化率的影響圖,從圖中可以看出當壓塊相對助推速度為0.9時截面扁化率明顯增大,當壓塊相對助推速度大于1時截面扁化率略微減小,且當壓塊相對助推速度大于等于1時,截面扁化率變化不大。圖4c為壓塊相對助推速度對回彈角影響圖,從圖中可以看出,回彈角在壓塊相對助推速度為0.9時,回彈角最小,這是因為小于1的壓塊相對助推速度在管材彎曲過程中實際施加了向后的拉力,彎曲切向拉力可以減小回彈角。當壓塊相對助推速度大于1時,回彈角隨壓塊相對助推速度的增大略微增大。
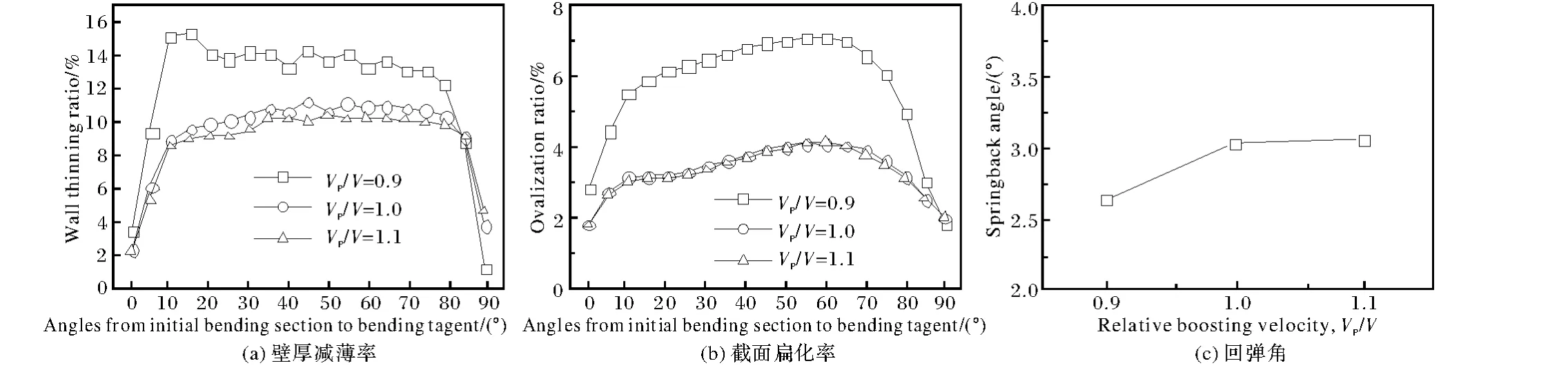
圖4 壓塊相對助推速度對壁厚減薄率、截面扁化率和回彈角的影響Fig.4 Effect of relative boosting velocity on wall thinning ratio,ovalization ratio and springback angle
2.4 相對彎曲半徑的影響
圖5a為相對彎曲半徑對壁厚減薄率的影響圖,從圖中可以看出隨著相對彎曲半徑的增大,壁厚減薄率逐漸減小。這是因為大的相對彎曲半徑下,同樣彎曲角度下變形量相對較小,因此壁厚減薄率也較小。圖5b為相對彎曲半徑對截面扁化率的影響圖,可以看出隨著相對彎曲半徑的增大,截面扁化率逐漸減小。規律與壁厚減薄率變化一致。圖5c為相對彎曲半徑對回彈角的影響圖。可以看出,回彈角隨相對彎曲半徑的增大而增大,這是因為相對彎曲半徑增大,同樣變形中的彈性變形增大,導致卸載后回彈角增大。

圖5 相對彎曲半徑對壁厚減薄率、截面扁化率和回彈角的影響Fig.5 Effect of relative bending radius on wall thinning ratio,ovalization ratio and springback angle
3 結論
(1)彎曲角度對Ti35合金管數控彎曲壁厚減薄率影響較小。隨著彎曲角度增大,截面扁化率增大,且回彈角與彎曲角度呈正比例增長關系。
(2)Ti35合金管材彎曲變形越劇烈(如減小相對彎曲半徑、增大芯棒伸出量,或降低壓塊相對助推速度),壁厚減薄率越大、回彈角越小。截面扁化率隨芯棒伸出量、相對彎曲半徑的增大而減小。當壓塊相對助推速度小于1時,壁厚減薄率及截面扁化率明顯增大,但回彈角減小。
(3)通過有限元模擬,可以優化Ti35合金管材數控彎曲成形工藝參數,減小試驗次數,降低人力和物力成本,提高Ti35合金管材彎曲成形精度和效率。
[1]徐瀟瀟,邱邵宇.Ti合金在核燃料后處理設備中的應用研究進展[J].材料導報,2005,19(11):57-59.
[2]Dey P K,Bansal N K.Spent fuel reprocessing:a vital link in Indian nuclear power program[J].Nuclear Engineering and Design,2006,236(7/8):723-729.
[3]Baldev Raj,Kamachi Mudali U.Materials development and corrosion problems in nuclear fuel reprocessing plants[J].Progress in Muclear Energy,2006,48(4):283 -313.
[4]吳金平,楊英麗,奚正平,等.Ti35合金焊接接頭在高溫硝酸中的腐蝕性能研究[J].鈦工業進展,2012,29(1):22-25.
[5]Jiang Z Q,Yang H,Zhan M.Establishment of a 3D FE model for the bending of a titanium alloy tube[J].International Journal of Mechnical Sciences,2010,52(9):1115 -1124.
[6]Yang H,Li H,Zhang Z Y,et al.Advances and Trends on Tube bending Forming Technologies[J].Chinese Journal of Aeronautics,2012,25(1):1 -12.
[7]Song F F,Yang H,Li H,et al.Springback prediction of thick-walled high-strength titanium tube bending[J].Chinese Journal of Aeronautics,2013,26(5):1336 -1345.
[8]宋飛飛,楊合,楊英麗,等.鈦合金管冷彎回彈及其控制研究現狀[J].鈦工業進展,2014,31(6):7-11.
Finite Element Simulation of Forming Rules of Ti35 Alloy Tube Numerical Control Bending
Song Feifei,Wu Jinping,Yang Yingli,Zhao Bin,Luo Yuanyuan,Guo Dizi
(Northwest Institute for Nonferrous Metal Research,Xi’an 710016,China)
The numerical-control(NC)bending process of new corrosion-resistant Ti35 alloy tube is numerical analyzed using finite element(FE)software Abaqus.In the simulation,the effects of bending angle,mandrel protrusion length,relative boosting velocity and relative bending radius on forming process of Ti35 alloy tube were investigated.It is observed that the thickness thinning ratio is increasing,while the springback angle is decreasing when intensifying the bend forming,such as decrease the bending radius and relative boosting velocity,or increase the mandrel protrusion length.The mandrel protrusion length and relative bending radius have the negative effect.FE simulation can effectively decrease the manpower and material resource costs,and it also provides some reference for further industrialized application of Ti35 alloy.
Ti35 alloy;titanium alloy tube;NC bending;FE simulation
10.13567/j.cnki.issn1009-9964.2015.04.005
2015-05-07
陜西省重點科技創新團隊計劃“鈦合金研發創新團隊”(2012KCT-23)
宋飛飛(1987—),男,助理工程師。