基于PLC的自動(dòng)切筋分離系統(tǒng)設(shè)計(jì)
2015-05-29 21:02:57朱晶川孫力
現(xiàn)代電子技術(shù) 2015年10期
朱晶川++孫力


摘 要: 隨著集成電路封裝產(chǎn)業(yè)的高速發(fā)展,切筋工藝在其封裝生產(chǎn)中的地位也不斷上升,然而傳統(tǒng)的手動(dòng)切筋作業(yè)方式嚴(yán)重阻礙了IC封裝生產(chǎn)效率的發(fā)展。目前,PLC技術(shù)在工控領(lǐng)域得到廣泛應(yīng)用,軟件設(shè)計(jì)方法已逐步完善,適合運(yùn)用于自動(dòng)切筋分離系統(tǒng)的設(shè)計(jì)開(kāi)發(fā)中。該課題中涉及的MCM?3D封裝工藝,運(yùn)用低弧度立體鍵合技術(shù)、集成電路智能塑封系統(tǒng)、自動(dòng)切筋分離系統(tǒng)等多項(xiàng)研發(fā)成果。開(kāi)發(fā)了PLC自動(dòng)控制系統(tǒng),設(shè)計(jì)了切筋模具定位結(jié)構(gòu)、切筋刀具和自動(dòng)推料裝置等,利用光纖傳感器,結(jié)合PLC定位電路和PLC反饋控制系統(tǒng),實(shí)現(xiàn)了切筋工藝的自動(dòng)化,提高了切筋工序的生產(chǎn)效率,降低了故障率和安全風(fēng)險(xiǎn),控制了人工和設(shè)備成本。
關(guān)鍵詞: 切筋; 集成電路封裝; PLC; 自動(dòng)控制; 定位
中圖分類號(hào): TN605?34 文獻(xiàn)標(biāo)識(shí)碼: A 文章編號(hào): 1004?373X(2015)10?0111?04
0 引 言
隨著國(guó)內(nèi)外電子行業(yè)的迅猛發(fā)展,集成電路芯片(IC)封裝產(chǎn)業(yè)規(guī)模不斷擴(kuò)大,封裝技術(shù)也從DIP、SOP、TQFP到MCM?3D等不斷發(fā)展[1]。在集成電路芯片封裝的流程過(guò)程中,有一道切筋工序,其主要目的就是把前工序已經(jīng)封裝完成的條狀產(chǎn)品通過(guò)模具沖床把它切分成獨(dú)立的單只產(chǎn)品。集成電路封裝切筋工藝作為電子封裝產(chǎn)業(yè)的分支技術(shù),在集成電路產(chǎn)業(yè)近年來(lái)迅猛發(fā)展的推動(dòng)下,也得到了飛速發(fā)展[2]。自動(dòng)切筋分離系統(tǒng)的發(fā)展正逐漸改變以往多副模具單工序加工的狀態(tài),減輕了操作人員的勞動(dòng)強(qiáng)度。切筋分離系統(tǒng)的性能是提升IC芯片封裝速度及提高產(chǎn)品成品率和生產(chǎn)效率的決定因素之一,這使自動(dòng)切筋分離技術(shù)成為集成電路封裝產(chǎn)業(yè)中的一項(xiàng)核心技術(shù)[3]。
在切筋工藝中,根據(jù)產(chǎn)品外形的不同,有一部分產(chǎn)品因?yàn)槠湎铝戏较虻脑颍瑱C(jī)械方面無(wú)法進(jìn)行雙側(cè)機(jī)械定位,導(dǎo)致集成電路芯片器件的定位擺放不方便,容易造成因?yàn)槎ㄎ诲e(cuò)誤而引起的不良品發(fā)生。目前,國(guó)內(nèi)IC生產(chǎn)切筋工序中上料、推料等操作多數(shù)采用純手動(dòng)方式,大大影響生產(chǎn)效率,在作業(yè)中存在安全隱患。另一方面,國(guó)內(nèi)切筋工藝只依靠液動(dòng)沖壓機(jī)單一操作、速度一般在70沖次/min 左右,與國(guó)外先進(jìn)水平有較大差距。此外,隨著集成電路集成化程度的提高,產(chǎn)品引線腳的數(shù)量不斷增加,達(dá)200個(gè)左右,引腳間密度逐漸增大,間距縮小至0.4 mm,這給提高切筋功率工作效率帶來(lái)了很大難度[4]。
圖1為本課題中MCM?3D封裝樣品RZ1033。MCM?3D封裝集成電路的輸出電流大、抗干擾性強(qiáng)、內(nèi)阻小、結(jié)構(gòu)緊湊、功耗低,作為先進(jìn)的集成電路封裝形式,是目前國(guó)際半導(dǎo)體封裝行業(yè)中的核心技術(shù),現(xiàn)已廣泛應(yīng)用于現(xiàn)代4C市場(chǎng)和航空航天領(lǐng)域。由于MCM?3D封裝產(chǎn)品制造難度大,國(guó)內(nèi)能生產(chǎn)MCM?3D封裝集成電路的企業(yè)只有少數(shù)幾家,市場(chǎng)需求遠(yuǎn)大于供應(yīng),所以提高生產(chǎn)效率迫在眉睫[5]。
圖1 集成電路MCM?3D封裝樣品RZ1033
本文擬通過(guò)設(shè)計(jì)PLC自動(dòng)定位控制程序,集成光纖傳感器、LED報(bào)警系統(tǒng),控制切筋分離系統(tǒng)中模具及器件的μm級(jí)定位擺放,實(shí)現(xiàn)一種便于集成電路芯片封裝加工的高速切筋分離系統(tǒng),達(dá)到切筋自動(dòng)化,降低不良品率,提高封裝工藝整體生產(chǎn)效率的目的,同時(shí)保護(hù)了操作人員的安全,降低生產(chǎn)成本[6]。
1 PLC在工控領(lǐng)域的應(yīng)用及設(shè)計(jì)方法
1.1 PLC在工控領(lǐng)域的應(yīng)用
PLC即可編程序控制器,目前是在工業(yè)環(huán)境中運(yùn)用最為廣泛的數(shù)字運(yùn)算電子系統(tǒng)。PLC控制技術(shù)綜合了自動(dòng)控制技術(shù)、計(jì)算機(jī)技術(shù)和通信技術(shù)等多方面的現(xiàn)代科技。它既可以實(shí)現(xiàn)簡(jiǎn)單的邏輯控制、順序控制,同時(shí)也可以實(shí)現(xiàn)復(fù)雜的連續(xù)控制和過(guò)程控制等[7]。PLC現(xiàn)已滲透至工業(yè)控制的各個(gè)領(lǐng)域,從單機(jī)自動(dòng)化到工業(yè)生產(chǎn)的局部網(wǎng)絡(luò)。PLC因其在開(kāi)關(guān)量的邏輯控制上的優(yōu)勢(shì),已取代了傳統(tǒng)的繼電器控制系統(tǒng);在對(duì)溫度、流量、壓力等連續(xù)變化的模擬量的閉環(huán)控制中,PLC的模擬量控制功能也已被廣泛應(yīng)用,例如塑料擠壓成型機(jī)、鍋爐等設(shè)備;現(xiàn)代PLC同時(shí)也具有運(yùn)算、數(shù)據(jù)傳輸、轉(zhuǎn)換、排序和查表、位操作等功能,可以完成數(shù)據(jù)采集、分析和處理,目前已用在大、中型控制系統(tǒng)中[8]。PLC可通過(guò)傳感器控制生產(chǎn)過(guò)程,適合于本課題自動(dòng)切筋分離系統(tǒng)的研究。
1.2 PLC選型與配置
合理選擇PLC是研發(fā)PLC控制程序的關(guān)鍵,需要以滿足研發(fā)系統(tǒng)功能為基礎(chǔ),同時(shí)避免資源浪費(fèi)和控制研發(fā)成本。對(duì)于以開(kāi)關(guān)量控制為主的工程,選用以A/D轉(zhuǎn)換、D/A轉(zhuǎn)換、數(shù)據(jù)傳送功能、加減算法的低檔機(jī),無(wú)須考慮其控制速度。而在較復(fù)雜的控制程序中,一般有PID運(yùn)算、閉環(huán)控制、通信聯(lián)網(wǎng)等,應(yīng)根據(jù)其控制過(guò)程所需可視化程度來(lái)選擇中高檔機(jī)。另外,在企業(yè)中PLC選型應(yīng)盡量統(tǒng)一,同機(jī)型的PLC模塊可互相備用,編程方法統(tǒng)一,配合上位計(jì)算機(jī)的應(yīng)用,便于相互通信,各獨(dú)立控制系統(tǒng)可聯(lián)成統(tǒng)一的多級(jí)分布式控制系統(tǒng)[9]。
1.3 PLC可靠性設(shè)計(jì)
PLC控制程序設(shè)計(jì)過(guò)程中,首要考慮的是可靠性。為預(yù)測(cè)預(yù)防系統(tǒng)中可能發(fā)生的故障,消除安全隱患,一般方法包括:降額設(shè)計(jì)、冗余設(shè)計(jì)、電磁兼容設(shè)計(jì)等。PLC程序開(kāi)發(fā)時(shí),利用PLC內(nèi)部的軟元件代替一部分元器件,屏蔽誤信號(hào),在程序的關(guān)鍵部位采用冗余設(shè)計(jì),都可以有效提高PLC控制系統(tǒng)的可靠性。在PLC軟件設(shè)計(jì)的具體過(guò)程中,可采用輸入點(diǎn)濾波、輸出點(diǎn)備份、通信數(shù)據(jù)校核、停電記憶、工藝流程冗余等措施提高系統(tǒng)運(yùn)行的可靠性[10]。
1.4 PLC軟件設(shè)計(jì)方法
PLC軟件系統(tǒng)設(shè)計(jì)方法主要可分為圖解法、經(jīng)驗(yàn)法和計(jì)算機(jī)輔助設(shè)計(jì)等[11]。其中圖解法主要依靠梯形圖、邏輯流程圖等。梯形圖圖形與繼電器控制電路非常相近,此方法容易將控制電路與PLC語(yǔ)言關(guān)聯(lián)[12];邏輯流程圖便于描繪PLC的執(zhí)行過(guò)程,明確反應(yīng)其中的輸入/輸出關(guān)系以及工藝流程,便于查找故障點(diǎn)和調(diào)試維護(hù)程序,幫助理清程序的脈絡(luò)。經(jīng)驗(yàn)法是運(yùn)用自己或別人的開(kāi)發(fā)經(jīng)驗(yàn)進(jìn)行設(shè)計(jì),選擇與本課題相近的程序進(jìn)行“試驗(yàn)”,需要大量積累與總結(jié)。計(jì)算機(jī)輔助設(shè)計(jì)主要是利用計(jì)算機(jī)或者移動(dòng)終端上的PLC編程軟件進(jìn)行程序設(shè)計(jì),同時(shí)運(yùn)用在線編程、在線調(diào)試和離線仿真等方法,輔助PLC軟件系統(tǒng)的設(shè)計(jì)開(kāi)發(fā)[13]。
2 MCM?3D集成電路封裝工藝
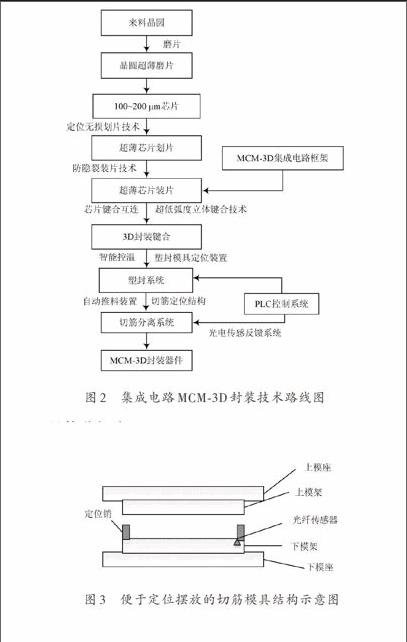
根據(jù)集成電路MCM?3D封裝的技術(shù)性能要求,在已有技術(shù)基礎(chǔ)和工藝條件下,對(duì)MCM?3D封裝的引線框架設(shè)計(jì)、磨劃片工藝、裝片鍵合工藝、塑封和切筋分離系統(tǒng)等核心技術(shù)進(jìn)行研究,解決工藝優(yōu)化和各項(xiàng)關(guān)鍵技術(shù)的系統(tǒng)整合應(yīng)用,以獲得性能優(yōu)越的MCM?3D封裝集成電路[14]。其封裝工藝技術(shù)路線如圖2所示。
圖2 集成電路MCM?3D封裝技術(shù)路線圖
具體分解為:
(1) 集成電路MCM?3D封裝框架設(shè)計(jì)包括7引腳、防塌絲、強(qiáng)結(jié)合力3個(gè)方面,并集合為MCM?3D封裝用特制框架。該框架從根本上消除了引腳間的電壓干擾,有效減少塑封過(guò)程中的沖絲,避免塑封體開(kāi)裂。
(2) 集成電路MCM?3D封裝磨片工藝包括粗磨、細(xì)磨、濕蝕刻3道工序,將芯片背面減薄后獲得厚度小于200 μm的超薄芯片,磨片后的芯片翹曲度極小,鏡面效果理想。
(3) MCM?3D封裝劃片工藝包括超薄芯片定位無(wú)損劃片技術(shù),配以防靜電技術(shù)和30 μm窄間距雙刀劃片工藝,降低在劃片過(guò)程中芯片有可能產(chǎn)生的靜電損傷及背崩。
(4) 芯片逐次上芯烘烤固化,鍵合絲反向拉弧,經(jīng)低弧度立體鍵合連接各芯片和引線框架,充分利用了塑封體內(nèi)的立體空間,解決了鍵合絲易短路的問(wèn)題。因鍵合絲長(zhǎng)度縮短,封裝體的內(nèi)阻更小,輸出電流和輸出功率更大,產(chǎn)品性能得到大幅提升。
(5) 塑封系統(tǒng)采用封裝模具智能定位結(jié)構(gòu),通過(guò)光電傳感器、接近傳感器以及螺旋測(cè)試頭的感應(yīng)和數(shù)據(jù)讀取,配合PLC控制系統(tǒng),確保框架不易移位,提高模具使用壽命。
(6) 切筋分離系統(tǒng)采用切筋模具智能定位結(jié)構(gòu),在切筋模具下模架頂部設(shè)置光纖傳感器,配合PLC自動(dòng)控制系統(tǒng),確保器件定位擺放,實(shí)現(xiàn)切筋自動(dòng)化,提高良品率。
(7) 測(cè)試環(huán)節(jié)包括:FT功能測(cè)試、URS能量測(cè)試、OS開(kāi)短路測(cè)試、絕緣耐壓測(cè)試。
3 硬件設(shè)計(jì)
本文選用YH系列切筋壓力機(jī),該機(jī)型可配置不同的入料出料接口,同時(shí)電氣由PLC智能控制,PLC擴(kuò)展性好,具有良好的人機(jī)界面,切筋刀具也可自由定制與更換,沖壓行程、速度、壓力均可調(diào)節(jié)。為了適應(yīng)自動(dòng)切筋分離系統(tǒng)提高生產(chǎn)效率的需求,設(shè)計(jì)了便于定位擺放的半導(dǎo)體切筋模具。如圖3所示,在下模架頂部的右端設(shè)置光纖傳感器,通過(guò)光纖傳感器讀取芯片框架位置并輸出信號(hào),經(jīng)放大傳輸至PLC自動(dòng)控制系統(tǒng)并由LED報(bào)警反饋,確定集成電路產(chǎn)品的定位擺放。
圖3 便于定位擺放的切筋模具結(jié)構(gòu)示意圖
為適應(yīng)本文的自動(dòng)切筋分離系統(tǒng),分別設(shè)計(jì)了相匹配的切筋模具與切筋刀具,并為了提高生產(chǎn)效率和控制成本,對(duì)其進(jìn)行了以下改進(jìn)。切筋模具通過(guò)光纖輸出信號(hào),保證集成電路芯片器件框架的定位擺放,從而減少因定位錯(cuò)誤而引起的不良品的發(fā)生,同時(shí)也能起到安全保護(hù)的作用。采用自動(dòng)推料裝置,利用開(kāi)模時(shí)上模上升的時(shí)間間隔,通過(guò)換向氣缸帶動(dòng)推送氣缸的推桿,將產(chǎn)品送入料管。可減少手動(dòng)推料環(huán)節(jié),提高產(chǎn)能,同時(shí)也確保切出高質(zhì)量產(chǎn)品,避免在手動(dòng)推料時(shí)出現(xiàn)劃痕;實(shí)現(xiàn)自動(dòng)化操作,節(jié)省人力的同時(shí)避免了一臺(tái)機(jī)器多人作業(yè)的不安全因素。傳統(tǒng)刀具單面切筋,壽命短報(bào)廢率高。采用的半導(dǎo)體切筋刀具橫截面成正方形,使得刀口的兩組對(duì)稱面均能用于切筋,可令使用壽命提高100%,而成本下降一半。
4 軟件設(shè)計(jì)
為適應(yīng)上述的自動(dòng)切筋分離系統(tǒng)功能的實(shí)現(xiàn),選擇三菱Mtsubishi作為本課題的開(kāi)發(fā)工具,其PLC可靠性高,調(diào)試簡(jiǎn)易,便于維護(hù);同時(shí)其I/O的響應(yīng)時(shí)間短。另外,目前在工控領(lǐng)域,三菱PLC因性能優(yōu)異且擴(kuò)展性好等優(yōu)點(diǎn),已得到廣泛應(yīng)用[15]。自動(dòng)切筋分離系統(tǒng)的智能定位結(jié)構(gòu)根據(jù)應(yīng)用系統(tǒng)的不同,選擇合適的傳感器,參考學(xué)習(xí)三菱PLC編程手冊(cè)[16],結(jié)合PLC定位電路和PLC反饋系統(tǒng),集成光纖傳感器、LED報(bào)警系統(tǒng),實(shí)現(xiàn)切筋分離系統(tǒng)中模具及器件的μm級(jí)定位擺放。
切筋分離系統(tǒng)硬件包括定位銷和雙通道同芯光纖等定位裝置,以及切筋模具,切筋壓力機(jī)等生產(chǎn)裝置,由PLC自動(dòng)控制程序配合傳感器進(jìn)行控制。系統(tǒng)流程見(jiàn)圖4。
圖4 切筋分離系統(tǒng)流程圖
第一步啟動(dòng)生產(chǎn)設(shè)備,同時(shí)將未加工的集成電路芯片框架放入切筋模具中。安裝在切筋模具的光纖末端連接光纖放大器,當(dāng)光纖傳感器感應(yīng)到推料時(shí),會(huì)產(chǎn)生感應(yīng)信號(hào)給放大器,然后光纖放大器產(chǎn)生的高低電平信號(hào)將直接輸出到電路控制盒,通過(guò)電路轉(zhuǎn)換成兩組同步信號(hào),其中一組輸出到PLC的安全控制點(diǎn),另一組輸出致LED,PLC定位簡(jiǎn)易電路圖如圖5所示。
圖5 PLC定位簡(jiǎn)易電路圖
若檢測(cè)到芯片框架正常擺放,PLC安全控制點(diǎn)輸出命令,控制切筋模具下降,因已安裝了有自動(dòng)推料裝置,推料沖壓等實(shí)現(xiàn)自動(dòng)化操作,切筋操作持續(xù)循環(huán)運(yùn)行。在切筋分離系統(tǒng)運(yùn)行的同時(shí),PLC控制程序和光纖傳感器繼續(xù)工作。當(dāng)集成電路芯片的芯片框架在工作軌道中未能定位準(zhǔn)確時(shí),光纖放大器將輸出高電平,高電平通過(guò)轉(zhuǎn)換電路,轉(zhuǎn)換電路的輸出部分將直接觸發(fā)PLC的安全控制點(diǎn),使正在運(yùn)行的切筋模具停止正常開(kāi)合,暫停正常工作;同時(shí),轉(zhuǎn)換電路的另一路信號(hào)將輸出致LED指示燈,指示燈亮,提示操作人員此時(shí)芯片框架未能擺放正常到位。當(dāng)芯片框架被擺放到位后,PLC控制程序?qū)⒖刂魄薪罘蛛x系統(tǒng)繼續(xù)工作。
圖6為自動(dòng)切筋分離系統(tǒng)中PLC控制程序的梯形圖。
圖6 切筋分離系統(tǒng)PLC梯形圖
5 結(jié) 語(yǔ)
本文與以往側(cè)重理論研究不同,根據(jù)MCM?3D集成電路封裝中對(duì)切筋工藝實(shí)際要求,設(shè)計(jì)并開(kāi)發(fā)了基于PLC控制高速自動(dòng)切筋分離系統(tǒng),利用光纖傳感器和自動(dòng)推料裝置等,實(shí)現(xiàn)高速、精準(zhǔn)、自動(dòng)化切筋,提高集成電路封裝芯片品質(zhì)。系統(tǒng)沖切速度達(dá)到150沖次/min,遠(yuǎn)高于傳統(tǒng)人工推料切筋工藝速度;平均切筋誤差小于0.1 mm;工作噪音小于50 dB;人機(jī)交互界面簡(jiǎn)潔友好,系統(tǒng)可靠性得到顯著提升,故障率低,降低了生產(chǎn)中的安全風(fēng)險(xiǎn)。系統(tǒng)有效地解決了芯片封裝個(gè)工藝中切筋分離工藝瓶頸問(wèn)題,大幅提高了芯片封裝工藝的整體效率,同時(shí)有力推動(dòng)了IC芯片封裝產(chǎn)業(yè)的自動(dòng)化進(jìn)程。系統(tǒng)性能目前處于國(guó)內(nèi)領(lǐng)先地位,性價(jià)比高,具有廣闊的市場(chǎng)前景。
參考文獻(xiàn)
[1] 劉勁松.高端IC封裝技術(shù)[J].集成電路應(yīng)用,2004(12):75?78.
[2] SAID F, DEREK A, FRANZON P D, et al. A review of 3?D packaging [J]. IEEE Transactions on Components, 1998, 21(1): 2?14.
[3] 胡必武,余成.高速集成電路切筋系統(tǒng)設(shè)計(jì)[J].電子與封裝,2009(5):33?35.
[4] 汪祥國(guó).引線框架自動(dòng)沖切成形系統(tǒng)[J].模具工業(yè),2004 (5):18?21.
[5] BRAUN T, BECKER K. Fan?out wafer level packaging for MEMS and sensor applications [J]. Sensors and Measuring Systems, 2014(6): 1?5.
[6] 沖模設(shè)計(jì)手冊(cè)編寫組.沖模設(shè)計(jì)手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2000.
[7] 陳有根,危韌勇.可編程序控制器概述[J].大眾用電,2003(1):34?35.
[8] Anon. Programmable controllers: voting draft?IEC 61131?3 [M]. 2nd ed. Kista, Sweden: International Electrometrical Commission, 1999.
[9] DUSCHI K. An experimental study on UML Modeling errors and their causes in the education of model driven PLC programming [C]// Proceedings of Global Engineering Education Conference. [S.l.] : [s.n.], 2014: 119?128.
[10] 趙中敏,張秋云,楊廣才.PLC控制系統(tǒng)設(shè)計(jì)[J].機(jī)床電器,2007(2):38?46.
[11] 陳延奎.淺談PLC控制系統(tǒng)的設(shè)計(jì)方法[J].中國(guó)科技信息,2009(20):116?118.
[12] 蘇淑芝.軟PLC梯形圖編程系統(tǒng)的研究與實(shí)現(xiàn)[D].廣州:華南理工大學(xué),2012.
[13] ALI S, AKBAR A, PEDRAM V. A remote and virtual PLC laboratory via smartphones [J]. E?Learning and E?Teaching, 2013 (13): 63?68.
[14] ZIABARI A, PARK J, ARDESTANI E, et al. Power blurring: fast static and transient thermal analysis method for packaged integrated circuits and power devices [J]. Very Large Scale Integration Systems, 2014, 6: 99?100.
[15] 蓋超會(huì).三菱PLC與變頻器觸摸屏綜合培訓(xùn)教程[M].北京:中國(guó)電力出版社,2010.endprint
