帶式焙燒機特點及臺車跑偏故障的原因分析
2015-05-30 16:26:20賀南寧
科技資訊 2015年9期
賀南寧
摘 要:預防焙燒機跑偏是焙燒機日常維護的重點難題,該文通過對焙燒機結構特點、運行方式的研究,對焙燒機的跑偏現象進行了簡單介紹,同時對臺車跑偏進行深入分析及對跑偏現象形成的原因加以分析,進而對發生跑偏現象直接的做出分析,并給出嚴謹的推論并加以論證,發現和總結出焙燒機的安裝精度、風箱設置位置、氣流等相關因素與焙燒機臺車跑偏所存在的內在聯系與規律,為焙燒機跑偏調整提出切實可行的實施方案,是該文著重需要探討的問題。
關鍵詞:帶式焙燒機 跑偏分析 移動架 風箱 溫度
中圖分類號:TF046.6 文獻標識碼:A 文章編號:1672-3791(2015)03(c)-0028-03
Abstract:Roasting machine running deviation prevention is the key of the roasting machine daily maintenance problems, this article through studies of roasting machine structure characteristics, operation mode, the roasting machine running deviation phenomenon has carried on the simple introduction, at the same time, in-depth analysis was carried out on the car running deviation and the reasons for the formation of running deviation phenomenon analysis, and then directly to make analysis of the running deviation occur, and give the rigorous reasoning and argumentation, found and summed up the roasting machine installation location precision, bellows, factors related to air flow and roasting machine car running deviation of the inner link with the existing rules, put forward feasible for roasting machine running deviation adjustment implementation plan, is the problem that this paper will explore.
Key Words:Belt roasting machine;Running deviation analysis; Mobile rack;bellows; Temperature
焙燒機臺車跑偏一直是焙燒機維護無法繞過去的問題,跑偏原因錯綜復雜,該文對焙燒機的特點和跑偏現象做深入剖析,試圖探明臺車跑偏的形成過程,發生的跑偏的直接原因,闡述安裝精度對焙燒機跑偏的重要影響,同時提出風箱設置導致臺車兩側受熱不均是造成焙燒機跑偏的又一重要原因,并加以論證。
1 帶式焙燒機特點及跑偏情況描述
帶式焙燒機從外形上看,和燒結機十分相似,但在設備結構上存在很大的區別。其生球干燥、預熱、焙燒、均熱及冷卻都在同一臺設備上完成,要求其上部爐罩進行密封,且既要有抽風也要有鼓風。因而臺車在整個焙燒、冷卻過程中的熱脹冷縮現象比燒結機更為明顯,對臺車強度的要求就更高。此外,焙燒機的風箱設計成單側進氣的非對稱形式,即單組工藝風機在焙燒機的一側,風流層“L”型進出。這樣,焙燒機兩側的風箱梁、軌道梁及臺車兩側的受熱、冷卻存在差異,造成整個焙燒機縱向中心線兩側膨脹不均,這是造成焙燒機臺車跑偏不同于燒結機的一個重要原因。
1.1 帶式焙燒機特點
帶式焙燒機共分為七個工藝段,鼓風干燥段、抽風干燥段、預熱段、焙燒段、均熱段、一冷卻段、二冷卻段。焙燒機上部用爐罩進行密封,每連續兩段之間用隔墻隔開,臺車下部風箱每連續兩段之間用配重密封隔開,用于限制氣體在相鄰風箱間氣流竄動。
(1)機頭驅動裝置。
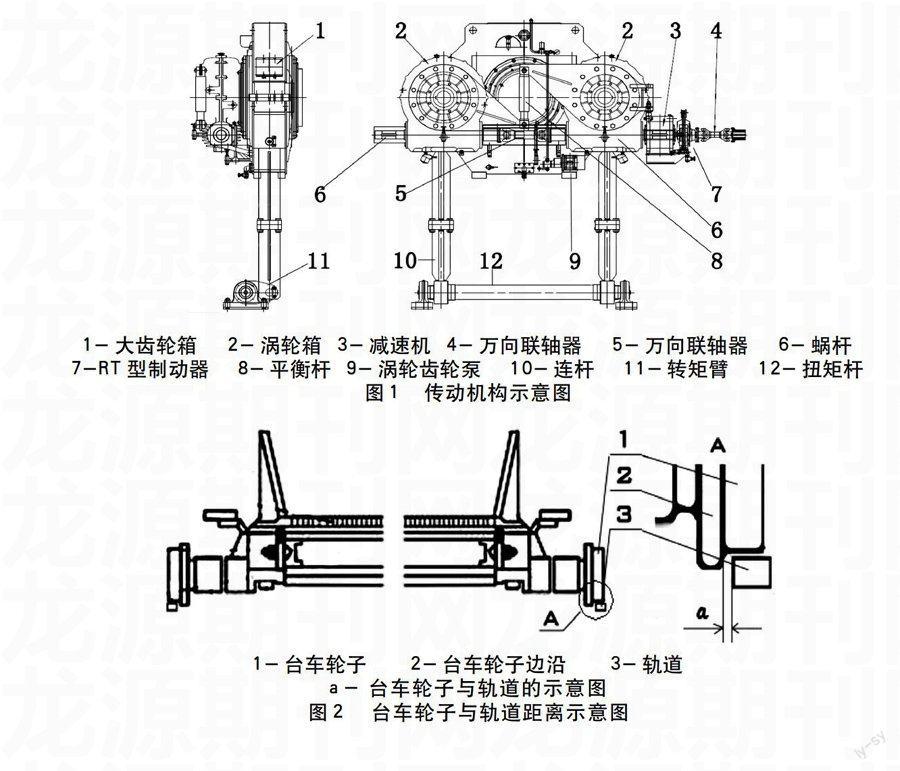
焙燒機的傳動裝置由調速馬達、減速裝置和大星輪組成,臺車通過星輪帶動被推到工作面上,沿著臺車軌道運行,這同燒結機的驅動基本相同。焙燒機多采用柔性傳動裝置,其構造見圖1所示。
(2)機尾移動裝置。
由于焙燒機是在熱狀態下工作,而臺車與臺架的熱膨脹程度往往是不同的,為了使焙燒機在工作狀態能自由伸縮,機尾都采用移動架形式,吸收臺車水平方向的線性擴張,移動架整體是懸空的,上部用4個頂升輪支撐,懸掛在機尾框架上,安裝時要確保移動架的水平度。在移動架兩側設有鏈輪、鏈條和重錘組成的平衡機構,給移動架一個向前的力,與來自機頭的推力是成為一組平衡力。因此,當焙燒機在熱工作狀態下,臺車開始沿焙燒機縱向線膨脹,推動星輪,帶動移動架后移。當停機冷卻后,由重錘帶動移動架滑向原來的位置。
1.2 跑偏介紹
焙燒機跑偏一般在熱生產狀態下產生,并且有幾種不同情況的跑偏。為了便于直觀的描述臺車跑偏的情況,我們通過測量臺車輪子與軌道的距離,如圖2。
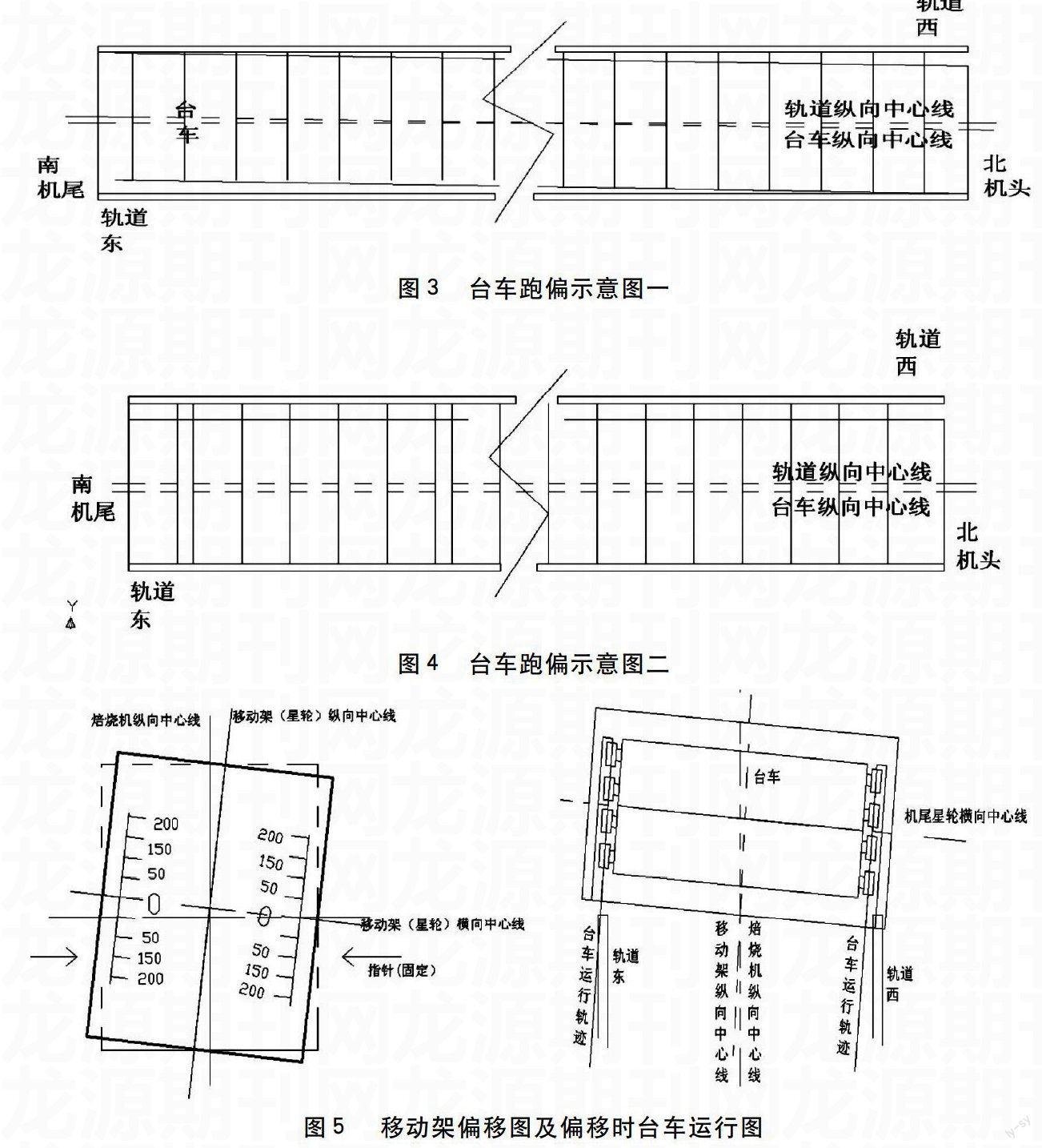
(1)下層軌道臺車經機尾星輪出來后,向東側跑偏,如圖3,進入機頭星輪后,翻轉到上層軌道后向西跑偏進入機尾星輪,這種情況下,從機尾星輪出來的臺車,其輪子與軌道的距離,呈現的是東側大西側小的情況。
(2)上下層的臺車的中心線均向東偏離軌道中心線,如圖4,即臺車東側輪子與軌道的距離較小。這種情況下,下層軌道,從機尾出來的臺車東側輪子與軌道的距離小。
這兩種跑偏的相同之處是在機頭位置,臺車輪子一直貼著機頭東側彎軌,造成一定的設備損壞。主要有:(1)由于機頭東側輪子貼著軌道,此時的臺車東側端梁已與星輪產生摩擦,臺車端梁磨損嚴重,星輪齒邊出現卷邊。(2)東側彎軌磨損嚴重。除了這兩種情況,還有諸如,臺車輪子軸承間隙變大等情況。
2 帶式焙燒機跑偏原因分析
由于焙燒機結構的復雜性,安裝精度、工藝要求高等原因,造成焙燒的跑偏的原因也比較多。主要可以從兩方面入手。(1)焙燒機的安裝精度沒有達到要求或是生產過程中發生了變化。(2)焙燒機的熱膨脹引發的跑偏。
2.1 安裝精度的檢查與調整
臺車跑偏多數是由于局部沉降引起的軌道、星輪位置的變化,繼而導致臺車跑偏。如果因為這樣的原因,解決的辦法就比較簡單,通過對焙燒機的軌道梁、機頭機尾星輪等點位的觀測,通過相應的調整便可以解決焙燒機的跑偏問題。
2.2 有關熱膨脹的分析
由于焙燒機的風箱設計成單側進氣的非對稱形式,這樣的設計極易造成焙燒機包括臺車、風箱、軌道等部件的受熱不均導致跑偏。此外局部的風箱密封、爐罩密封,落棒密封等密封不嚴也是造成熱膨脹不均的原因,這就可以解釋,溫度對臺車跑偏的影響比較明顯。尤其在冷試的時候,臺車運轉比較好,未出現跑偏情況。在運轉一段時間后,可能在熱膨脹情況下存在部分結構出現塑性變形,導致停機后,不能恢復,同時出現局部密封不嚴等情況。
(1)熱膨脹現象。
當臺車出現膨脹不均時,臺車推動機尾星輪出現偏移,因為星輪與彎軌均固定在移動架上,因此會出現如圖5一樣的偏移,臺車的運行軌跡被改變。因此無論上層臺車如何運行,只要機尾移動架出現偏移,因此臺車從機尾出來,就會出現跑偏,這是焙燒機臺車跑偏的直接原因。
(2)風箱氣流。
當焙燒機正常生產時,13#風箱壓力為-2.5Mpa,溫度為570°C,在這一工況下,空氣密度ρ約為0.45kg/m3,運動粘滯系數υ約為8.2m2/s。
根據風速與動壓力的公式,
式中:v——空氣流動的速度(m/s);
——空氣的重度(N/m3);
——當地重力加速度,通常取9.81(m/s2);
ρ--空氣密度,次工況約為0.45(kg/m3)。
所以,
風速=105m/s
(3)判定風箱風流層流與紊流。
臺車底部的風箱是一個矩形,3000mm ×4000mm
根據邊長為a和b的矩形斷面流體半徑為
A-風流端面面積;
K-濕潤周。
因此該風箱斷面流體半徑為3.4m。
利用臨界雷諾數判別流態,通風工程其值約為2320。
假設當Re>Rek時,流動處于紊流狀態,這樣流態的判別條件如下。
層流:
紊流:
-雷諾數;
-流速;
-流體運動粘滯系數。
=42<2320
所以,該風箱為層流狀態。
我們知道,流體在風道內流動時,不僅有沿程阻力,而且在通過風道的彎頭、三通、收縮管等管件時,發生氣流方向的改變或截面變化,從而形成渦流和氣體擾亂,消耗部分能量,尤其在層流的狀態下,流管內與流管外的氣體運動參數不一致,極易造成臺車的受熱不均,這與風箱的幾何結構息息相關。要使臺車均勻受熱,必須對風箱流進行嚴密的計算,可以通過增加導風板的方式,改變氣流方向。
3 結語
帶式焙燒機從外形上看,和燒結機十分相似,但在設備結構上存在很大的區別。其生球干燥、預熱、焙燒、均熱及冷卻都在同一臺設備上完成,要求其上部爐罩進行密封,且既要有抽風也要有鼓風。因而臺車在整個焙燒、冷卻過程中的熱脹冷縮現象比燒結機更為明顯。焙燒機風箱設計成單側進氣的非對稱形式,這樣的設計極易造成焙燒機包括臺車、風箱、軌道等部件的受熱不均導致跑偏。該文從焙燒機的特點著手,分析臺車跑偏的形成過程,即臺車推動機尾星輪帶動移動架、彎軌出現偏移,而使從機尾移動架出來的臺車出現跑偏,這是臺車跑偏在機械上的直接原因,同時,該文強調安裝精度對焙燒機跑偏重要影響,重點探討了風箱設置如何影響臺車跑偏,得出以上結論。
參考文獻
[1] 中國冶金工業協會.最新球團、燒結節能設計與生產新工藝新技術及機械設備維護檢修實用手冊[M].北京:中國冶金出版社,2006.
[2] 五冶集團上海檢修公司主編.球團設備狀態維護與檢修技術[M].上海:上海交通大學出版社,2013.
[3] 張衛華.帶式焙燒機球團技術在首鋼京唐鋼鐵廠中的創新應用[N].世界金屬導報,2010.
[4] 冶金工業規劃研究院.燒結裝備大型化犌蟯拋氨付嘌痆N].中國冶金報,2011.
[5] 王夏.微波加熱強化鐵礦氧化球團煤基還原研究[D].長沙:中南大學,2010.