一種打印機機芯固定板的級進模設計
2015-05-30 19:38:49李炳陳偉高俊國
東方教育 2015年8期
李炳 陳偉 高俊國
【摘要】級進模是一種高精度、高效率、高壽命的模具,是技術密集型模具的重要代表,是沖模的發展方向之一;打印機機芯固定板是打印機的重要組成部分,其形狀較為復雜,有很多孔洞。單工序模效率太低,精度不夠;復合模模具太復雜,可靠性不高;通過工藝方案的比較,本文確定采用級進模的形式。工件材料是SECC,厚度為1毫米。本文重點設計了沖孔、切邊這幾道工序及凸模和凹模、卸料板的尺寸和結構,并根據沖壓力選擇了合適的壓力機,達到設計要求。
【關鍵詞】級進模;沖壓模具;打印機;固定板
引言
級進模是在壓力機的一次行程中,在送料方向連續排列的多個工位上同時完成多道沖壓工序的沖模。級進模能連續完成沖裁、彎曲、拉深、切斷等工序內容。所以,結構尺寸小、形狀復雜、工序較多、材料較薄的工件,一般都可以用一副多工位級進模來完成加工。本文設計的是打印機機芯固定板級進模,設計的時候應盡可能的減少工序數,提高生產效率,模具結構最好盡可能簡單,同時保證使用壽命長,這樣才能保證產品質量穩定,實現操作簡便等優點。
1.工藝方案分析
零件圖如圖1所示。首先對該零件進行工藝分析,要想完成該產品,應該有以下工序:
圖1 零件圖 ? ? ? ? ? ? ?圖2 方案三
Fig.1 Parts chart ? ? ? ?Fig.2 ?Plan three
(1)沖孔
沖孔是利用鋒利的凸模刃口將板料上的孔廢料分離的一種沖裁工序,為了保證產品尺寸的精確,該模具應使用定位銷。
(2)切斷
切斷是用剪刃或沖模切斷板料,從而使板料分離的一種沖裁工藝,它與沖孔的最大區別在于切斷線是不封閉的,而沖孔線是封閉的。
該零件為打印機重要零件,要求中大批量生產。根據對沖壓件的工藝分析,可以擬如下工藝方案。
方案一:先沖孔,然后落料,單工序模生產。
方案二:沖孔落料復合沖壓,復合模生產。
方案三:如圖2所示,先沖孔,然后再切斷,級進模生產。
綜合分析可得:
方案一模具結構簡單,制造周期短,但需要多幅模具來完成制造,成本高而生產效率低,難以滿足生產要求,故不宜采用單工序模進行生產。
方案二只需要一副模具,但是模具結構較為復雜,模具的制造成本會較高。考慮到工件結構較為簡單,生產條件為大批量的小型沖壓件,故此種方案不太合適。
方案三采用一副模具,制造成本較低,周期短,生產效率高,能夠滿足工件大批量生產的要求。
通過對上述方案的比較,該沖壓件采用方案三級進模沖壓最為理想。本文將工序安排為:沖孔,切斷。最終將工位定為2個。
1.2 排樣圖的設計
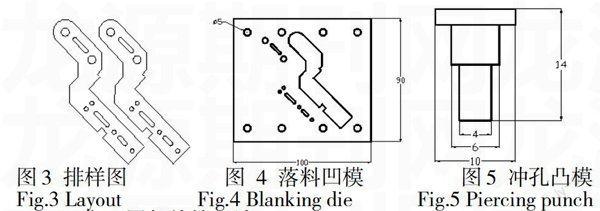
排樣就是根據產品的結構形狀以及精度要求來確定模具每一個工位的工作內容,并且考慮凸模、搭邊、落料方式等因素確定步距和條料的寬度尺寸。根據零件的結構和外形特點,決定采用斜排的排樣形式,如圖3所示。其送料步距A=D+a=44+4=48mm;條料寬度B=(D+2a1+Δ)0-Δ=(70+2×2+0.5)0-0.5=74.50-0.5mm,材料利用率:η= = ? ?41%。
圖3 排樣圖 ? ? ? ? 圖 4 落料凹模 ? ? ? ? 圖5 沖孔凸模
Fig.3 Layout ? ? ? Fig.4 Blanking die ? ? ?Fig.5 Piercing punch
2 主要零部件的設計
2.1 落料凹模的設計
為了降低凹模加工難度和凹模結構的復雜程度,獲得較高的結構強度,凹模采用整體式直通形刃口,如圖4所示。查表得刃口高度h=5mm。凹模外形尺寸計算公式如下:
凹模厚度H=Kb,凹模壁厚C=(1.5~2)H
式中b——沖裁件最大外形尺寸,b不小于15mm;
C——凹模壁厚,指刃口至凹模外形邊緣的距離。
查表取凹模厚度系數K=0.2,凹模厚度H=Kb=0.2×48=9.6mm,凹模壁厚C=(1.5~2)H =(1.5~2)×9.6=14.2~19.2mm ?查《沖壓模設計指導》[3]表5-4,選取得凹模厚度H=10mm,凹模壁厚C=20mm。選取標準矩形凹模板尺寸為:100mm×90mm×10mm(GB 2858.1-81)。
2.2 沖孔凸模的設計
根據凸模的工作截面形狀,可分為圓形和非圓形兩類;根據結構形式可分為整體式和鑲拼式。
1、鑲拼式凸模
大型零件的落料、沖孔或切邊等工序使用的凸模,一般都設計成鑲拼式結構。
2、整體式凸模
中、小型工件在沖裁中使用的凸模,一般都設計成整體式結構。整體式凸模的基本結構形式為階梯式和直通式。本設計中所用的凸模均設計為整體式。如圖5所示。
凸模長度可根據結構上的需要確定:L=h凸模固定板+h落料凹模=8+10=18mm
由于凸模尺寸較大,且長度較短,剛度和強度足夠,所以無需對其進行強度校核。凸模材料為Cr6WV,熱處理硬度為56~58HRC。
2.3 卸料板的設計
2.3.1 卸料板外形設計
卸料板不僅僅是卸料的作用,同時要對凸模進行導向,尤其是該模具設計的過程中,凸模的直徑較小,而且高度較大,所以使用彈性卸料板比較好。卸料板的外形尺寸與凹模的邊界尺寸相等。卸料板與凸凹模的間隙值取0.1mm。
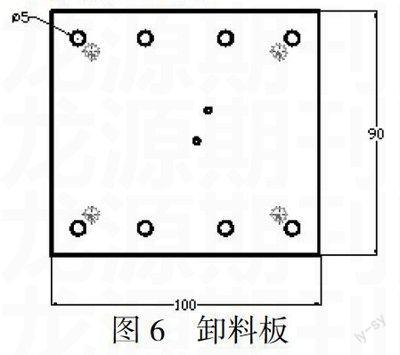
卸料板的設計一般情況下應該結合凹模的尺寸大小,長寬和凹模的的長寬一樣,厚度選擇為14mm,選取標準矩形固定板加工為卸料板,矩形固定板標記為:100mm×90mm×14mm GB 2858.2-81。
2.3.2 卸料板材料的選擇
卸料板主要的功能是卸料,同時還有對凸模有保護的作用,所以強度和硬度都有具有較高的要求,一般情況下都選擇45號鋼。45鋼是常用的優質碳素結構鋼,它的質量非常的好,含碳量(0.45%)波動小,性能較穩定。設計成零件后,再經過調質處理,具有良好的綜合力學性能,即具有較高的強度、硬度,又具有較好的塑性、韌性。
2.3.3 卸料板整體精度的確定
圖6 ?卸料板
Fig.6 ? Stripper
卸料板外輪廓的精度要求不高,所以選取IT14級,粗糙度為Ra3.2um;而內輪廓的精度要求比外輪廓的要求稍高,所以選取IT11級,粗糙度為Ra1.6um。卸料板外形尺寸如圖6所示。
3. 沖壓設備的選擇
沖壓設備一般指壓力機。沖壓設備的選擇直接關系到設備的安全以及生產效率、產品質量、模具壽命和生產成本等。沖壓設備的選擇主要包括設備的類型和規格參數兩個方面。針對本文的小型沖壓件,且精度要求不是很高,故選擇開式曲柄壓力機。通過計算,理論沖裁力F總=120.5 KN,為了保證沖壓力的足夠,一般壓力機的噸位為計算的沖壓力1.3倍左右,即:F'總=1.3?F=1.3?120.5=156.65KN。
選擇J23—40式可傾壓力機能滿足使用要求,其主要技術參數為:
公稱壓力:400KN
滑塊行程:100mm
最大閉合高度:300mm
最大裝模高度:280mm
工作臺尺寸:420mm?630mm(前后?左右)
墊板尺寸:80mm ?150mm(厚度?直徑)
模柄孔尺寸:Ф50mm?80mm(直徑?深度)
最大可傾角:30o
4. 模具總裝圖
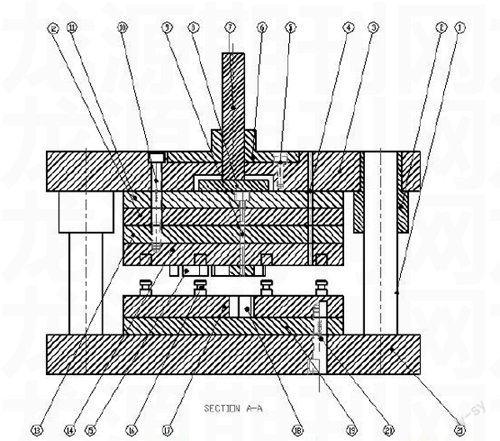
本設計模柄與上模座之間采用兩顆M3的螺釘固定,上模座與各板之間采用四顆M6的內六角螺釘固定,下模座與各板之間也采用M6的內六角螺釘固定。上下模座之間采用導柱導套鏈接,打桿在壓力機的作用下使上模座作上下往復沖壓運動。模具總裝圖如圖7所示。
模具裝配需符合以下技術要求:
(1)導柱與導套為間隙配合H7/h6,壓入時注意校正導柱、導套與模板的垂直度,裝配好的導柱、導套的固定端面與上下模座平面的距離為1—3mm。
(2)導柱與下模座為過盈配合H7/r6。
(3)裝配好的模架與上下模板沿導柱移動時應平穩無阻滯現象。
(4)模柄與上模座為過渡配合H7/m6。
5. 結論
本文設計的打印機零件級進模,采用斜排樣設計,材料利用率41%。凹模采用整體式直通形刃口,凸模采用整體式,模架形式為四角導柱模架,工位數為2,故模具結構較簡單,生產效率高,導向精確,產品精密度較高,可以獲得較好的生產效益。
1-導柱;2-導套;3-上模座;4-銷釘;5-螺釘;6-模柄;7-打桿;8-推板;9-頂針;10-螺釘;11-固定板墊板;12-固定板;13-卸料墊板;14-卸料板;15-凸模;16-導料銷;17-奧模板;18-凹模;19-凹模墊板;20-螺釘;21-下模座
圖7 ?模具總裝圖
Fig.7 Mold assembly drawing
參考文獻:
[1]劉燕.基于UG打印機支架多工位級進模設計[J].制造業與信息化,2009,(1):2-2.
[2]丁松聚.冷沖模設計[M].北京:機械工業出版社,2001:39-40.
[3]王立人.沖壓模設計指導[M].北京:北京理工大學出版社,2009.
[4]高軍.沖壓工藝及模具設計[M].北京:化學工業出版社,2010.
[5] 王靜.《工程力學》課程的教學探討[J].科技信息,2009:(8),5-10.
[6] 郭志強.入位原則在沖模工作零件設計中的應用[J].模具制造,2014,(2):1-5.
[7] 周美蓉.汽車連接板級進模設計[J].熱加工工藝,2013,(3):2-2.
[8] 周逸鳴,陳煒,王祥等. 級進模具壓力中心確定技術研究[J].機械設計與制造,2014,(7):246-248.
[9] 宿永起,張德強,毛萍. 雙L環200L大型物料桶模具設計與分析[J].機械設計與制造,2013,(7):238-241.
[10] 譚麗,翁翎. 1000MW級汽輪發電機定子線圈模具研制[J].機械設計與制造,2013,(9):260-262.