人防門框的四工位自動化落料式焊接設(shè)備設(shè)計
2015-05-30 09:25:07趙楊等
企業(yè)技術(shù)開發(fā)·下旬刊 2015年6期
趙楊等
摘 要:文章將自動化技術(shù)應(yīng)用于人防工程防護(hù)門的焊接,研制了防護(hù)門框的四工位落料式焊接設(shè)備,對設(shè)備的總體結(jié)構(gòu)、工作流程進(jìn)行了詳盡的分析與設(shè)計,并通過氣動系統(tǒng)實現(xiàn)了工件在各工位間的定位與傳遞。設(shè)備性能及實際應(yīng)用情況表明,該設(shè)備對長條形工件的焊接具有優(yōu)勢,防護(hù)門框的焊接效率得到了較大提升。
關(guān)鍵詞:自動化;焊接;人防工程;氣動系統(tǒng)
中圖分類號:TS206.5 文獻(xiàn)標(biāo)識碼:A 文章編號:1006-8937(2015)18-0005-02
隨著企業(yè)對生產(chǎn)效率要求的不斷提高,多功能、自動化設(shè)備的應(yīng)用越來越廣泛,對批量較大和質(zhì)量要求較高的產(chǎn)品,各行業(yè)均采用了自動化設(shè)備來代替原來的手工作業(yè)。
在人防設(shè)備加工中,焊接作業(yè)在其中占的比例非常大,焊接過程中要求生產(chǎn)速度快、焊接質(zhì)量高,且因焊接環(huán)境溫度較高,勞動強度大。
因此采用自動化的焊接設(shè)備代替手工操作尤為必要,過去對防護(hù)門的焊接多采用手工焊接,而購買此類自動焊接設(shè)備,一是價格昂貴,二是受其使用性能的限制較多,往往給自動化技術(shù)在人防設(shè)備加工中的應(yīng)用帶來了許多障礙。為此,自行研制了四工位自動落料式焊接機(jī),主要用于焊接人防門框中密封條和支撐板。該機(jī)主要采用標(biāo)準(zhǔn)氣動元件和小型自動行走車的組合,集機(jī)、電、光、氣與一機(jī),能實現(xiàn)半自動焊接。
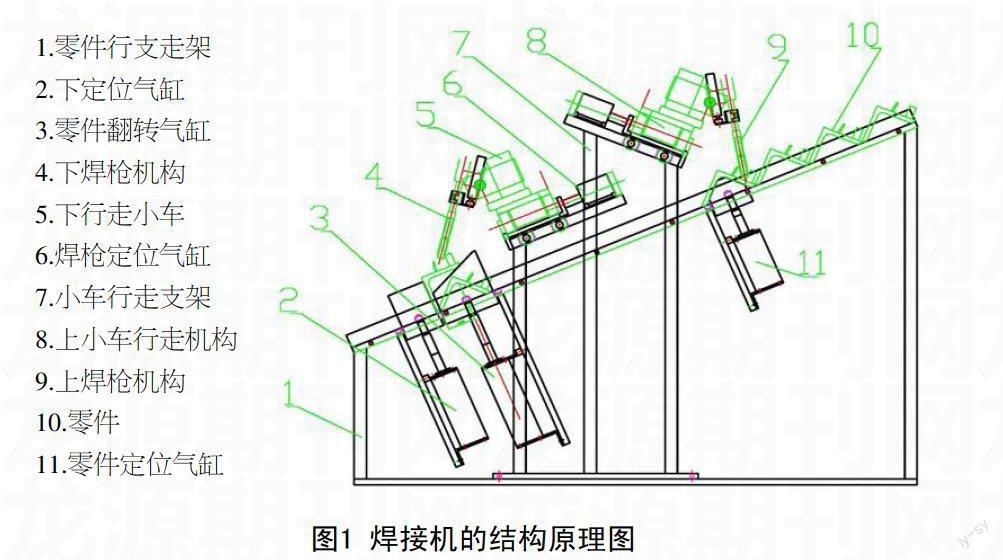
1 焊接機(jī)的總體結(jié)構(gòu)設(shè)計
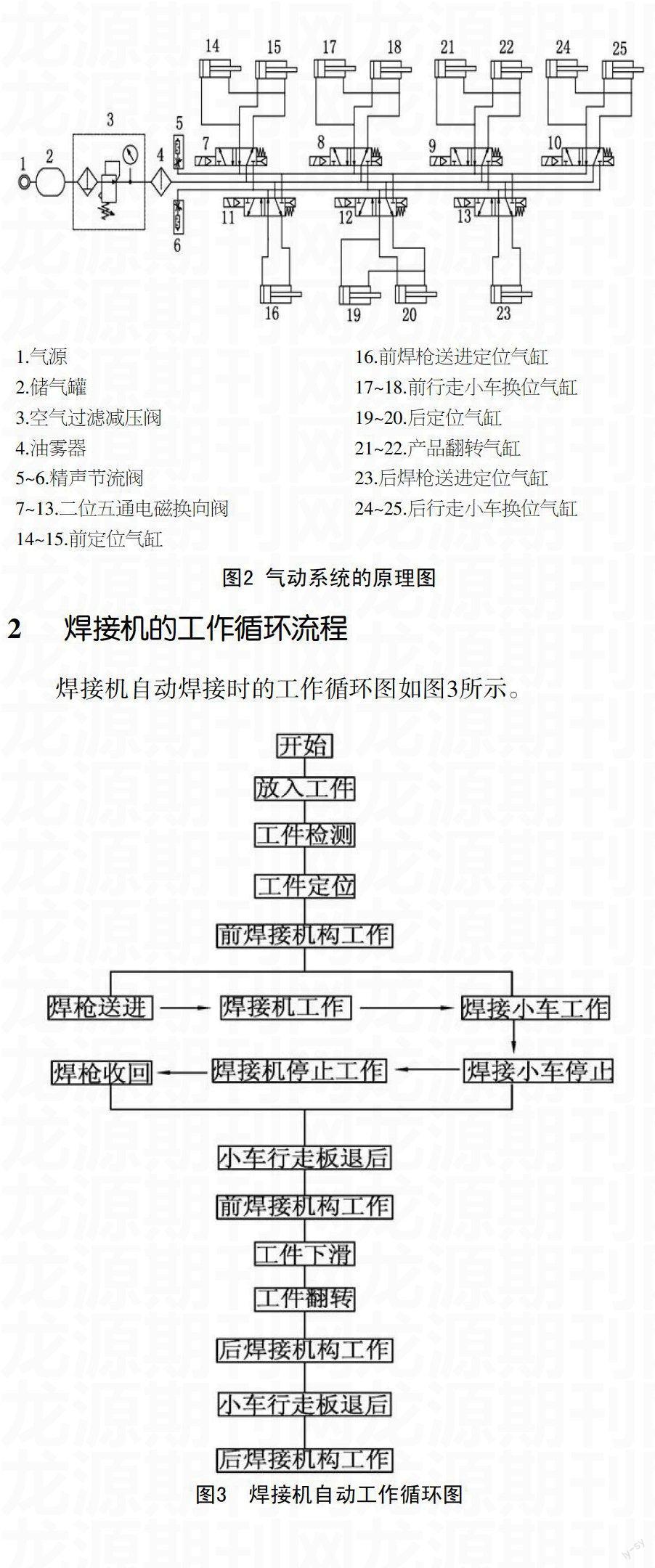
焊接機(jī)的結(jié)構(gòu)原理如圖1所示,由零件行走支架、下定位氣缸、零件翻轉(zhuǎn)氣缸、下焊槍機(jī)構(gòu)、下行走小車、焊槍定位氣缸、下車行走支架、小車行走機(jī)構(gòu)、上焊槍機(jī)構(gòu)、零件定位氣缸等部分組成。在焊接機(jī)的整個工作循環(huán)中,零件的上、落由人工完成,焊接小車通過電動機(jī)和減速機(jī)構(gòu)的機(jī)械傳動帶動完成自動焊接工序,工件在各工位間的傳遞采用氣動系統(tǒng)實現(xiàn)。氣動系統(tǒng)的原理圖,如圖2所示,氣動部分均采用排氣節(jié)流閥和氣缸連接,以保證氣缸運行的平穩(wěn),為使系統(tǒng)的工作壓力穩(wěn)定,防止氣缸同時工作時的相互干擾,在系統(tǒng)的入口處設(shè)置了減壓閥外還設(shè)置了儲氣筒以儲能、穩(wěn)壓,在提高氣缸的同時,也提高了氣路的抗干擾能力。
2 焊接機(jī)的工作循環(huán)流程
焊接機(jī)自動焊接時的工作循環(huán)圖如圖3所示。
所有程序的控制均由可編程序控制器(PLC)集中控制,信號檢測及危險報警等則采用電感、光電等傳感裝置實現(xiàn)。
其主要工作過程如下:
①工件10由人工支架1的導(dǎo)槽內(nèi),靠自重開始下滑,當(dāng)工件經(jīng)過光電傳感裝置時(圖3中未表示)對夾具上的工件進(jìn)行檢測,并將檢測信號輸入PLC處理,PLC將信號處理后發(fā)出指令使電磁閥7通電,前定位氣缸14~15工作,工件定位。
②工件定位后經(jīng)PLC程序延時后發(fā)出指令使電磁閥11通電,氣缸16開始工作,使焊槍快速送進(jìn),于此同時焊接小車1和焊接系統(tǒng)1(包括焊接機(jī)和送絲機(jī)構(gòu))開始工作(焊接前,應(yīng)預(yù)先調(diào)整好小車的行走速度,調(diào)整好焊接電源及電壓,焊槍角度等)
③當(dāng)焊接小車1行走到達(dá)終端碰觸到行程開關(guān)后,焊接小車1停止行走,電磁閥11斷電,氣缸16帶動焊槍返回起始位置。焊接系統(tǒng)1停止工作,第一條焊縫焊接完成。
④PLC發(fā)出指令電磁閥8通電,氣缸17~18退回帶動焊接小車1行走板退后
⑤電磁閥11再次通電,氣缸16開始工作,使焊槍快速送進(jìn),于此同時焊接小車1開始反向行走,焊接系統(tǒng)1開始工作,開始焊接第二條焊縫,當(dāng)焊接小車1碰觸到另一端的行程開關(guān)后,焊接小車1停止行走,氣缸16帶動焊槍返回起始位置,焊接系統(tǒng)1停止工作,第二條焊縫焊接完成。
⑥PLC發(fā)出指令電磁閥7斷電,氣缸14~15退回,第一個工件繼續(xù)下滑,下一個工件被定位,重新開始①~⑤步奏的循環(huán)
⑦當(dāng)?shù)谝粋€工件在下滑中,被下定位氣缸伸出的定位塊擋住,下滑停止。電磁閥9通電,氣缸21~22工作,頂塊頂起工件被翻轉(zhuǎn)。
⑧電磁閥13通電,氣缸23工作,使焊槍送進(jìn),于此同時焊接小車2和焊接系統(tǒng)2開始工作,重復(fù)與焊接小車1相同的動作,這里不再重復(fù)。完成第三、四兩條焊縫的焊接。工作完成后下定位氣缸退下,工件自由滑落,焊接工作完成,進(jìn)入下一個循環(huán)。
為防止意外情況下工件的超時焊接而產(chǎn)生廢品,在PLC控制中設(shè)有多重保護(hù)程序,以保證意外時焊槍等機(jī)構(gòu)能及時退出焊接狀態(tài)。
本機(jī)與二氧化碳?xì)怏w保護(hù)焊機(jī)配合使用,由于工作焊接范圍窄、焊絲直徑小(1 mm),在焊接過程中對焊槍的角度、焊絲的送進(jìn)速度等要在焊接工作開始前進(jìn)行調(diào)整,要對焊接小車的行走速度、焊接機(jī)的焊接電流預(yù)先調(diào)整,并做模擬測試,當(dāng)滿足了焊接的質(zhì)量要求后,才可以投入批量生產(chǎn)。
3 結(jié) 語
該焊接機(jī)經(jīng)安裝、調(diào)試及使用。各項性能均能滿足設(shè)計、使用的要求,運行良好。將其應(yīng)用于以下三種人防防護(hù)門框的焊接生產(chǎn):
①HFM2020門框。
②產(chǎn)品HFM1520。
③產(chǎn)品HFM716,焊接生產(chǎn)效率分別提高了80%、100%及120%。
通過實際工程應(yīng)用可以發(fā)現(xiàn),該機(jī)對長條形工件的焊接具有較明顯的優(yōu)勢,只作簡單的調(diào)整即可適應(yīng)不同品種的門框生產(chǎn);同時該機(jī)將氣動技術(shù)與機(jī)械、電氣、光電等元件有機(jī)的結(jié)合起來,充分發(fā)揮各技術(shù)領(lǐng)域的優(yōu)勢,提高了焊接機(jī)的使用率,獲得了滿意的效果。
參考文獻(xiàn):
[1] 王彬.我國焊接自動化技術(shù)的現(xiàn)狀與發(fā)展趨勢[J].電焊機(jī),2001,(6).
[2] 張晨曙,葉建雄,尹懿,等.焊接自動化中傳感器的應(yīng)用[J].南昌工程學(xué)院學(xué)報,2012,(6).
[3] 陳裕川.現(xiàn)代自動化專用焊接設(shè)備設(shè)計概論[J].現(xiàn)代焊接,2006,(12).
[4] 周海燕,郭湘宇.帶鋼自動焊接機(jī)氣動及液壓系統(tǒng)的設(shè)計[J].機(jī)械制造,2012,(580).
[5] 孔孟華,李天貴.氣動技術(shù)在自動化中的應(yīng)用[M].北京:國防工業(yè)出版社,1988.
[6] 鄭洪生.氣壓傳動和控制[M].北京:機(jī)械工業(yè)出版社,1988.
猜你喜歡
中國科技博覽(2016年22期)2016-11-01 15:06:27
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年20期)2016-09-29 14:13:02
科技視界(2016年20期)2016-09-29 13:45:10
企業(yè)導(dǎo)報(2016年11期)2016-06-16 15:47:07
